



某电厂30万机组电站锅炉集箱三通裂纹原因分析
刘晓东 徐 冉 张晓明
陕西省锅炉压力容器检验所
1 前 言
2006年10月,我所与中国特种设备检测研究中心联合对某电厂#4锅炉进行了定期检验。该锅炉型号为DG1025/18.3-Ⅱ9,2001年2月投产。本次检验为该锅炉第一次全面定期检验。在检验过程中,我们发现该锅炉过热系统和再热系统中部分进出口集箱三通焊缝表面存在大量裂纹。本文介绍了这些集箱三通焊缝裂纹的检验情况,并对裂纹的成因进行了初步分析。
2 缺陷概况
经现场MT抽查发现全大屏过热器甲侧出口集箱三通焊缝存在多处裂纹,于是决定扩大抽查范围。经检查,在全大屏过热器乙侧出口集箱三通、后屏过热器进出口集箱三通、壁式再热器出口集箱甲侧三通等位置均发现存在多处裂纹。而且这些裂纹均发生在集箱三通的现场安装焊缝(图1)。
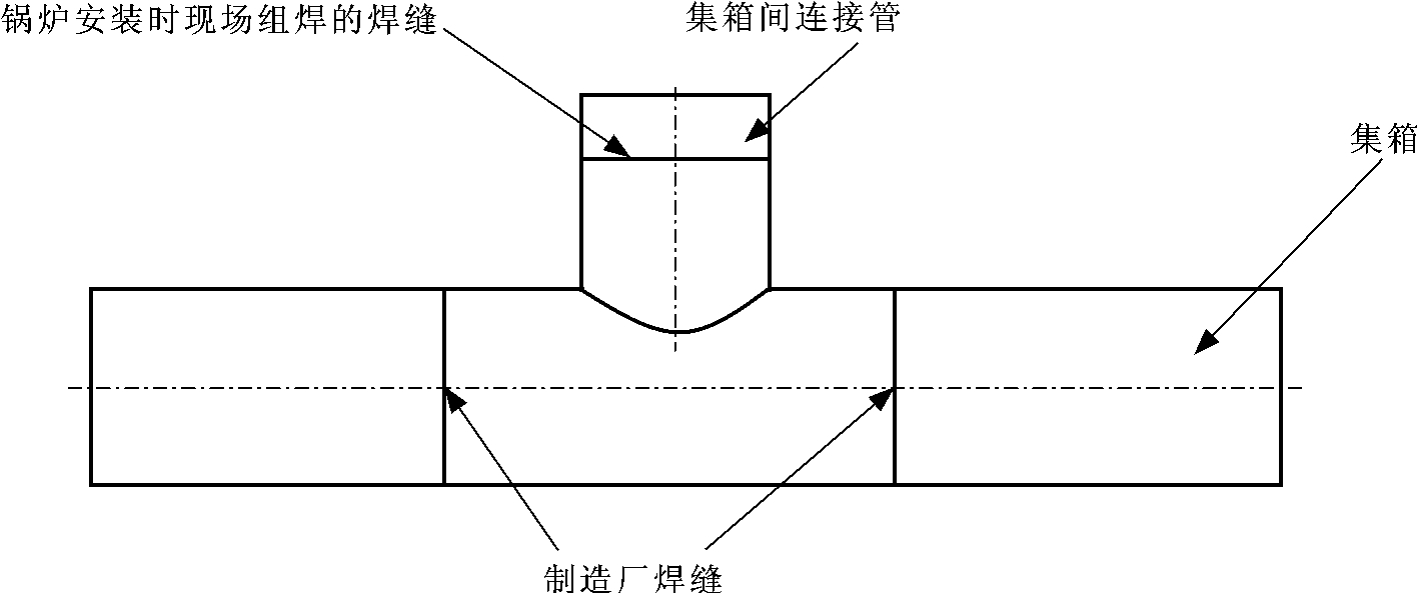
图1
裂纹特征表现为:①裂纹走向:从裂纹走向看基本上都是横向裂纹,只有个别纵向裂纹;②裂纹长度:大部分在(2~14)mm左右,有些横向裂纹甚至已经贯穿焊缝,裂至母材(见图2);③裂纹深度:现场消除裂纹时发现这些横向裂纹均有一定深度,基本在(1~25)mm之间,个别裂纹深度已经超过焊缝厚度的1/2;④裂纹发生处焊缝表面硬度:对焊缝进行硬度检查,布氏硬度均在300以上。
 (https://www.xing528.com)
(https://www.xing528.com)
图2
3 缺陷成因分析
从这批裂纹的形状和走向看,裂纹垂直于焊缝,基本平直,无树枝状分叉。
产生这批裂纹的集箱三通的母材均为12Cr1MoV,焊缝厚度在45~60mm。按照DL/T869《火力发电厂焊接技术规程》的要求,12Cr1MoV焊后热处理检查布氏硬度不应大于270,而现场硬度检查发现这批存在裂纹的焊缝布氏硬度均在300以上。
众所周知,12Cr1MoV是我国锅炉行业广泛应用的珠光体低合金热强钢,该钢种由于加入V,故耐热性较高,可用于较高的温度条件。该钢种具有良好的工艺性能,但对热处理规范的敏感性较大,热处理规范破坏,会导致热强性明显下降。国外由12Cr1MoV钢制的厚壁三通及管道的环形焊缝,在运行后均有出现裂纹之实例。国内电站锅炉由此钢种制作的弯头在运行5万h后,有产生大量裂纹的情况。因此,发现这批裂纹后,我们对集箱间连接管的对接焊缝和集箱三通的制造焊缝(与出现裂纹的焊缝同材质、同焊接工艺)也进行了抽查,但不论是MT检查还是硬度检查,均未发现异常。
综上所述,我们初步判断这批裂纹产生的主要原因是焊后热处理不当,焊缝产生淬硬组织,导致热强性下降,在运行过程中,由于焊缝处于交变应力的作用下,使焊缝产生裂纹,并逐步扩展,最终形成在现场组焊焊缝产生大量裂纹的问题。
4 对策和解决办法
对产生裂纹的部位,应进行挖补,并严格按照DL/T819《火力发电厂焊接热处理技术规程》和DL/T869《火力发电厂焊接技术规程》的要求控制补焊后的热处理工艺,确保热处理温度和保温时间,进行硬度和无损探伤检查。并建议去除焊缝余高,对焊缝增加MT探伤。同时应缩短该锅炉的检验周期,对上述部位进行定期复查。
(该论文为2006年11月“陕西省特种设备协会2006年学术年会”交流论文)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。