



二、制丛机组
开清梳联合机由一套开清棉机组与6~8台梳棉机组联结组成,从清棉机最后一只打手输出的棉丛,通过气流输送管道连续供给梳棉机生产加工。这样不仅可以减轻梳棉机的梳理负担,而且还能改善梳棉机上喂给棉层的均匀性,使成条质量提高。这里介绍其中的两种:由FA03l型中间喂棉机和FA108E型锯齿辊筒清棉机组成的清棉系统,直接使用FA109型三辊筒清棉机(在上述的全工艺流程中取消使用FA106B型豪猪式开棉机)。
(一)中间喂棉机和锯齿辊筒清棉机
FA031型中间喂棉机的作用是向FAl08E型锯齿辊筒清棉机均匀给棉,其结构特点是在通常只起储棉作用的棉箱下方增添了一只角钉打手及尘格装置,如图2-31所示,在棉箱上方仍装着凝棉器,吸引后方机台输出的棉丛。棉箱中部装有光电管监控棉丛高度和控制后方机台的给棉与否。棉箱下部的一对给棉罗拉将棉丛连续喂给角钉打手。打手具有六排角钉,转速为800r/min,打手下方有三角尘捧组成的尘格。箱内棉丛经开松和除杂后被抛落到输棉帘上,供给锯齿辊筒清棉机加工。试验表明,加工含杂率25%的原棉时,除杂效率为8%~10%。本机给棉罗拉为变速传动,随梳棉机上方气流输送管道内的气压大小而作调整,以满足喂棉箱的给棉要求。
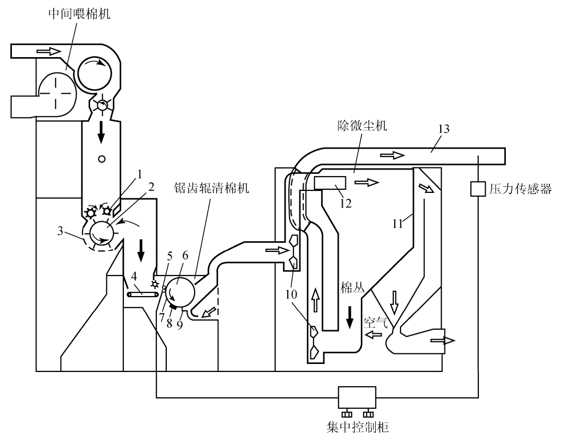
图2-31 锯齿辊筒清棉机组
1—给棉罗拉 2—角钉打手 3—尘格 4—输棉帘 5—给棉罗拉6—锯齿辊筒打手 7、9—第一、二除尘刀 8—分梳板10—风机 11—网孔板 12—分配管 13—出棉管
FA108型锯齿辊筒清棉机的作用是对棉丛进行较细致的开清。它有一只锯齿辊筒打手,其直径为406mm,转速为700~900r/min,辊筒表面包着较大齿距和齿高的金属锯齿条。在打手下方排列着第一除尘刀、分梳板和第二除尘刀。分梳板由许多锯齿片叠合组成,它与锯齿辊筒打手一起对棉丛进行分梳,大大增进了棉丛的开松程度:细小杂质则从分梳板旁的落杂区排出。采用梳棉刺辊的梳理方式来并清棉丛,目的在于提高棉丛的开清程度,减轻高产梳棉机的梳理负担,改善梳棉机喂棉箱内棉丛密度的均匀性,获得条干均匀的梳棉条。梳棉罗拉直径为80mm,转速为0~40r/min,与中间喂棉机的给棉罗拉一样,转速随输送管道内的气压大小而变化。运转试验表明,加工含杂25%的原棉,其除杂效率达10%~15%。短绒率则增加不多,棉丛开松度有较大的提高。
(二)新式开清棉机(https://www.xing528.com)
FA109型清棉机是一种新式结构的开清棉机,它排列在多仓混棉机之后(省去了常规的豪猪式开棉机) ,将开棉和清棉作用集中在一台机器上完成。它有三只不同形式的打手,分别为角钉式、粗锯齿式和细锯齿式,相互平行排列,以期对喂进的棉丛进行连续增效的开清工作,如图2-32所示。
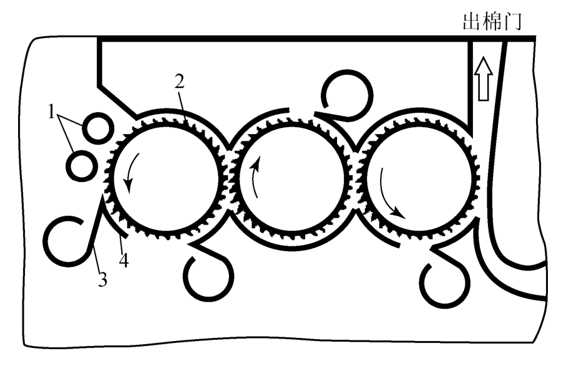
图2-32 三辊筒打手
1—给棉罗拉 2—打手 3—除尘刀和吸杂管 4—分梳板
棉丛经一对给棉罗拉喂入后,首先遇到角钉打手,接着是粗锯齿和细锯齿打手,打手的作用直径都是250mm,相邻两只打手的转间互异,而转速是顺序提高的,分别为1191r/min、2104r/min、3428r/min;角钉或锯齿的作用密度也是逐一增加的,以便逐步提高棉丛分解效果。在每只打手的棉丛进入区都装有分梳板,它与打手共向完成开松棉丛的作用。除尘刀与吸尘管联成一体,刀体可将打手附面层气流和细小杂质引入除杂管内,再由管内负压气流引走而完成除杂作用。每个除杂点还设有微机控制的活动阀门,在机器运转中可以调节,以获得最大的落杂率和较好的清棉效果。由细锯齿打手抛出的棉丛由气流输送经出棉口输出。
(三)除微尘机
其作用是在输棉过程中吸收棉丛中的微尘和短绒,使之净化,尤其适用于加工转杯纺用棉。
如图2-3l所示,在输棉风机的吹送下,棉丛从作左右摆动的分配管口喷出而落入棉斗;行进中因受负压气流作用,混在棉丛内的微尘和短绒等便穿越棉斗的网孔板,随除尘气流而排出机外。净化后的棉丛则由棉斗下方的风机吹送到前方机台。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。