



学习JB/T4746-2002《钢制压力容器用封头》的思考
程宇群
陕西省锅炉压力容器检验所
1 前 言
笔者在学习和执行JB/T4746-2002《钢制压力容器用封头》过程中,发现在压力容器封头选用和封头加工中有几个问题值得反复思考。现将问题提出,并提出自己的看法,希望得到同仁们的斧正和帮助。
2 关于封头的标记和规格
JB/T4746-2002《钢制压力容器用封头》(以下简称JB/T4746)标准的第4条用“标记”规定了压力容器用封头的表示方法。如公称直径800mm、名义厚度10mm、材质为16MnR的椭圆封头标记为:EHB800×10-16MnR JB/T4746。而工程上常用的是设计图上零部件明细表里用内(外)直径×材料(毛坯)板厚表示方法,也就是人们常说的零部件的“规格”。
多数人对“标记”的概念是比较陌生的,习惯按设计图提供的“规格”加工和选用封头。学习和研究了标准条文后,笔者认为规格和标记是含义完全不同的两个概念:封头的标记EHB800×10-16MnR JB/T4746,仅仅表达该封头使用了名义厚度10mm的16MnR钢板加工成直径为800mm封头的信息,而选用φ800×10、材料16MnR“规格”的封头,表达的信息则是一个合格的封头。除要满足标准规定的几何尺寸、不圆度、表面皱折等要求外,还要满足JB/T4746第6.3.10条“成形封头实测的最小厚度不得小于封头的名义厚度减去钢板厚度负偏差C1”(GB150第10.2.1条,也有相同内容)的规定,即最小板厚不得小于9.75 mm的要求。
对这个问题,笔者进行了一些调查,并进行分析。
2.1 封头产品调查及分析
封头产品调查如表1、表2所示:
表1 封头产品合格证内容摘要
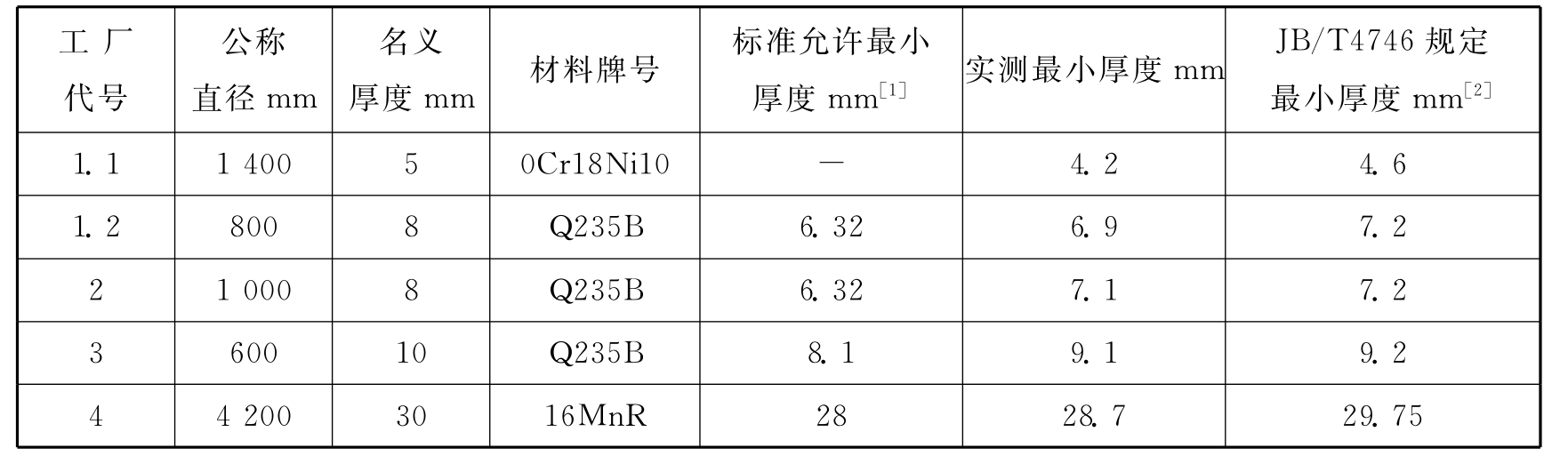
注:[1]某封头生产厂的理解,依据JB/T4746附录A(资料性附录)提供的计算公式:标准允许最小厚度=名义厚度-钢板厚度负偏差-加工减薄量,计算所得的最小壁厚(加工减薄量=11%名义厚度)。
[2]JB/T4746规定是依据GB709或GB6654规定的厚度允许偏差值按第6.3.10条计算的最小壁厚
表2 封头实测厚度
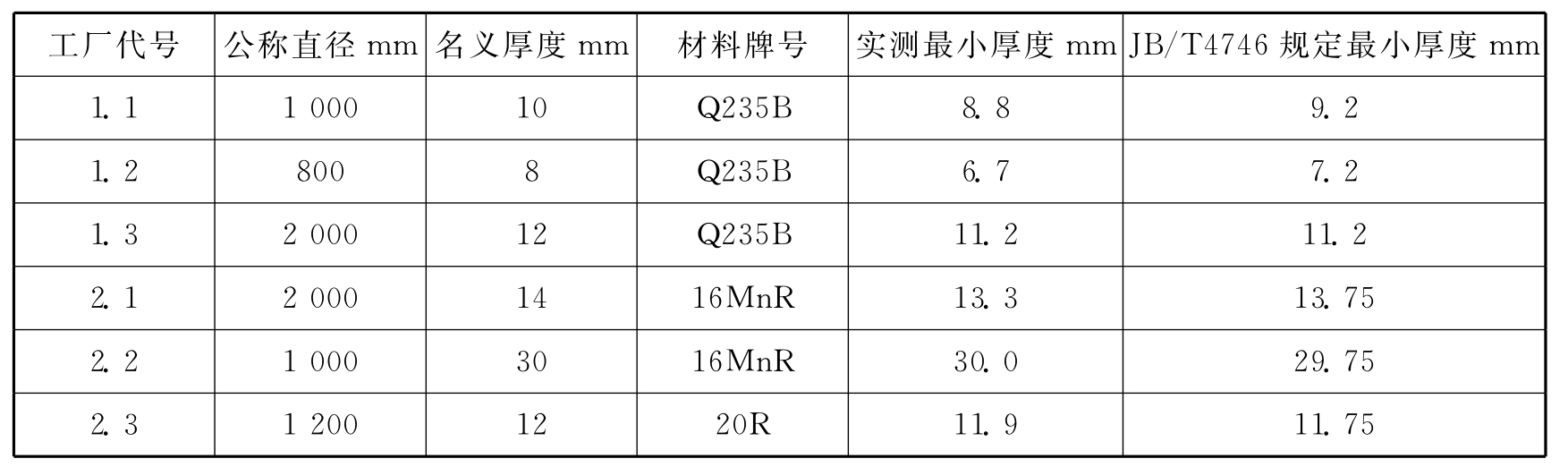
表1和表2所列封头,实测最小厚度多数并不符合JB/T4746第6.3.10条的规定。最小厚度不符合的原因是标准没有考虑封头加工减薄量。尽管JB/T4746第6.2.1条也提到:应考虑工艺减薄量(GB150中称加工裕量),但如增加工艺减薄量,必然增加钢板的名义厚度(GB150名义厚度的定义:标注在图样上的厚度),而标准中最终成形后的厚度不得小于封头的名义厚度减去钢板厚度负偏差C1的规定,与考虑不考虑加工减薄量没有直接的关系。
2.2 封头制造企业调查及分析
目前大中板厚的封头,国内大多制造企业都采用煤气炉加热,热冲压制工艺,加工减薄量可控制在10%左右(JB/T4746附录A封头成形减薄率为10%~16%)。要保证产品符合JB/T4746的规定,有一定的难度。
一段时期,某封头制造企业为了压制出合格的封头,如实际使用的是12mm钢板,合格证上的名义厚度却填成10mm。这样的封头,加工减薄量至少增加了2mm,最小厚度满足了名义厚度减去钢板厚度负偏差C1的规定,但给其他方面带来麻烦:比如说设计图上规定筒体名义厚度10mm,封头名义厚度12mm,封头应选用12mm还是14mm钢板压制?如果选12mm的钢板,实测厚度有可能不满足12mm封头最小厚度的要求;如果用14mm钢板,名义厚度为12mm的封头直边段的板厚与筒体板厚之差就能达4mm以上,制造时就要求对封头直边削薄,给生产带来不便,给管理带来混乱。
在审查压力容器设计图样时发现,封头的材料厚度大多都比圆筒状筒体厚度大2mm。显然产品在设计时,设计人员已经考虑到封头加工时的减薄了。也有一些图纸,封头与筒体等厚。这并非是设计人员错误。GB16508《锅壳锅炉受压元件强度计算》等标准,明确规定加工减薄量,设计时就增加进来。GB150第3.5.5条规定:厚度附加量只包括钢板厚度负偏差和腐蚀裕量,加工裕量要求制造企业“根据制造工艺确定”(GB150-10.2.1)。根据对标准的理解,封头板厚大于筒体板厚是可以理解的,等厚一般情况下是不符合GB150的规定的。一些制造厂为了降低成本,明知封头压制后要减薄,仍然按设计图纸上的材料厚度投料是不对的。他们认为:一、二类容器一般规格较小,封头多为整板压制,即使有拼缝,按规程的要求对拼接焊缝也进行了100%探伤,按照关于焊缝系数的规定,焊缝系数应选1,与选0.85焊缝系数的筒体相比(局部探伤),尽管名义厚度与筒体等厚的封头压制减薄后,不符合JB/T4746第6.3.10条的规定,经强度计算封头仍能保证与筒体等强。另外,这些容器多用Q235材料制造,普通碳结钢钢板的厚度最大允许负偏差按GB709的规定,比压力容器用钢板的厚度最大允许负偏差要大得多(10mm厚的Q235B钢板,厚度最大允许负偏差值可达0.8mm,同样板厚的20R钢板,厚度最大允许负偏差值仅为0.25mm),比较容易达到JB/T4746规定的最小厚度值。
这种说法听似有理,但仅从满足标准要求的角度讲,须谨慎操作。理论上Q235系列材料的厚度允许负偏差值大,但市场上的板材,实测厚度绝大多数都小于其名义厚度,且负偏差数值还很大;按GB6654标准生产的钢板,虽然允许负偏差小,但实际测厚却多大于其名义厚度。这就是说,尽管Q235钢板的最大允许负偏差很大,但因Q235钢板的实际厚度多为负偏差,未必能压制出符合JB/T4746规定的合格封头;而20R钢板虽然厚度最大允许负偏差值小,但实际厚度大于名义厚度,即使不考虑加工减薄量,也有可能压制出合格的封头。
2.3 筒体与封头等厚等强理论分析
这里讨论的是使用名义厚度相同的钢板制造同一台容器筒节和封头的可能性:
(1)按照GB150提供的强度计算公式可知,封头厚度公式中分母为2[σ]ψ-0.5P,较筒节厚度计算公式中分母大,即在相同条件下,封头板厚度比筒体还能薄一些。加之上述对焊缝系数的讨论,等厚板等强理论上是可以成立的。
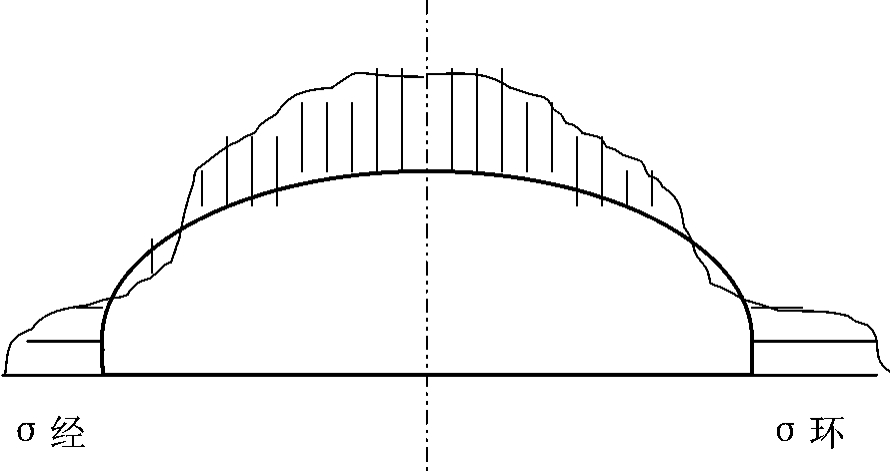
图1 封头综合应力分布(https://www.xing528.com)
(2)封头受力后,除分布着不均匀的薄膜应力外,在其与筒体的连接焊缝附近,还存在着附加的弯曲应力,沿封头曲面分布的综合应力如图1所示:在封头的顶部和筒体的连接焊缝附近,存在着较大的双向应力,在封头的过渡区,是压应力和拉应力的过渡区,其应力水平很低。
从应力分布看,拉应力较大的区域,该处壁厚并不减薄,封头减薄最严重部位,恰是应力比较小的封头综合应力分布示意图区域。
由此也可以看出,等厚板等强在一定条件下,也是可以成立的。
2.4 对策
综上所述,封头标准虽已发布,但在理解和执行过程中还需要进一步沟通和统一认识。笔者认为:在设计图样上注明设备的最小壁厚,就像国外的一些标准如ASME那样,规定在任何情况下,设备的壁厚不得小于某个数值,就从根本上解决了问题。
3 关于封头的加工成形
3.1 如何界定冷、热成形
JB/T4746标准第6.4.3规定:冷成形的椭圆形与蝶形封头应进行热处理。那么什么条件下为冷成形,什么是热成形?法国CODAP规范依据加工时的加热温度,把封头的加工方法分为低温加工(≤150℃)、中温加工(350℃~焊后热处理温度)、高温加工(最小焊后热处理温度+100℃和≥AC3温度)。而我国的标准中没有明确的冷、热成形概念。
标准之所以规定冷成形后应进行热处理,是为了消除金属冷成形后的加工应力;把封头整体加热到再结晶温度之上,使冷成形时被拉长或碾碎的晶粒在再结晶温度之上获得能量,发生再结晶反应,达到消除加工应力的目的。热成形没有冷作硬化过程,没有残余应力,同时可以解决加工设备能力不足的矛盾,所以大、中型封头一般采用热成形方法加工。工作中发现,热加工的封头合格证中的始压温度很不一样,有1 000℃的,有800~900℃的,还只有600~700℃的,因而封头的内在质量就有差别。1 000℃即≥AC3温度,残余应力为零,内在质量最好,但高温下氧化严重,减薄量比较大;600~700℃,终压温度可能在再结晶温度之上停留时间短,残余应力不能彻底消除。因此笔者认为,始压温度在600~700℃的加工工艺,不能完全消除加工应力,还应属于冷成形的范畴。
为保证封头的质量,应明确冷、热成形概念,规范热压封头的始、终压温度。
3.2 怎样执行“当制造单位确保冷成形的材料性能符合设计、使用要求时可不进行热处理”的规定
JB/T4746标准第6.4.3还规定:“当制造单位确保冷成形的材料性能符合设计、使用要求时可不进行热处理”。如何理解和把握?
不进行消除应力热处理,又能确保冷成形的材料性能符合设计、使用要求,不是简单的一个承诺。CODAP规定,变形达到某一程度以后,如果不进行热处理,应保证已发生了变形的材料在某一温度下的冲击达到一定的要求,即通过试验来验证冷成形后材料的性能虽有变化但能确保冷成形的材料性能符合设计、使用要求(见表3)。
表3 法国CODAP对冷成形后是否进行热处理的规定
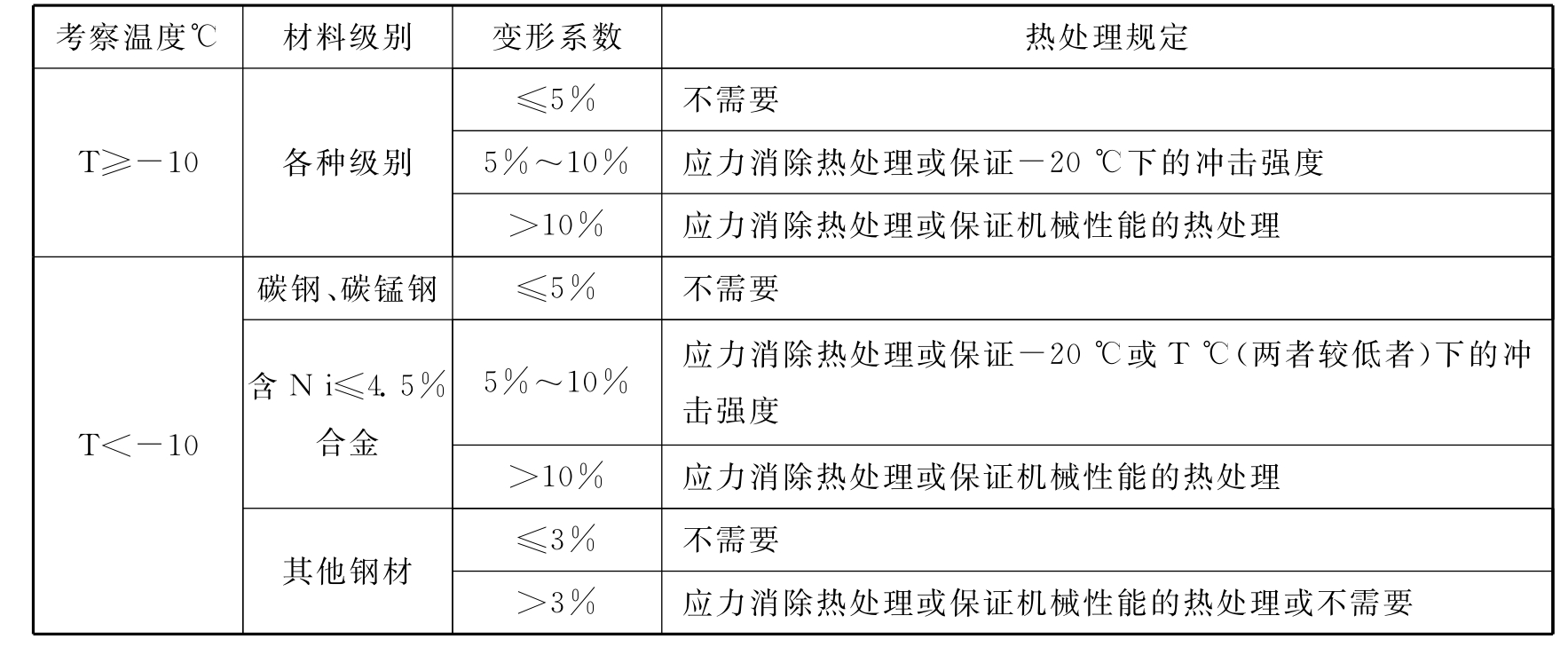
我国的标准中没有相应的规定,可不进行热处理的规定无法操作。
3.3 封头质量是否应该执行相同的标准
JB/T4746在封头的加工成形上,不分容器类别,也未考虑特殊要求,统统地都要求热处理或统统地都不要求热处理,是不科学的。经热处理封头,有时用于一、二类容器有些浪费,带来的是成本增加,而未经热处理封头,用于三类容器可能会带来安全隐患,显然是不合理的。ASME规范规定,经冷作成形的碳钢和低合金钢筒节、封头和其他受压部件,当最大纤维伸长率>5%,且存在下列任一情况者,都应进行成形后的热处理:容器储存致命液体或气体,材料要求做冲击试验,冷成形前零件厚度超过16mm,材料在成形期间的温度在250℉到900℉,等等。
介质为剧毒、易燃易爆的三类容器封头与介质为饱和蒸汽、饱和水的一、二类容器用封头就应该用不同技术要求的封头。笔者认为ASME的这么多规定,本意在于在充分保证安全使用的前提下,尽量地降低制造成本。经济发达国家都如此,更何况我们?笔者认为,JB/T4746应在借鉴、吸收基础上做出相应规定。
参考文献
[1]国家技术监督局.GB150—1998钢制压力容器.北京:中国标准出版社,1998
[2]国家技术监督局.GB709—88热轧钢板和钢带的尺寸、外形、重量级允许偏差.北京:中国标准出版社,1988
[3]国家技术监督局.GB6654—1996压力容器用钢板.北京:中国标准出版社,1996
[4]国家技术监督局.GB16508—1996锅壳锅炉受压元件强度计算.北京:中国标准出版社,1997
[5]热处理实践编写组.热处理实践.北京:国防工业出版社,1973
(该论文为2006年11月“陕西省特种设备协会2006年学术年会”交流论文)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。