



三、精梳机的工作顺序及运动配合
由精梳机的工艺流程可以看出,它是通过间歇式、周期性的往复运动分别梳理纤维须丛的两端。图4-3顺次地表示了直形精梳机在锡林每转一转(即一个工作循环)时间内各主要机件完成的动作(锡林匀速回转)。
(1)给棉罗拉6回转,向前喂给长4~6.5mm的棉层,上钳板与下钳板保持开启。
(2)上钳板4下降到下钳板5上,将棉层钳住;钳板正作向后摆动。
(3)装在锡林1上的针排,以其针齿梳理须丛,带走未被钳住的短纤维、棉结及杂质等。
(4)钳板又开启,并向前运动将棉层须丛送向分离罗拉2。
(5)分离罗拉倒转,将上一循环引出的须丛部分地退回,挂在分离罗拉背后。
(6)在钳板向前运动过程中,棉层须丛的头端叠放在倒回的棉网须丛尾端上面,实现接合。
(7)分离罗拉开始顺转向前,并从给棉罗拉握持的棉层中向前抽引纤维,实现分离。
(8)在分离罗拉顺转开始之前,顶梳3针排(单排)已插进棉网;在分离过程中棉层纤维端从顶梳针针隙中通过而被梳理,同时部分短绒和结杂也被剔除。
(9)钳板在后退时逐渐闭合,顶梳撤走,给棉罗拉为下一次喂棉作好准备。
(10)精梳锡林继续回转,当它与下方高速回转的毛刷接触时,锡林针排上的杂质和短纤维就被剥落和抛入吸气管道,最后凝集于尘笼表面称为精梳落棉。(https://www.xing528.com)
锡林每转一转,或钳板前后往复运动一次称为一个运动周期或称为一个钳次。在锡林轴上装有一个刻度盘,它的圆周被分成40等分,每一等分为9°;称为一个分度。这样就可用它来表明各工作件所处工作状态和运动的起讫时间。图4-4(a)和(b)分别显示了FA251系列和瑞士立达E7/5型精梳机主要工作件的运动配合。在一个工作周期内,这些工作件所完成的工作分为四个阶段:锡林梳理阶段[图4-3(b)、(c)]、分离前准备阶段[图4-3(d)、(e)、(f)]、分离接合与顶梳梳理阶段[图4-3(g)、(h)]、梳理前准备阶段[图4-3(i)、(j)、(a)]。
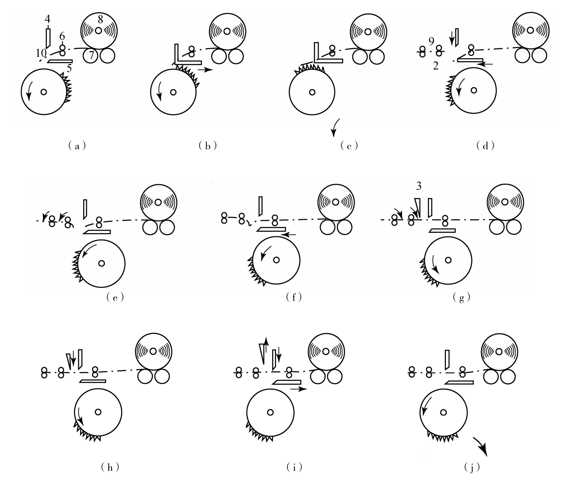
图4-3 精梳机工作顺序
a —锡林 b —分离罗拉 c —顶梳 d —上钳板 e —下钳板 f —给棉罗拉g —棉卷罗拉 h —棉卷 i —棉网 j —棉层
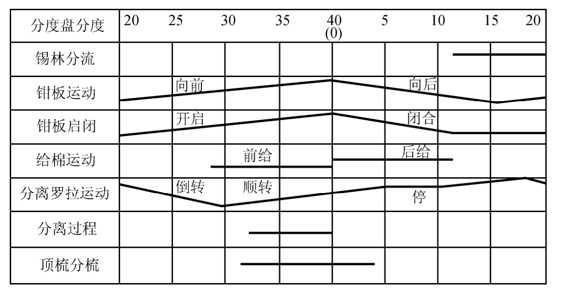
(a)FA251系列
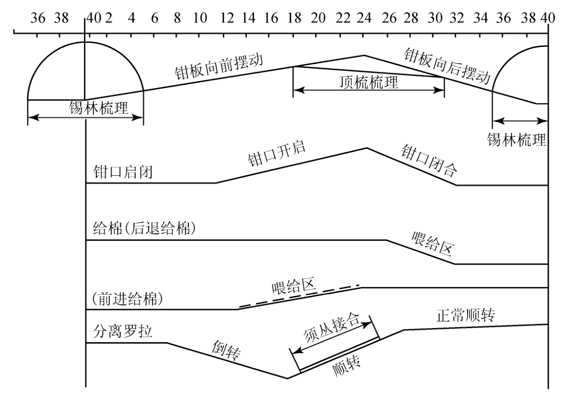
(b)瑞士立达E7/5型
图4-4 精梳机各机构运动配合图
精梳机钳次的高低直接关系到精梳条的产量,也反映了机器自身的构造及质量水平。目前的新型精梳机速度可达300~400钳次/min以上,最高可达500钳次/min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。