



二、工艺计算
1. 锭速ns(r/min)
式中D1和D2为三角带轮节圆直径,可变换大小,有136mm、143mm、145mm、152mm、155mm、161mm、164mm、180mm、188mm、192mm、200mm等几种。锭带厚度为0.8mm。
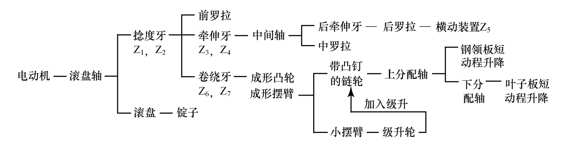
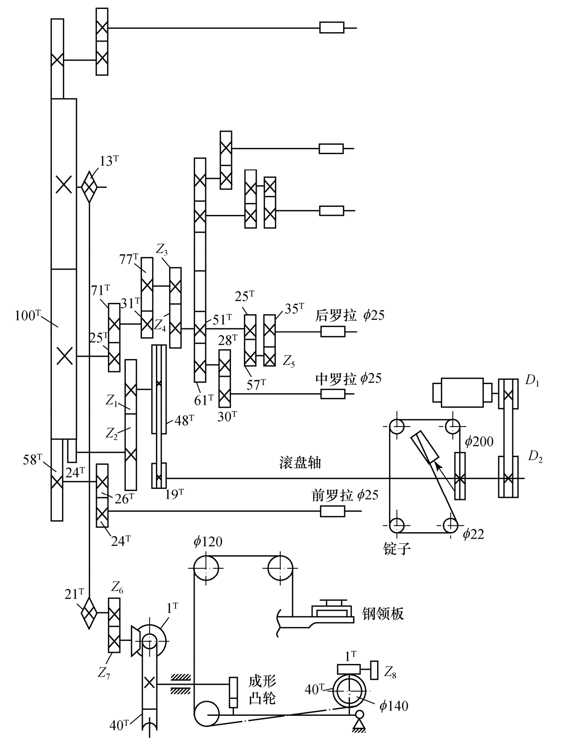
图7-52 FA507型细纱机传动系统图
2. 捻度T(捻/10cm)

式中v是前罗拉线速度;Z1和2Z为捻度变换齿轮(即捻度牙),同时调换,共有下列几种齿数规格:33、39、48、58、72、75、77、81等。
3. 总牵伸倍数

式中3Z 、Z4为总牵伸变换齿轮(即牵伸牙),共有下列几种齿数规格:31、34、37、41、46、51、57、64、65、66、67、68、69、70;5Z是后区牵伸变换齿轮,有下列几种齿数规格:41、43、44、46、48、50、52、54、56、59。
4. 卷绕传动比 成形凸轮每转一周完成钢领板短动程升降一次,在锥台侧表面绕纱总长L为:

式中:A——锥台侧表面积,A=π(R2−r2)/sinγ;
R 、D ——管纱半径和直径;
r0 、d0 ——筒管半径和直径;
γ ——圆锥顶角之半;
h——绕纱层螺距;
ih——束缚层螺距。
按图7-52 所示的传动系统图,可求得在成形凸轮旋转一周时间内前罗拉输出的纱长Lf为:
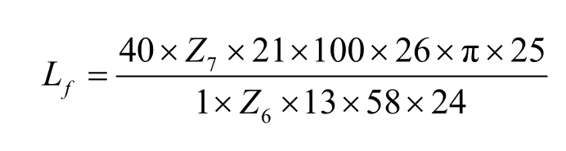
使L=Lf,可得到卷绕变换齿轮67/ZZ的计算式如下:
 (https://www.xing528.com)
(https://www.xing528.com)
Z6/Z7有下列数种选择:31/63、33/61、36/58、38/56、39/55、40/54、42/52、44/50、47/47、49/45、51/43、55/39、62/32等,均保持Z6+Z7=94。对于棉纺,h=4dy=0.16 Tt,Tt为纱的线密度。
Tt,Tt为纱的线密度。
5. 钢领板级升量m 在管纱上取高Hx卷装体,见图7-53,其绕纱长度Lx如下:
式中:ρv——绕纱体积密度,g/mm3。
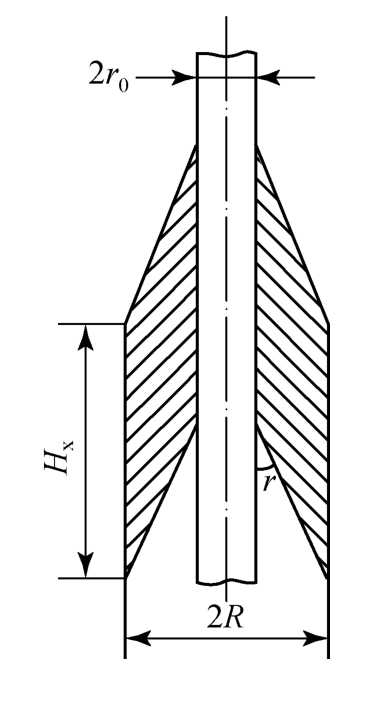
图7-53 级升分析
该卷装是由ω个锥面纱层所组成,也就是钢领板作了ω次级升而完成。ω =Lx/L,故得钢领板每次级升量(或级升高度)m如下:

式中:h =0.16 Tt,ρv=0.54×10−3g/mm3。
Tt,ρv=0.54×10−3g/mm3。
设级升棘轮齿数为Z8 ,每次撑过Y齿(可调节),按图7-52可得到:
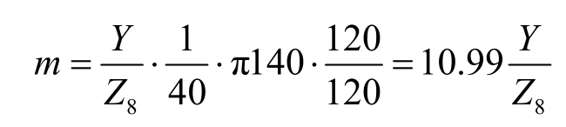
最后使上列两式相等可得:
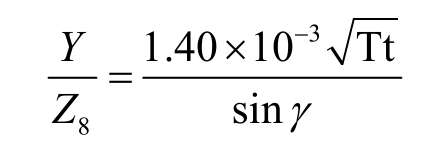
此式表明Y/Z8值须根据所纺纱的粗细和管纱锥角大小而定。棘轮齿数Z8有下列几种:43、45、48、50、55、60、65、70、72、75、80、85;撑过的齿数Y也有下列几种可调节,Y=1、2、3齿。
中英文名词对照
Balloon 气圈
Bobbin creel 粗纱架
Bobbin suspension pivot 吊锭
Compact spinning 紧密纺纱
Ring 钢领
Ring spinning machine 细纱机
Spindle 锭子
Traveler 钢丝圈
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。