



2.3 典型案例
案例1 离心条件对乳酸菌存活率的影响
离心条件:离心力(离心转速)、离心温度、离心时间。
方法流程:发酵培养基的制备→接种→发酵培养→发酵液pH值调节→添加澄清剂→离心分离→活菌数测定→离心存活率和离心损失率的计算
发酵液的制备:按1%的接种量将乳杆菌和嗜热链球菌(1∶1)接种到发酵培养基中,流加20%的Na2CO3溶液,控制pH6.0~6.3,34℃恒温培养至菌体生长的对数期末期。将培养好的乳酸菌发酵液调节pH7.0,并添加澄清剂搅拌均匀,各取40mL于不同温度下进行离心试验。
离心试验:选择GL-21M型高速冷冻离心机,转速4000r/min,温度20℃时,离心10、15、20min后,检测离心前发酵液及离心后上清液和菌泥活菌数,计算离心损失率、离心存活率,重复1次。同理,测定转速为5000r/min时,离心10、15、20min的变化情况。
离心时间和温度不变,选择最适离心时间,转速分别为4000、5000、6000、7000r/min时,测定离心后上清液和菌泥活菌数,计算离心损失率、离心存活率,重复1次。
离心转速和离心时间不变,测定20℃和4℃离心后上清液和菌泥活菌数,计算离心损失率、离心存活率,重复1次。
离心存活率和离心损失率的计算公式如下:

试验结果表明:延长离心时间,离心损失率和离心存活率均逐渐降低;在同一离心时间的条件下,增大离心转速,离心损失率和离心存活率均显著降低;在11%脱脂乳液体培养基中培养的乳酸菌、嗜热链球菌,其最适离心条件为5000r/min离心10min,离心温度为20℃,此时乳酸菌的离心存活率为94.32%。
案例2 错流过滤在啤酒生产中的应用
啤酒错流过滤技术是20世纪90年代开发的新技术。它的成功之处在于啤酒过滤不再依靠助滤剂,而使啤酒的过滤一次性完成,不必再从酵母中回收啤酒,且可以使过滤后的啤酒达到无菌状态,不需巴氏灭菌(图1-2-14)。
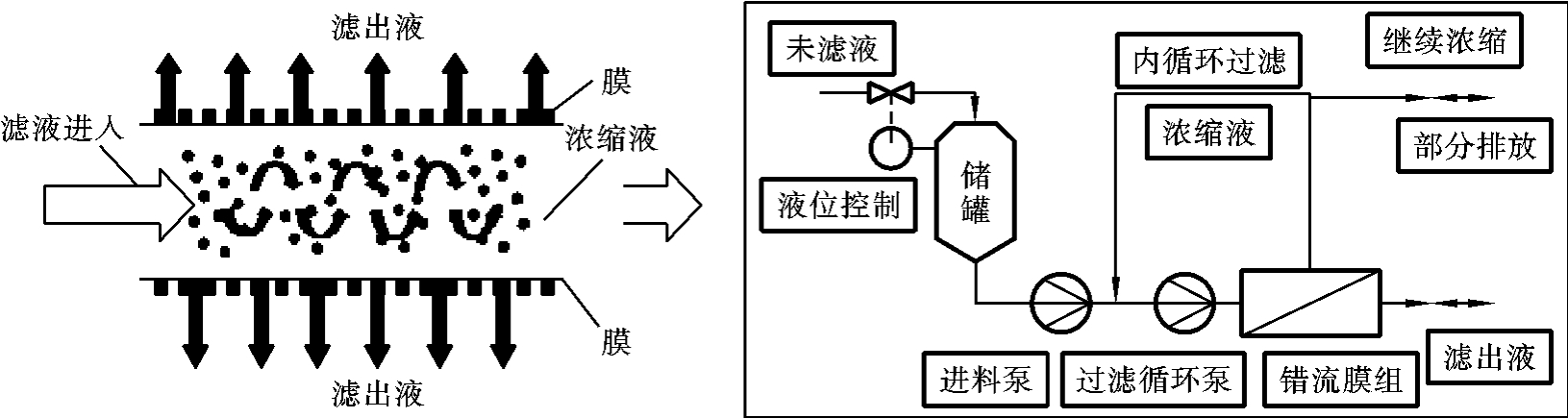
图1-2-14 啤酒生产中错流过滤系统
错流过滤膜材料一般选用塑料、聚丙烯、聚砜、聚醚砜、聚丙烯腈或陶瓷膜。最常用的是聚合膜和陶瓷膜。
错流过滤控制的关键同样也是膜污染的控制。膜污染的形成主要是被拦截的酵母菌细胞以及絮凝产生的蛋白质在膜表面的堆积。酵母菌细胞和絮凝蛋白质可以在膜表面形成一个垢层。也有许多溶解物质,如碳水化合物吸附在膜孔的内表面,导致膜孔径减小,膜的水阻增加。一般通过增加循环流速,用清水冲洗或者反洗(例如,定期改变过滤的方向),可以除去可逆部分的污垢。
与传统的硅藻土过滤技术相比,错流膜过滤技术在产品质量、节能降耗、避免污染等各方面都有着十分明显的技术优势。其中,主要的是无须再使用硅藻土(硅藻土是有限的资源)。再者,处理使用后的硅藻土会增加成本,更不可忽视的是硅藻土含有方石英,将对人体健康构成威胁。
在啤酒质量方面,采用错流过滤技术对啤酒的质量不会产生不良的影响,相反,该技术更能可靠地去除酵母和使啤酒腐败的微生物。硅藻土对啤酒的浊度、色度、风味物质等方面有一定的不良影响。错流滤膜的应用不但消除了以上因素的影响,还明显提高了产品的质量,酒液更加清亮透明、泡持性更长久,浊度、敏感蛋白和冷混浊等指标均优于硅藻土过滤。
啤酒生产中预清离心机和错流过滤机的联合使用可参见图1-2-15。
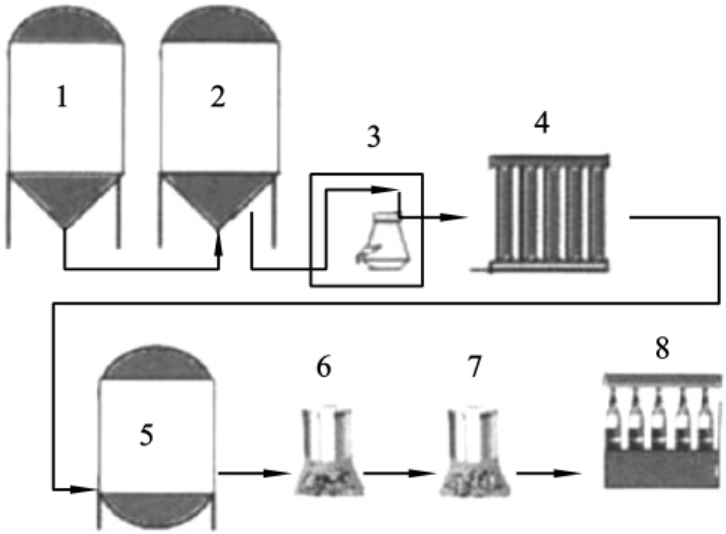
图1-2-15 啤酒生产中预清离心机和错流过滤机的联合使用
1,2—发酵罐;3—离心机;4—错流过滤;5—清酒罐;6—预过滤;7—终过滤;8—灌装机
 小结
小结
(1)发酵液(或培养液)预处理技术主要有两个方面:改变发酵液的特性,有加热、调节pH值、凝聚和絮凝、加助滤剂、加反应剂等技术;除去部分杂质,主要是除去可溶性的杂蛋白及高价离子。
(2)固-液分离主要有过滤和离心操作。
过滤是在某一支撑物上放过滤介质,注入含固体颗粒的溶液,使液体通过,固体颗粒留下的单元操作技术。
错流过滤是一种维持恒压下高速过滤的技术。其操作特点是使悬浮液在过滤介质表面作切向流动,利用流动液体的剪切作用将过滤介质表面的固体(滤饼)移走。可减少过滤介质的污染,便于连续操作。
常用的过滤设备主要有板框压滤机和真空转鼓过滤机。
离心是基于固体颗粒和周围液体的密度存在差异,在转鼓高速转动时所产生的离心力使不同密度的固体颗粒加速沉降,实现悬浮液、乳浊液分离或浓缩的分离过程。离心也是一种常规的固-液分离技术,适用于固-体颗粒很小,液体黏度大、过滤速度很慢及忌用助滤剂或助滤剂无效的悬浮液的分离。
常用的离心设备主要有斜角式离心机、管式离心机、平抛式离心机、碟片式离心机、倾析式离心机等。
知识窗(https://www.xing528.com)
GL-21M型高速冷冻离心机的操作、维护及一般故障处理
GL-21M型高速冷冻离心机见图1-2-16。
1.操作
(1)将样品放入转头时,注意样品应对角放置,并注意质量配平。然后将转头妥善安装于马达转轴上,有转头盖的一定要装好盖。

图1-2-16 GL-21M型高速冷冻离心机
(2)在控制面板上按光标键,使“SPEED”(速度)、“TIME”(时间)、“TEMP”(温度)、“ACCEL”(加速)、“DECEL”(减速)的显示屏显示,并在闪烁时用数字键输入所需的参数值,最后按“ENTER”键确认。
(3)如输入的参数值正确无误,则检查样品及转头是否放置好,确认无误后,关好样品室门,按下“START”键,离心机即可开始运转。运转结束后,等待转速降到0,仪器音乐提示会自动响起,此时才可开门取样品。注意!在运转过程中不要试图开门。
(4)如有需要,可在运转过程中按下“STOP”键,让运转在中途结束。
(5)按下“ROTOR”键及“MENU”键可调用及修改转头和仪器的基本设置,对本仪器不熟悉的用户千万不可随意改动其中的内容。
(6)“:”键用于转换输入分与秒的值,如“1分30秒”的输入法就是依次按下“1”“:”“3”“0”。如用“HOLD”键输入时间,则运转时间为无限大,直到按“STOP”键后才停止。
2.维护
(1)使用前,把离心机放在坚固的地面上,机体不能晃动,确保电源等外围设施无故障后接入离心机。
(2)样品装载时,一定要平衡,因为机载运转时会产生很大的离心力,尤其是在高速运转时,不平衡的样品会产生很大的力矩,轻者引起机器抖动或晃动,重者会扭曲转轴引起更大的抖动甚至断裂。
(3)打开电源开关后,设定转速,最好是从低速到高速逐渐加速,此时严禁打开机盖。
(4)运转过程中,排水管的堵头一定要塞上。如发现管中有水出现,请拔掉堵头放水。
(5)工作结束后,一定要将转头从仪器内取出。转头内如需清洗,请用中性洗涤剂,晾干后,可在转头表面涂抹硅脂(少量)。转头平时请倒放于较软的表面(不要盖上转头盖)。转头需轻取轻放,严禁撞击。
(6)工作结束后,仪器样品室内如有结霜,请勿关门,需等待霜化后用软布擦净再关门。
(7)如运转过程中出现异常,可试用“CE”键清除,如频繁出现同一错误(报警),请及时与厂家维修工程师联系,不要试图自己拆卸仪器。
(8)要定期给轴承加注润滑油,检查维修容易损坏的元器件,确保机器工作状态正常,防患于未然。
(9)如未放置转头就按下“START”键启动,请保持仪器通电1h左右,此时仪器应能自动解除报警。如不能,请及时与厂家维修工程师联系。
3.一般故障处理
(1)离心机不转,转速达不到设定值。
离心机不转和转速达不到设定值的原因有以下3种。
其一是电源电路部分故障。首先,对电源线、插座、插头、变阻器、继电器等易坏部件进行检修。然后,检查开关电源以后的电路、空气开关、整流器、滤波器、变压器,直至电动机部分。
其二是电动机自身故障。首先检查轴承,需要更换时就更换,需要维护时(比如加注润滑油和清洗时)就维护。然后,检查电动机整流子和电刷是否匹配、电刷磨损是否厉害、是否需要更换等。
其三是转速控制部分故障。转速控制系统有一个集成芯片能确保离心机安全准确的运行,如果转速故障排除以上原因,可更换芯片或者控制面板。
(2)温度控制失灵,虽能制冷但是不能设定温度。
温度失灵的原因主要有两个:其一是温度控制面板故障;其二是传感器故障。打开机箱盖,检测温度控制面板电压,若电压正常,则看温度控制芯片是否异常,若异常则要更换温度控制芯片。若传感器故障引起温度测量不准确,错误数据导致随意开关制冷系统,则必须更换包裹在离心机机体外围内的传感器。
(3)离心机温度设置正常但是不能制冷。
能正常设定离心机温度但是不能制冷的原因有两种:其一是温度控制面板或制冷系统故障,检查后若发现空气压缩机内的氟利昂太少,会导致降温效果不好,则给压缩机加注氟利昂;其二是传感器故障,必须更换包裹在离心机机体外围内的传感器。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。