



一、制卷机组
(一)振动棉箱给棉机
振动棉箱或双棉箱给棉机都属于棉箱机械,其作用是完成棉丛的混和及输出,为成卷机提供均匀的给棉条件:这两种机器仅在输出棉箱结构上有所不同,前者由振动板而后者由一对V形帘组成,如图2-17所示。凝集在凝棉器回转尘笼表面的棉丛被皮翼打手刮落进入棉箱内,装在箱内的光电管2能操纵配棉器(图未示)开启或关闭,使箱内的储棉高度恒定。棉丛经箱底送棉罗拉9(角钉式)和输棉帘8进入储棉箱后,被角钉帘5抓取上行,在与上方的均棉罗拉6相遇时,只有小于隔距的棉从可以通过而继续上行,而较大的棉丛则被罗拉6击回储棉箱。储棉箱中送棉罗拉的机构如图2-18所示,储棉箱内的摇栅1与棘爪3相联接。当棘爪3被提升时,送棉罗拉即停止转动,储棉箱不再进棉;反之则进棉。这样就维持了储棉箱储棉量的稳定。附在角钉帘上的棉丛被剥棉打手刮落而进入振动棉箱。振动棉箱的结构是:前后两板略成V形,前板固定,后板在凸轮推动下可绕上支点作往复摆动,这样就可使箱内储棉密度增大和均匀一致。棉丛由下方的输出罗拉送往成卷机的输棉帘。
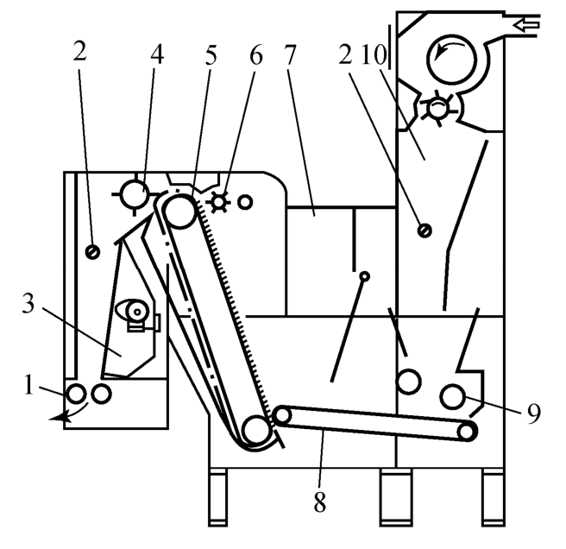
图2-17 振动棉箱给棉机
1—输出罗拉 2—光电管 3—振动板 4—剥棉打手5—角钉帘 6—均棉罗拉 7—储棉箱 8—输棉帘9—送棉罗拉 10—进棉箱

图2-18 拉耙机构
1—摇栅 2—重锤 3—棘爪 4—棘轮 5—过桥齿轮 6—送棉罗拉轴
(二)单行手成卷机
单打手成卷机的作用是对棉丛进行细致的开松,使其成为小棉束状;清除细小杂质,提高输出棉层的均匀程度,制成一定质量和长度的棉卷。它由天平调节装置、打手与尘格、尘笼、成卷和自动落卷等部分组成(图2-19)。
振动棉箱或双棉箱给棉机输出的棉丛随输棉帘前进。经角钉罗拉紧压后通过天平罗拉和天平杆组成的钳口喂给综合式打手,棉丛在打手刀片和梳针交替的打击、撕扯和梳理作用下得到进一步开松,部分细小杂质穿过尘格间隙排出。打手抛出的棉丛受到负压气流的吸引而凝集在一对回转的尘笼表面上,由一对集棉罗拉剥下再次合并成棉层向外输出。该棉层经过防粘罗拉的紧压,再进入由四只紧压罗拉重叠而组成的钳口反复地压实。最后,在导棉罗拉和棉卷罗拉的输送和压卷罗拉的紧压下,卷绕在棉卷扦上而制成棉卷。棉卷达到定长时,便自动落卷和推入棉卷秤内称重,准备送往梳棉机使用。
1. 天平调节装置 该装置的作用是检测喂给棉层的厚度,根据棉层厚度的变化调整给棉速度,保证在单位时间内向打手室内喂入的棉丛质量恒定,达到成卷均匀的目的。
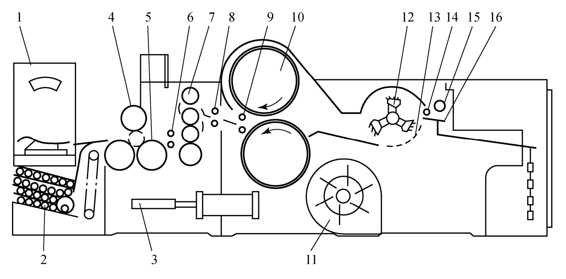
图2-19 单打手成卷机
1—棉卷秤 2—存扦装置 3—气压增压装置 4—压卷罗拉 5—棉卷罗拉 6—异棉罗拉7—紧压罗拉 8—防粘罗拉 9—集棉罗拉 10—尘笼 11—风机 12—综合式打手13—尘格 14—天平罗拉 15—角钉罗拉 16—天平杆
在不计落棉等损失时,成卷机上天平罗拉给棉钳口和棉卷罗拉输棉钳口处,经过的纤维质量是相等的。所以,当成卷机生产某种定量棉卷时,给棉速度应与给棉厚度成反比例变化。天平调节装置应由棉层厚度检测装置和给棉调速装置两者组成。
(1)棉层厚度检测装置:现在仍沿用天平杆装置来检测喂给棉层的厚度。在图2-20中,天平罗拉(即给棉罗拉)在固定位置上回转、16根天平杆并列地搁在刀口棒上,其头端紧压着天平罗拉而形成握棉钳口。它的尾端一般采用中点联结如下:每根天平杆的尾端悬挂一竖杆4,相邻两根竖杆用一横杆5搭联;杆5的中点又悬挂—竖杆4′ ,相邻两根竖杆又用一横杆5′搭联。依此类推,16根天平杆乃归并到一点,并且与摆臂1EO上的点S联结。摆臂1EO能绕支点1O转动,故重锤的加压作用就产生了握棉钳口的压力。由于各天平杆结构尺寸相同,各钳口的压力f应完全相同;设点S上的作用力为F ,则得F=16 Fξ,ξ为天平杆的杠杆比(ξ<1)。又设各钳口的棉层厚度为1Δ ,2 Δ ,…,16Δ ,点S位移为Δs ,则应用输入功等于输出功原理可得:

式(2-3)表明,点S的位移sΔ能代表16根天平杆头端位移的算术平均值。实际上这是一种机械式计算装置,具有结构简单、耐用等优点。
(2)变速机构:它的作用是产生变速和传动天平罗拉变速回转。传统上使用一对锥轮(俗称铁炮) ,锥轮的母线一般是双曲线,但也有直线者。如图2-20所示,下铁炮是恒速主动的,上铁炮是变速被动的,其转速大小以皮带的作用位置来定;上铁炮轴通过蜗杆、蜗轮和两对齿轮传动天平罗拉,所以天平罗拉的给棉速度实际上随铁炮皮带的位移量而变化。
在图2-20中,摆臂1EO的一端位移EΔ ,经连杆机构12O EBO和23O CDO传递,转变成铁炮皮带的位移量x′ ,设计要求两者成线性相关。按图示,若棉层厚度增大,则点S上移,连杆机构推动铁炮皮带右移,上铁炮转速便减慢,使给棉速度v降低;反之,棉层厚度减小,点S则下移,连杆机构推动铁炮皮带左移,上铁炮转速便加快,使给棉速度加快。图中调节螺钉8用于调节铁炮皮带初始工作位置;调节摆臂支点1O的位置则改变了位移EΔ的大小。其作用相当于改变喂给棉层的基本厚度。
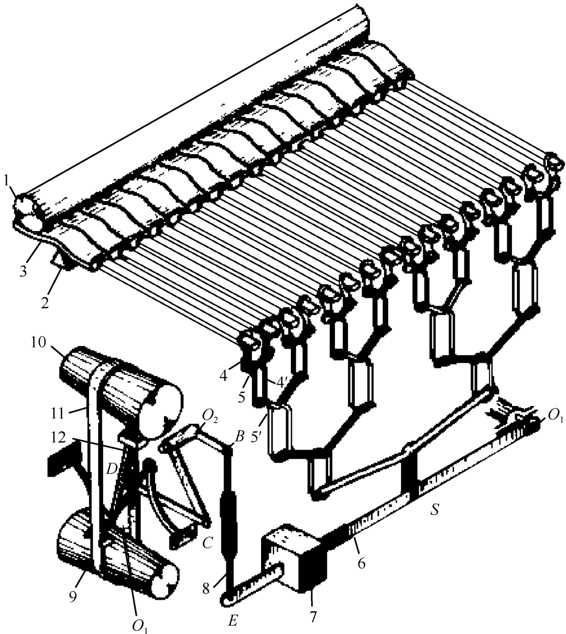
图2-20 变速机构
1—天平罗拉 2—刀口棒 3—天平杆 4,4′—竖杆 5,5′—横杆 6—摆臂7—重锤 8—调节螺钉 9—下铁炮 10—上铁炮 11—皮带 12—皮带叉
在使用天平调节装置时,铁炮皮带应置于铁炮长度的中央附近(使铁炮传动比大致为1) ,将摆臂1O E调至水平位置后,再调节天平罗拉速度,使成卷机能生产出定量合乎要求的棉卷。开车后喂给棉层厚度不断变化,铁炮即随之调速。如果所生产的棉卷保持定量合格,那么上列的调整工作即告结束,天平调节装置也就在这一值下工作。调节摆臂支点位置,虽可达到与调节天平罗拉速度同等的效果,但不及后者方便。
近几年来,在成卷机上已采用变频调速电动机取代铁炮变速装置(天平杆装置包括摆臂未拆除) ,具有机构简单、信号响应快和变速正确等优点。将原有的摆臂1O E与一只位移传感器相联接,使摆杆的位移运转变成电压信号输出;经过专用的自调匀整仪处理,就可调整变频调速电动机的转速和实现天平罗拉变速。
2. 打手与尘格 在国产成卷机上采用的综合式打手由翼片与梳针结合组成,其结构见图2-21所示。在每一打手臂上,翼片在前,梳针在后。翼片的作用角为70°,对握持状态下的棉层在全宽度范围内进行打击,将棉块击落在尘格上而产生开清效果。由于翼片高速回转时的击棉力大,故扯下的棉块也较大;但除杂作用强,特别是排除不孕籽和带纤维破籽等较重杂质的作用较好。梳针直径为2.5mm,其倾角为20°,植针密度为1.42枚/2 cm ,在针板上作网状分布,梳针作用高度自首排到末排逐一递增。由于梳针刺入棉层进行分割、梳理与撕扯,故产生的棉束小而均匀,开松效果好;剔除籽屑、叶屑等细小杂质的作用也好。所以综合式打手同时兼有翼片打击和梳针开松的优点,不仅开松效果好,纤维损伤和杂质碎裂都少。对含杂3%的原棉,除杂效率可达5%~7%。
15根尘棒环列在打手下方的圆周上组成尘格;尘棒隔距为5~8mm,根据原棉含杂多少而选用。打手与尖格之间的隔距沿着原棉前进方向递增,进口处为8~10mm,出口处为16~18mm。
3. 尘笼、凝棉和成卷
(1)尘笼:一对尘笼成上下叠放,其作用是凝集打手抛出的棉丛,使之合并成棉层而输出。尘笼为一个中空筒体,表面分布着透气网眼,两端开放而与墙板风道贯通,并与离心风机相联,如图2-22所示。当风机运转时,尘笼内部成为负压,其表面就能吸住打手抛出的棉丛,而尘屑和短绒则随气流穿过网眼进入风道,然后排入下方尘道,并作滤尘处理。一对尘笼的连续回转,使得各自凝聚的棉层合并成一层,通过尘笼前面的集棉罗拉输出。
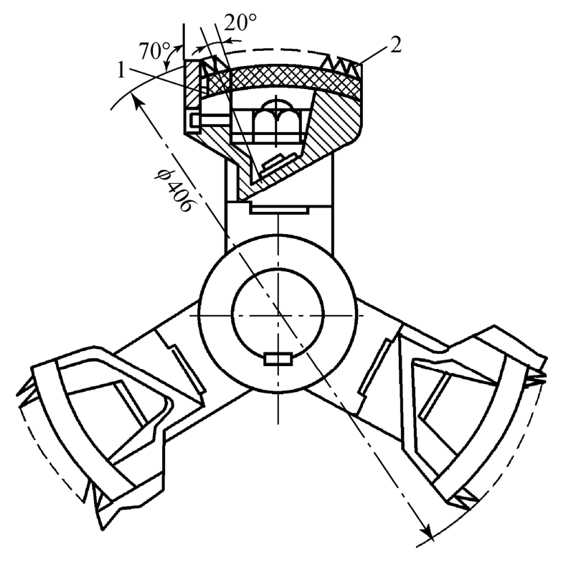
图2-21 综合式打手
1—翼片 2—梳针
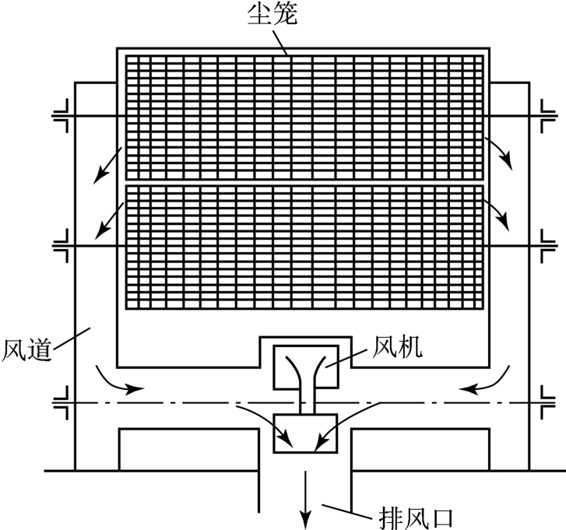
图2-22 尘笼与风道
打手抛出的棉丛在质量和密度上彼此总有差异,如果上下尘笼吸棉能力相同,则大的棉块往往会分布在下尘笼表面,而小的棉块则多分布在上尘笼表面,这将造成棉层结构不匀,使以后退卷时发生粘层现象。故在下尘笼的内部加装挡板,以减少吸棉风口的面积来改进棉层的结构。通常,上、下尘笼的集棉比例为7∶3。
另外,需根据风道阻力、打手形式和转速等来选用风机转速。如果风机转速过高,尘笼表面的棉层往往是两端厚而中间薄;反之,如风机转速过低,则棉块易在尘笼前产生翻滚。
(2)紧压罗拉加压:为了防止棉卷退解时粘层,集棉罗拉输出的棉层先从一对凹凸防粘罗拉中间通过,使之轧出多条槽纹,然后再由四只上下叠放的紧压罗拉压实,制成棉卷。
这对防粘罗拉表面的凹凸形互相错开,如图2-23所示。它由集棉罗拉传动,但在主动齿轮内装有凸钉防轧装置。若防粘罗拉之间的棉层过厚,则凸钉会由于切向阻力过大而自动滑离齿轮,并触及电气开关使机器停车。
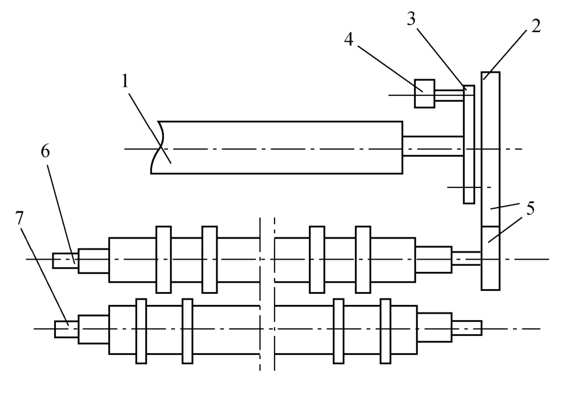
图2-23 防粘罗拉
1—上集棉罗拉 2—凸钉 3—环板 4—电器开关5—齿轮 6—上凹罗拉 7—下凸罗拉
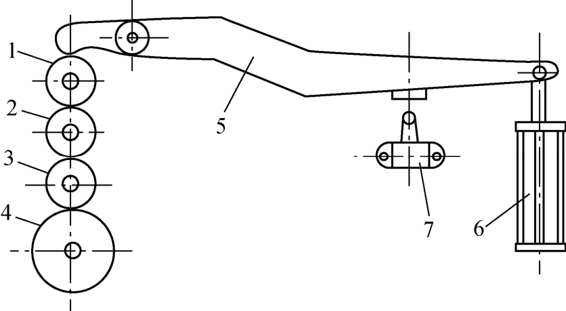
图2-24 紧压罗拉及加压
1~4—紧压罗拉 5—加压杆 6—气缸 7—电气开关
在防粘罗拉的前方是垂直叠放的四只紧压罗拉,如图2-24所示。紧压罗拉是中空结构,表面光滑,最下方的直径略大,其余三只直径相同。在罗拉的同一侧轴头上装有单排传动齿轮,最下方的罗拉为主动件。当最上方罗拉的轴承座受到外界加压力时,三只罗拉钳口都产生相同的压力;棉层顺序通过罗拉1与2、2与3、3与4组成的钳口,使得到三次压实。为了适应棉层厚度的变化,除了最下方罗拉轴承座固定在机架上外,其余各罗拉的轴承座皆可沿着固定的长槽作上下活动。
为了达到增大加压杆压力及操作简便的目的,紧压罗拉和棉卷压钩的加压已多采用气动形式(图2-25)。气缸活塞杆通过加压杆对紧压罗拉加压,其总压力可达40kN。若紧压罗拉之间通过的棉层过厚,加压杆即触动电气开关而自动停车。气动回路中的调压阀用于调节气缸内的气压大小,二位三通电磁阀则用于控制紧压罗拉的加压或释压,操作简便。
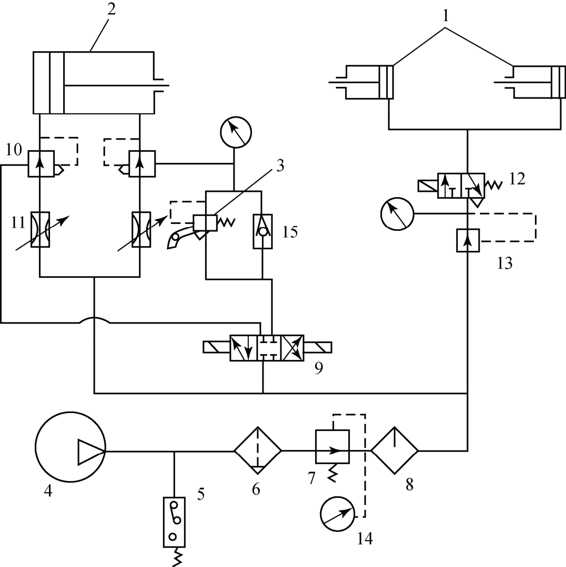
图2-25 成卷机的气动回路(https://www.xing528.com)
1—紧压罗拉加压气缸 2—压钩升降及加压气缸 3—机械式渐增加压阀 4—空压机 5—压力继电器6—分水滤气器 7—调压阀 8—油雾器 9—三位四通电磁阀 10—气控调压阀 11—节流阀12—二位三通电磁阀 13—调压阀 14—压力表 15—单向阀
(3)成卷:由紧压罗拉输出的棉层经导棉罗拉传递而送往棉卷罗拉,并绕在棉卷扦上做成棉卷。棉卷扦由玻璃钢材料制成,质量轻,使用方便。在成卷过程中,棉卷被一对棉卷罗拉和一只压卷罗拉摩擦带动而回转,同时也受到压卷罗拉的压力,使卷绕紧密而结实,如图2-26所示。因为成卷中棉卷的直径是变化的,所以压卷罗拉应能作升降活动。为此,压卷罗拉两端轴头分别装入左、右压钩体,其左轴头上装有链轮,由第4紧压罗拉传动。压钩的下部是齿条,并与小齿轮9相啮合,如图2-26所示;左、右端小齿轮共同装在一固定转轴(也称压钩升降轴)上,以确保压卷罗拉两端的同步升降。在该转轴的中央还装备小齿轮10,它与气缸活塞杆上的齿条12相啮合。这样,压卷罗拉的升降和加压就都由气缸控制了。
压卷罗拉的一端轴头还装有链轮,它从第4紧压罗拉获得转动。
成卷过程中棉卷直径逐渐增大,迫使压卷罗拉和压钩逐渐上移,同时拖动气缸活塞杆及活塞克服气压移动,从而产生对棉卷的加压力。若(压卷罗拉的)加压力保持不变,则棉卷罗拉作用在棉卷上的压力,即棉卷所受到的压力将随棉卷直径增大而减小,这样就使棉卷的卷绕出现内紧外松的情况。因此,在气动回路里增加了一个机械式的渐增加压阀,当压钩(或压卷罗拉)上移时,导板7即推动渐增加压阀扦,使压钩气缸内的气压升高,从而加压力增大,棉卷所受压力也随之增大,达到棉卷内外松紧一致的目的。
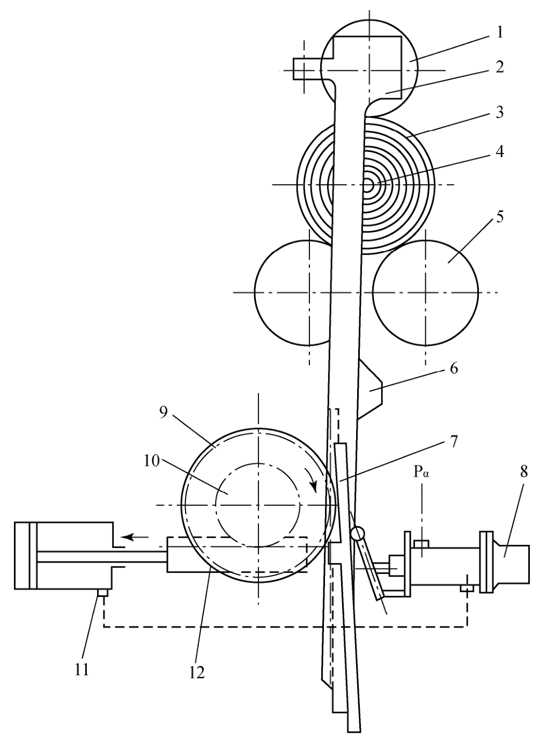
图2-26 成卷加压装置
1—压卷罗拉 2—压钩 3—棉卷花 4—棉巷扦 5—棉卷罗拉 6—落卷压板7—导板 8—渐增加压阀 9—齿轮 10—齿轮 11—气缸 12—齿条
(4)自动落卷:在成卷机上有一计数器来设定棉卷长度和启动自动落卷。自动落卷的动作如下:
① 气缸传动压钩快速上升,棉卷被释压而自由;同时压钩升降轴通过齿轮45T 、44T及链轮48T [内装图2-27(a)所示的滚柱式超越离合器]、20T传动棉卷罗拉快速回转,使棉层被扯断。
② 在压钩上升过程中,装在压钩体上的推扦板推出棉卷,使其该落到前方一秤盘上(图2-28)。
③ 压钩升到顶位便触及电气开关,产生两个动作:使掣动吸铁动作,棉卷罗拉被掣制而恢复正常转速,即由齿轮73T [内装棘轮式超越离合器,见图2-27(b)]和18T传动。压钩气缸反向进气,传动压钩快速下降,当降落到一定高度,压钩上的压板即触及翻扦臂,使其翻转而将预备棉卷扦放进两棉卷罗拉之间,见图2-28。此时新卷开始生头(另由生头装置完成) ,当压钩降落到底时,压卷罗拉又压在新的棉卷上,进行新的制卷工作。
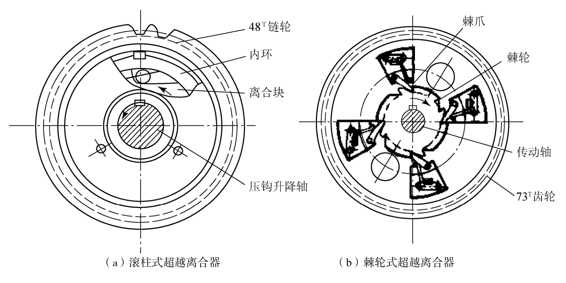
图2-27 棉卷罗拉快速传动件
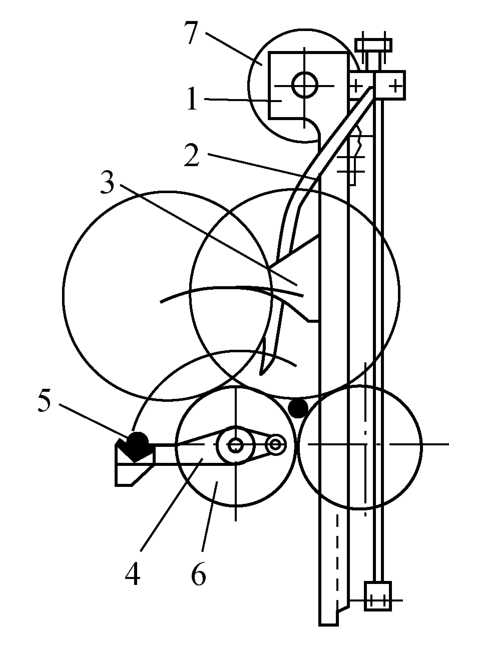
图2-28 压钩推扦与放扦
1—压钩 2—推扦板 3—压板 4—翻扦臂5—棉卷扦 6—棉卷罗拉 7—压卷罗拉
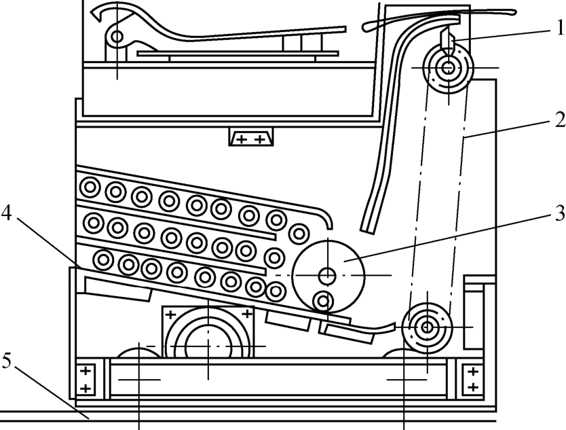
图2-29 存扦车
1—上扦臂 2—上扦链条 3—拨扦轮 4—存扦架 5—轨道
④ 压钩下降碰到电气开关时,掣动吸铁断电,棉卷称重和运走。预备棉卷扦取自存扦车,如图2-29所示,多根棉卷扦搁放在存扦架上,需要上扦时,启动电动机,使拨扦轮和上扦链条运动,拨扦轮每转一转,拨出一根扦,随着上扦臂向上输送,放到预定的位置上。
(5)成卷机的工艺计算:图2-30是FA141型成卷机传动系统图。
① 主要机件的速度计算:
a.棉卷罗拉转速1n (r/min) :

式中,3D为电动机上的变换轮直径,共有100,110,120,130,140,150mm六种,可得1n=10.26~15.39r/min。
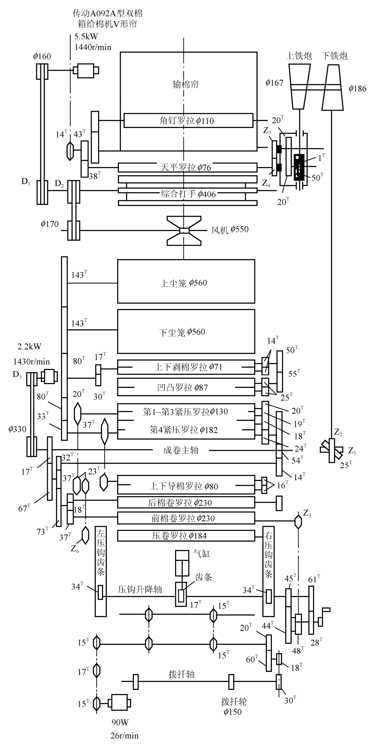
图2-30 FA141型成卷机传动系统图
b.天平罗拉转速2n (r/min) :

式中:Z1~Z4 ——牵伸变换齿轮。
② 牵伸倍数计算:
棉卷罗拉速度对于天平罗拉速度之比是机器的牵伸倍数e(表2-1)。
式中:d1 ——棉卷罗拉直径,230mm;
d2 ——天平罗拉直径,76mm。
表2-1 机器牵伸倍数d1

③ 棉卷长度L计算:
式中:L ——棉卷长度,m;
d3 ——导棉罗拉直径,80mm;
N ——制成一个棉卷所需的导棉罗拉转数,由计数器设定,调节范围为110~292转;
e1 ——棉卷罗拉与导棉罗拉之间的张力牵伸倍数,e1 =1.02;
e2 ——压卷罗拉与棉卷罗拉之间的张力牵伸倍数,e2=1.024~1.07。
④ 产量计算:
式中:Q ——产量,kg/h;
Tt ——棉卷线密度,tex。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。