



四、钳板机构
1. 钳板的构造 精梳机钳板机构的作用是钳持棉层供锡林梳理其前端,再将已梳过的须丛头端递送到分离罗拉钳口进行分离接合。因此以上、下钳板为主组成的钳板机构就须做作前、后往返摆动,在摆动中上钳板对于下钳板作张口和闭口转动。当锡林轴以400r/min高速回转时,钳板机构往返摆动就达到7次/s之多。在每次往返摆动中钳板机构受到两次加速和减速,故钳板机构的质量要轻,材料强度要高,现代大都采用铝合金加筋增强压铸结构。
上、下钳板需对相当薄的棉层做均匀有力的握持,为此上下钳板本身由钢制成,上钳板应刚坚,而下钳板略具弹性。上钳板以铰支方式架在下钳板上,两者的相对转动(即钳口张闭)由连杆机构完成,而钳口紧闭压力(即对棉层握持力)则由弹簧施加在上钳板的压力产生。为使钳口有效地握持棉层,防止其中纤维在梳理时被锡林针齿带走,夹在上、下钳唇之间的棉层应成90°转折形状。目前精梳机钳板钳唇的钳持方式有两种:两点握持[图4-15(a)]和一点握持[图4-15(b)]。采用两点握持时钳唇对棉丛的握持更加牢固可靠,例如当棉卷出现横向不匀时,一个握持点握持不足时,另一个握持点可充分发挥作用。上、下钳唇的几何形状应满足锡林对棉丛充分梳理的要求。为使锡林针齿能顺利地刺入棉丛梳理,在开始时应防止棉丛上翘。如图4-15(a)所示,在下钳板钳唇的下部切去了一个等腰三角形,这样在钳板闭合时,上、下钳唇的几何形状可使棉丛的弯曲方向正对锡林针齿,使锡林对棉丛进行充分的梳理。

图4-15 钳唇的形状
2. 钳板机构形式 上、下钳板的前、后摆动和钳口的张闭都由四连杆机构完成,但机构形式彼此不同。在结构上可根据钳板轴(即下钳板的摆动中心)相对于锡林轴(与钳板摆轴高度相接近)的位置高低分为上、中、下三种支承形式,其具体机构分述如下。
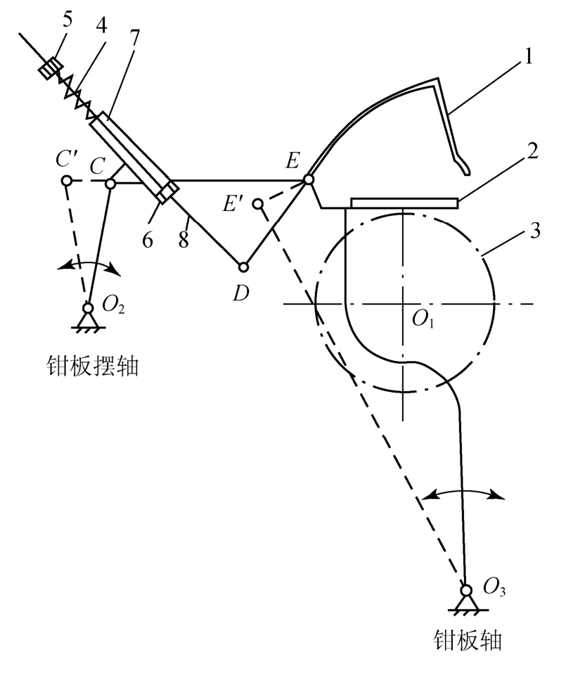
图4-16 下支承式钳板机构
1—上钳板 2—下钳板 3—锡林 4—弹簧5、6—螺帽 7—十字轴套 8—滑杆
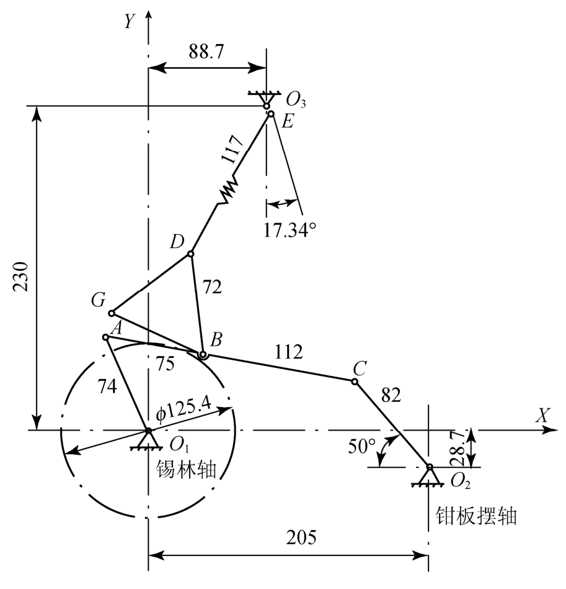
图4-17 中支承式钳板机构
(1)下支承式:图4-16所示为A201型精梳机钳板机构。下钳板固装在摇杆EO3上,铰接点O2CEO3成为四连杆机构,当杆CO2随同钳板摆轴O2作往返摆动时就传动了摇杆EO3绕支承点O3作往返摆动,从而完成钳板的前、后摆动。上钳板装在杆DE上可绕点E转动。十字轴套7与滑杆8系滑动副,但因压缩弹簧的推力作用及螺帽6的限制,滑杆8与十字轴套不发生相对位移。所以,由滑杆8及十字轴套7、杆DE及CE所组成的滑块连杆机构,若无外力作用,各杆不会发生相对运动,即∠CED会保持不变。但由于连杆机构O2CEO3作往返摆动,例如摇杆CO2和EO3作逆时针方向摆动,则连杆CE绕点E作顺时针方向回转,杆DE连同上钳板也随着绕点E作顺钟向回转,这就驱使上钳板相对于下钳板而合拢,完成钳口关闭动作。伺候如杆CO2继续逆时针方向摆动,则滑杆8通过螺帽5压缩弹簧4,使钳口具有握棉压力并且随∠CED增大而增大,直到杆CO2摆到终止位置。调节螺帽5的位置可调节钳口压力的大小,调节螺帽6的位置可调节钳口开启的时间和张开的程度。
(2)中支承式:如图4-17所示,E7/5型精梳机的下钳板固装在连杆AC上,摇杆O2C与钳板摆轴联结,而摇杆O1A活套在锡林轴上。摇杆O2C的往返摆动通过连杆机构O2CAO完成下钳板的前后摆动。上钳板与下钳板在点B铰接,上钳板绕B的转动受到连杆机构BDEO3的控制,DE杆中间装有压缩弹簧,偏心轴O3E绕点O3的摆动由钳板摆轴通过一对齿轮传入,故两者转向保持相反。当钳板向前摆动时,上、下钳板组成的钳口开启;当钳板向后摆动时该钳口关闭。由于压簧的作用,钳口关闭无冲击响声,其压力逐渐增大。
(3)上支承式:图4-18(a)为FA251型精梳机钳板机构简图。下钳板J与连杆DE成为一体,钳板摆轴通过四连杆O2DEO3传动下钳板J绕轴O3作向前向后摆动。上钳板I与下钳板J在点K铰接,G为套筒摇块得铰接点,LM为导杆,压缩弹簧套装在导杆LM上,上端紧靠导杆的轴肩,下端紧套筒挡圈平面。KLG组成一个准摇块机构,故杆O2D及O3E按图4-18(b)所示方向摆动使距离KG缩短时,则杆KL绕点K逆时针方向回转,上钳板便向下钳板闭合;压缩弹簧的张力驱动导杆向上,使钳口产生握棉压力。反之,当距离KG增大,则杆KL绕点K顺时针方向回转,如图4-18(a)所示,上钳板上移而钳口张开,导杆上的调节螺母和挡圈便紧贴在套筒的端面上。如此时调节导杆上螺帽的位置便调节了握棉压力的大小,而调节GL距离便调节了钳口的闭合定时和钳口的张开程度。
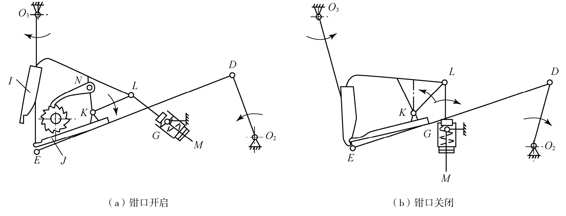
图4-18 上支承式钳板机构
3. 钳板摆轴的摆动 钳板摆轴传动了钳板摇架作向前向后的摆动,并且使上、下钳板启闭和顶梳升降,传动钳板摆轴摆动的机构有两种。(https://www.xing528.com)
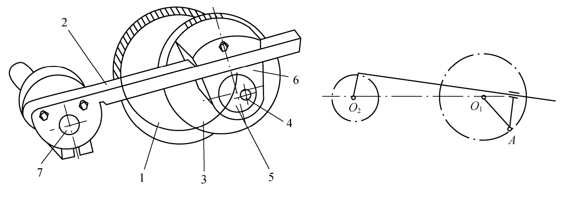
图4-19 传动钳板摆轴摆动的导杆机构
1—分度指示盘 2—滑杆 3—落棉刻度盘 4—销轴 5—轴套 6—滑块 7—钳板摆轴
(1)导杆机构:在A201型和E7/5型精梳机上都采用了导杆机构,如图4-19所示。锡林轴O1通过固装在轴上的分度指示盘及装在盘上的销轴来传动滑块(与落棉刻度盘联结在一起)沿着导杆滑动,从而使导杆带动钳板摆轴O2作往返摆动。
(2)双曲柄机构:FA251型精梳机采用双曲柄机构。在图4-20中,O1表示锡林轴,轴端装着主动曲柄O1F,O3为从动曲柄轴。当锡林轴带动曲柄O1F回转时,通过连杆EF使从动曲柄O3E的点E作圆运动,并且通过连杆O3ECO2传动钳板摆轴作往返摆动。
4. 钳板运动的工艺要求 钳板机构的摆动动程、摆动速度、钳口开口量、开口定时等均与精梳条的质量密切相关,须注意合理选用。
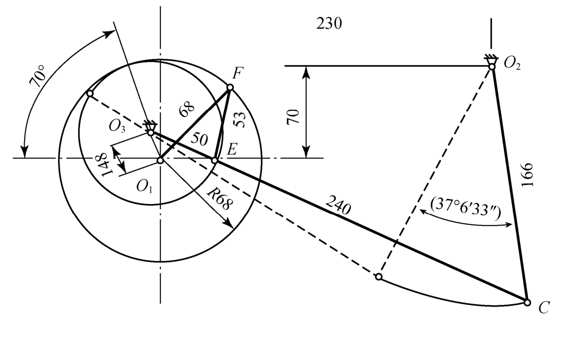
图4-20 双曲柄钳板摆轴传动机构

图4-21 导杆机构分析
(1)钳板摆动速度:钳板摆轴的往返摆动是由导杆机构或双曲柄机构实现的。如图4-21所示,导杆机构的导杆往返摆角是相同的,但相应的曲柄转角φ1和φ2则彼此不等。当曲柄转完φ1角时,导杆向下摆动,钳板轴推动钳板前进;继而当曲柄转完φ2角时,导杆则向上摆动,钳板轴拉动钳板后退;因为φ1>φ2,而曲柄轴即锡林轴是匀速回转的,故钳板前进速度慢,而后退速度快。钳板后退速度快相当于加大了锡林梳理速度,有利于梳理质量提高。钳板前进速度慢相当于加大了纤维在分离接合时的牵伸,有利于纤维伸直和顶梳梳理作用。这些都是合乎梳理工艺要求的。如对双曲柄机构进行分析,也同样可得到钳板前进速度慢,而后退速度快的结论。
(2)梳理隔距:上钳板钳唇下缘与锡林针尖的距离称为梳理隔距。对于上或下支承式钳板机构来说,因钳唇下缘的运动轨迹与锡林针尖轨迹并非同心圆关系,故梳理隔距是变化的;当钳唇下缘运行到钳板轴和锡林轴的连心线上时梳理隔距最小,称为梳理隔距最紧点。而中支承式钳板机构的梳理隔距是不变化的。从梳理工艺来看,梳理隔距不变或者变化很小则梳针的负荷就较为均匀,针不易坏;梳理效果也较好。
(3)落棉隔距:当钳板机构摆动到最前位置时,下钳板钳唇前缘与分离罗拉表面的距离最近,称为落棉隔距。这一隔距可按落棉率要求进行调节,只要调节钳板摆臂相对于钳板摆轴的装配位置就可。落棉隔距大,落棉就多,反之则少;一般落棉隔距在15~25mm的范围以内,每增减1mm时,落棉率将增减2%~2.5%。
(4)钳口闭合定时:钳板钳口的闭合定时是指钳口在何时闭合。常以锡林上第一排针齿到达上钳板钳唇下方时使钳口闭合,此时分度盘上的读数即是钳口的闭合定时。这样,钳板在锡林梳理须丛之前及时紧闭和有力地握持须丛,就能防止长纤维被梳掉而称为落棉。
锡林梳理结束之后,钳板继续前摆而钳口逐步开启,为须丛分离接合作准备。这时钳口下的须丛将依靠本身弹性摆脱原来的屈曲状而逐渐抬头伸直。如果钳板开口不及时和开口量不够充分,则将有碍钳口外须丛的抬头,其头端就不能正常地到达分离罗拉钳口,造成不正确的纤维分离接合,从而出现棉网破洞和不清晰等质量问题。因此,钳板闭合的定时迟早也应顾及钳口在分离准备阶段应有一定的开口量,以利须丛充分地抬头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。