



三、精梳落棉理论
精梳落棉率一般视原棉或生条中短绒率以及纱的最终用途和质量要求而定,国内荐用值见表4-1。精梳落棉率及梳理质量除与小卷质量(如小卷横向均匀度、纤维平行度、短绒率等)有关外,还与给棉方式(前进给棉或后退给棉)、落棉隔距大小等有关。
表4-1 精梳落棉率
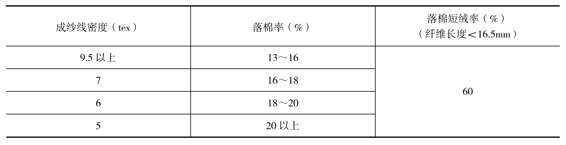
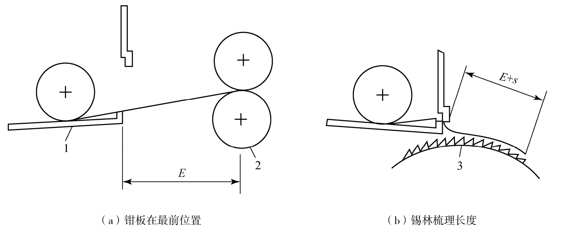
图4-12 后退给棉分析简图
1—钳板 2—分离罗拉 3—锡林锯齿
1. 后退给棉的落棉率 对于精梳机每个工作循环,精梳落棉与分离隔距E、给棉长度s的关系分析如下。如图4-12所示,在分离过程中,钳板钳口与分离罗拉钳口的最近距离称为分离隔距E。凡长度大于E的纤维,即相应于纤维长度分布图(图4-13)上mn线左侧的所有纤维,可以进入精梳条内;而长度小于E的纤维将成为落棉。当钳板后退而顶梳离开时,设给棉罗拉每次送出的棉层长度为s,如图4-12(b)所示,那么露在钳板钳口外长度为E+s的棉层就将被锡林梳理,此时小于E+s长度的纤维,即相应于纤维长度分布图上qr线右边的纤维,就可能被锡林带走而成为落棉;而大于E+s的则进入精梳条内。故长度为E~(E+s)的纤维既可能保留在被钳口握持的须丛内,也有可能称为落棉。假定以该区平均纤维长度(E+s)/2来划分,则面积AOPC内的纤维能进入到精梳条内,而面积OBP内的纤维成为落棉。根据相似三角形的几何关系可知后退给棉的落棉率为:

2. 前进给棉的落棉率 如图4-12所示,当钳板到达距分离罗拉最近位置时完成分离过程,大于长度E的纤维均被分离罗拉带走。因为钳板后退时不给棉,保持以E长度棉层给锡林梳理,则小于E长度的纤维就称为落棉,如图4-13中面积mnB所示。再看图4-14,钳板向前时给棉罗拉喂给须丛的长度为s,分离罗拉固然能抽走长度大于E的纤维,但由于给棉关系,长度为E-s的纤维也能在钳板前进过程中进入分离罗拉钳口线,换言之,长度大于E-s的纤维均能进入精梳条内,而长度小于E-s的纤维就将成为落棉。同理,在图4-13中用纤维平均长度o'p'(=E-s/2)线分开,则面积Ao'p'C内纤维进入精梳条,而面积o'p'B内纤维成为落棉。根据相似三角形的几何关系可知前进给棉的落棉率为:(https://www.xing528.com)

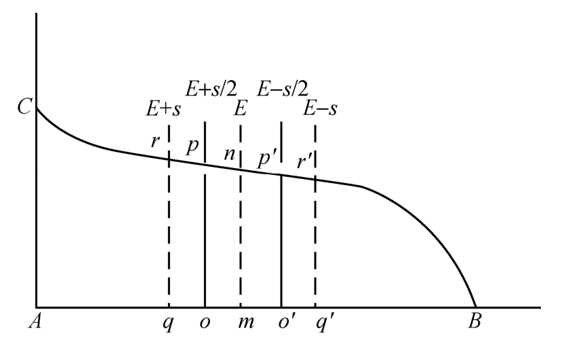
图4-13 两种给棉方式下的落棉
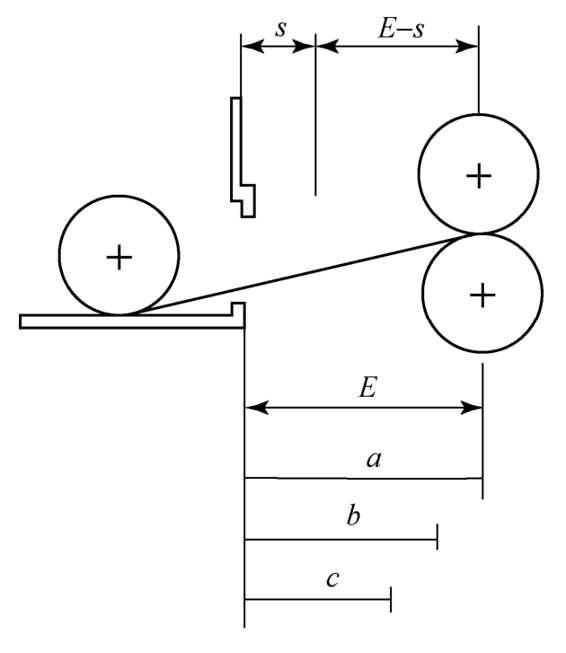
图4-14 前进给棉分析简图
由此可知,在后退给棉情况下,随着给棉长度s的增加而落棉率增大;但在前进给棉情况下,则随给棉长度s增加而落棉率减少。
如前所述,在前进给棉情况下,不仅较短纤维能进入精梳条,而且也影响精梳梳理质量。例如钳板钳口咬住某短纤维的尾端,由于钳板向前运动和给棉,在给棉罗拉给棉时就将它推出钳口,于是该纤维就会进入棉网。
在后退给棉情况下,由于钳板在前进中无给棉发生,这一纤维仍留在棉须内,被钳口钳住和再次被梳理掉,这意味着棉结短绒排除作用加强,因而梳理质量提高。但在现代高性能精梳机上这种差别并不明显。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。