



循环流化床锅炉屏式再热器变形原因分析
程宇群 郑朋刚
陕西省锅炉压力容器检验所
1 前 言
某电厂UT-480/13.7-M循环流化床锅炉炉膛内均布3组水冷屏、8组过热屏、6组再热屏。所有屏式受热面均为膜式壁结构,其中再热屏炉膛内管子规格为Φ57×5mm,材质TP304,鳍片用板厚为5mm的1Cr18Ni9Ti钢板制作。
再热屏从前墙中部进入炉膛,依靠密封盒与前墙固定,穿出顶棚与47.6m处的再热屏中间集箱连接如图1所示。运行一年后的首次全检发现6组再热屏均发生了严重的变形。
2 变形性质及变形状况简述
处在炉膛中心侧(以下称为后侧)的屏式再热器管子偏离管屏中心线向两侧弯曲如图2,第1、2根管偏移量达800mm左右,与相邻的过热屏管排相碰,距离炉膛中心位置越远,管子偏移量越小,靠近水冷壁侧(以下称为前侧)的1、2根管子偏移量为0,基本没有变形。
根据变形基本情况,笔者认为该种偏移变形应为在不均匀的压应力作用下的失稳变形。
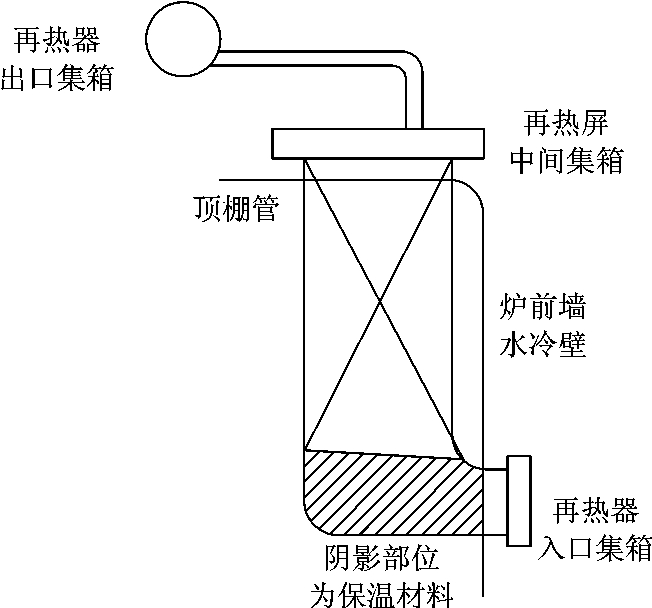
图1 再热器与中间集箱连接示意图
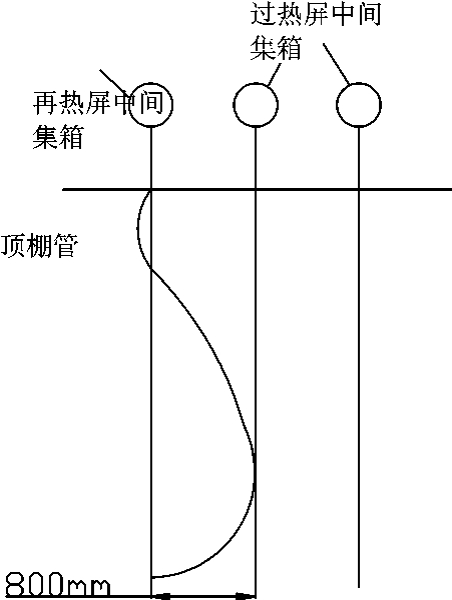
图2 屏式再热器偏离中心线示意图
3 变形原因初探
从结构上看再热屏呈不规则的“L”形,穿过水冷壁前墙时通过密封盒与水冷壁焊成一体(即下端固定)。进入炉膛后水平段被覆盖有厚约100mm的耐火混凝土,被覆盖的管子壁温度低,强度优于直接裸露在炉膛内的竖直管段,炉顶再热屏中间集箱焊有两个吊耳,受热面受热后的伸长靠连接在吊杆上的弹簧吊架向上运动。
从变形的表象看,管屏后侧两根管子移位最严重处与相邻的其他管屏贴近,管屏前侧两根管子位移为零(见图2),可以理解为变形前管屏后侧管子受压应力作用,前侧管子受拉应力作用。
根据以上分析,变形的原因可以从以下几个方面解释。
3.1 烟气侧受热面管子吸热不均匀
(1)炉膛四壁布置有水冷壁,在水冷壁附近的烟气温度比炉膛中心温度低,烟气流速也低,同一水平截面上炉膛内的温度场是不均匀的。炉膛深7 400mm,再热屏宽约2 450 mm,再热屏距前水冷壁内面有约650mm的距离,屏式再热器后侧的第一根管子距离炉膛中心只有约600mm的距离,前侧的管子距炉膛中心有3 050mm。如此大的距离,使得受热面吸收热量不均,后侧管子壁温高于前侧管子。
有资料说,根据锅炉负荷的变化,同屏间的这种温差有时可达几十度。(https://www.xing528.com)
(2)同屏的受热面管子前侧位于烟气辐射区,后侧位于烟气对流区,在不同的烟温度下,辐射和对流吸热的效果是不同的,该锅炉运行的特点之一,就是低温燃烧。厂家的锅炉说明书上介绍,锅炉炉膛出口处的烟气温度仅为800~900℃。温度1 000℃以下时,对流换热能力强于辐射换热,使得受热面吸收热量不均,后侧管子壁温高于前侧管子。
3.2 蒸汽侧工质流量不均匀
由于受热面管子内壁粗糙度不一样,同屏间管子长度不一样等原因,造成流动阻力不同,导致工质流速不同。吸收热量多的后侧受热面管子内因为工质温度高、比容大,流动阻力增加,使工质流量进一步减小。由于工质流量进一步减小,工质温度又有所提高,比容更大,流动阻力又有所增加,工质流量变得更小。恶性循环使得同屏间管子热偏差加大。
3.3 屏再与屏过管子热膨胀量不均匀
该锅炉再热系统只有2级,也就是说工质到达屏式再热器出口集箱时的温度就应该达到设计温度540℃,因此受热面管子的壁温应该更高些。查阅锅炉运行记录,屏式再热器出口壁温一般在550℃左右。屏式再热器壁温高,管子材质又选用导热系数小,线膨胀系数大的奥氏体不锈钢,线膨胀系数为16.6~19.3(碳钢为11.3~13)使管子产生较碳钢更大的伸长量,压缩产生的变形就很大。而与屏式再热器相邻的屏过出口壁温只有480℃左右,材质为12Cr1HoV,变形就几乎为零了。
根据线膨胀量的计算公式△L=аL△t,再热屏在炉膛内的长度约14m,壁温在550℃时计算,最大线膨胀量约为122~141mm,当然这是在炉膛内整根管子的壁温都均匀的达到550℃的前提下的计算出来的结果,实际情况会有一些变化。
3.4 膜式壁结构增加了应力分布的不均匀
该锅炉屏再受热面采用膜式壁,设计上可能是为了增加受热面积,但是在增加受热面积的同时,增加应力分布的不均匀程度和最大的应力数值。管子受热后,宏观上伸长量是一样的,伸长量大的管子实际伸长被压缩,在管内产生压应力,伸长量小的管子在拉应力作用下被进一步拉长,管内产生拉应力。再热屏的最后侧第1根管子和最前侧的第1根管子分别受到最大的压应力和最大的拉应力。当压应力超过该结构的临界应力时,微小的水平方向的外力,就会使再热屏产生失稳变形。
4 解决对策
综上所述,受压应力作用,是产生失稳变形的原因。要消除变形只能从锅炉结构上做大的改动,如果再热屏改为悬吊式,使其向下膨胀,伸长没有阻力,当然也就消除了变形。就此结构而言,做一些改动,也可减小再热屏的变形。
(1)将现有的一组屏分成2~3个小宽度的屏,即把再热屏出口集箱分成2~3个,与之对应的受热屏也从鳍片处断开,形成2~3个各自独立的系统,一可以减小集箱上下位移的阻力,二可以减小管屏前、后侧管壁温差,减小最大压应力数值。
(2)从相邻的水冷屏或过热屏处引出一根管子,给再热屏管子增加一处夹持,改变管子的细长比,提高结构失稳的临界压力。
(3)把再热屏最后侧的1、2根管子换成大直径管,减小工质流动阻力,加快工质流动速度,改善传热效果,降低管子壁温,减小管屏前、后侧管壁温差。
(4)将原先集箱筒体上的吊耳改为集箱上的引出管的弯管处,减小弹簧吊架变形阻力,以减小受热面压应力水平。
参考文献
[1]樊泉桂,魏铁铮,王军.火电厂锅炉设备及运行.北京:中国电力出版社,2001
[2]宋文锦,香有谋,汪懋点.工业锅炉安全技术基础.北京:劳动人事出版社,1978
(注:该论文发表于《中国特种设备安全》2008年第8期,本次收录时作者有所修改。)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。