



二、精梳准备机械
由于生条内(道夫输出的棉网内)的纤维有50%呈后弯钩状态,而依靠精梳锡林将纤维梳直,则喂入棉层中的纤维最好应呈前弯钩状态;同时条内纤维弯钩状态是随条子的纳入和引出条筒而互为颠倒的,故在梳棉机和精梳机之间的加工道数须为偶数,如图4-5所示。
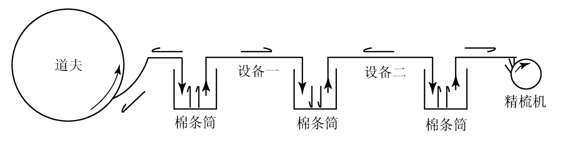
图4-5 梳棉机和精梳机之间的加工道数与纤维弯钩状态的关系
如图4-6所示,目前广泛采用的精梳前准备工序有以下两种:
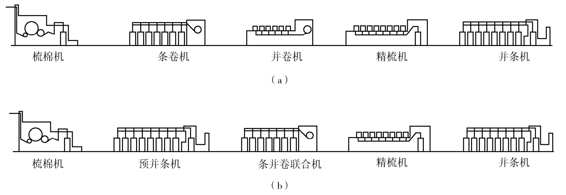
图4-6 两种精梳准备工艺流程
并卷工艺:梳棉机——条卷机——并卷机——精梳机。
这种工艺的特点是小卷成形良好,层次清晰,横向均匀度好,无条痕,有利于梳理时钳板的横向均匀握持,精梳落棉率低,适于纺细特纱和较长纤维精梳加工。
条并卷工艺:梳棉机——预并条机——条并卷联合机——精梳机。
这种工艺的特点是并合次数多,牵伸倍数大,小卷的质量不匀率小,纤维伸直平行度好,有利于提高精梳机的产量和节约用棉。但在纺制长绒棉时,易因牵伸倍数过大而发生粘卷,且此种流程占地面积较大。
在精梳准备机械中,除预并条机为并条工序的通用机械以外,其他三种均为精梳准备专用机械。
1. 条卷机 如图4-7所示,棉条由导条辊2从两侧20~24个条筒中引出,绕导条钉转过90°,沿着V形导条板1平行地进入牵伸罗拉3,经牵伸后制成棉层,由紧压罗拉4压紧后由棉卷罗拉6卷绕在筒管上制成小卷5。牵伸机构由2~3对罗拉和胶辊组成,具有1~1.5倍的牵伸。筒管或小卷由棉卷罗拉表面摩擦传动,筒管两侧用夹盘夹紧。目前条卷机采用气动加压,满卷后由落卷机构将小卷落下,换放空管并移卷,并备有满卷自停装置。(https://www.xing528.com)
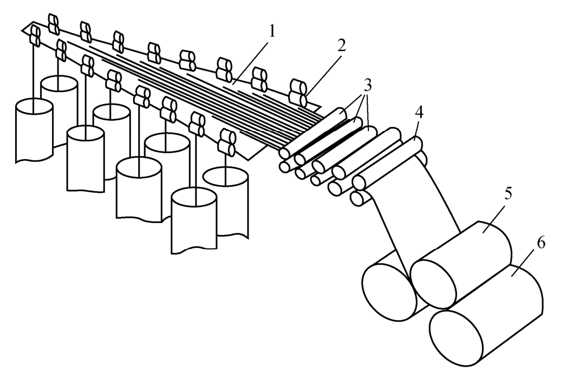
图4-7 条卷机及其工艺过程
1—V形导条板 2—导条辊 3—牵伸罗拉 4—紧压罗拉 5—小卷 6—棉卷罗拉
2. 并卷机 并卷机的作用是将6个小卷经牵伸、并合制成一个小卷。如图4-8所示,6个小卷1分别放在并卷机后的棉卷罗拉2上,小卷退解后经导板进入各自的牵伸装置3,牵伸倍数约为6,牵伸后的棉网经光滑的曲面导板4作90°转弯至平台上相互叠合,由紧压罗拉5压紧输出,再由棉卷罗拉7制成小卷6。
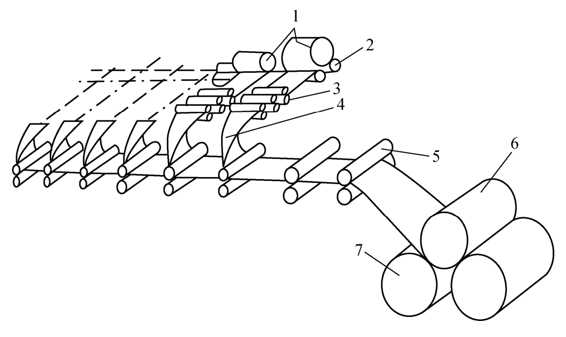
图4-8 并卷机及其工艺过程
1—小卷 2—棉卷罗拉 3—牵伸罗拉 4—曲板导板 5—紧压罗拉6—棉卷 7—棉卷罗拉
3. 条并卷联合机 图4-9所示为条并卷联合机及其工艺过程,它共有2~3个头,每头有12~20根棉条从条筒1中引出,经导条辊2后平行地喂入牵伸装置3,经1.2~2.5倍的牵伸后制成棉网,然后经过光滑的曲面导板4转向90°,在输棉平台上2~3层棉网进行叠合,经输出罗拉进入紧压罗拉5,再由棉卷罗拉7制成小卷6。
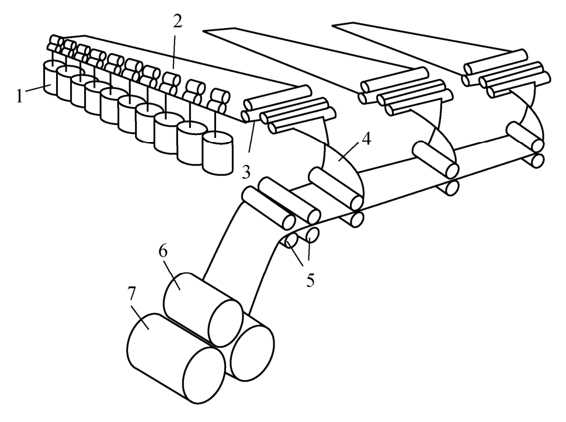
图4-9 条并卷联合机及其工艺过程
1—条筒 2—导条辊 3—牵伸装置 4—曲面导板 5—紧压罗拉6—小卷 7—棉卷罗拉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。