



FX-20P是三菱专门开发的可以以列表方式对FX系列PLC程序进行编辑、修改的简易手持编程器。由于FX系列PLC多用于简易控制场合,应用指令种类较少,程序容量不大,因此使用手持编程器可方便地在现场修改程序,监控PLC的运行。
FX-20P手持编程器由一块16字符×4行的液晶显示屏和输入键盘组成,外观如图9-2所示。手持编程器使用FX系列PLC编程口提供的5V电源,因此不需要外接电源。
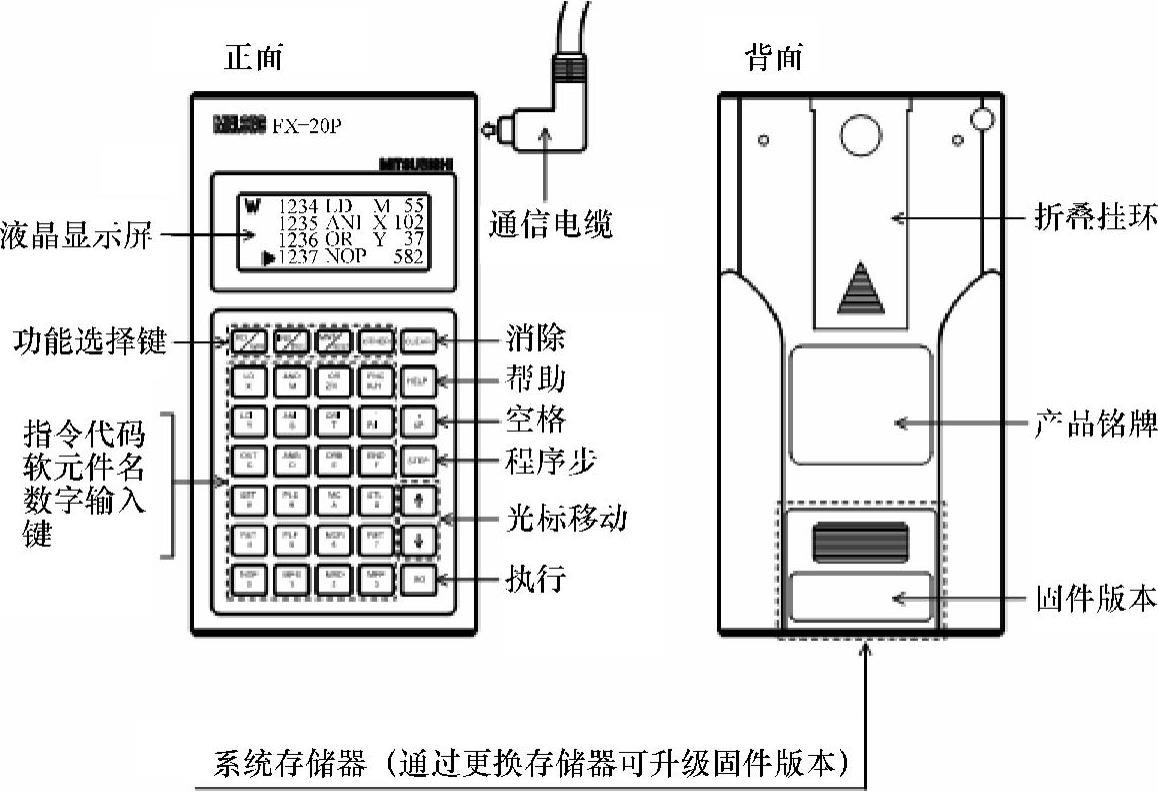
图9-2 FX-20P手持编程器外观
FX-20P可以读取、写入PLC程序,对PLC内部的软元件进行监视、测试。实际操作中,通过选择系统菜单中不同选项来实现上述功能。系统菜单结构如图9-3所示。
由于篇幅所限,本书仅介绍程序读写和软元件监视、测试的操作方法。在图9-3中略去了部分菜单,相关详细内容请参考《FX-20P手持编程器操作手册》。
1.使用FX-20P手持编程器读取程序
选择“Online”模式后,按1次“RD/WR”键,进入程序读取模式。此时显示屏第一行最左侧显示字母“R”。在该模式下,手持编程器以指令表方式将PLC内存中的顺控程序读出,按步号依次显示,并且支持按步号、指令、指针及软元件查找程序。
操作示例:按步号查找程序,如图9-4所示。
操作示例:按步号查找程序,如图9-5所示。
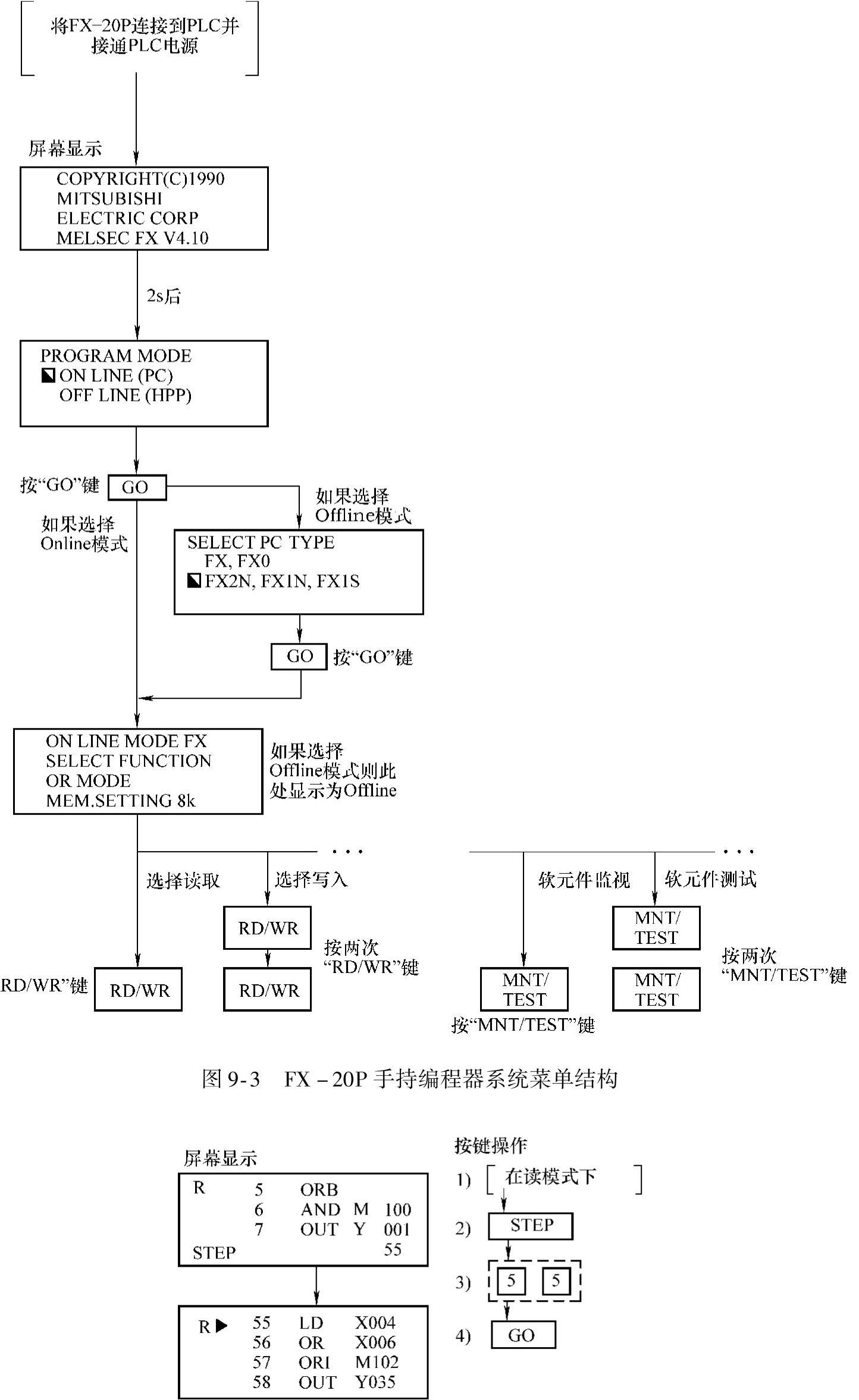
图9-4 按步号查找程序
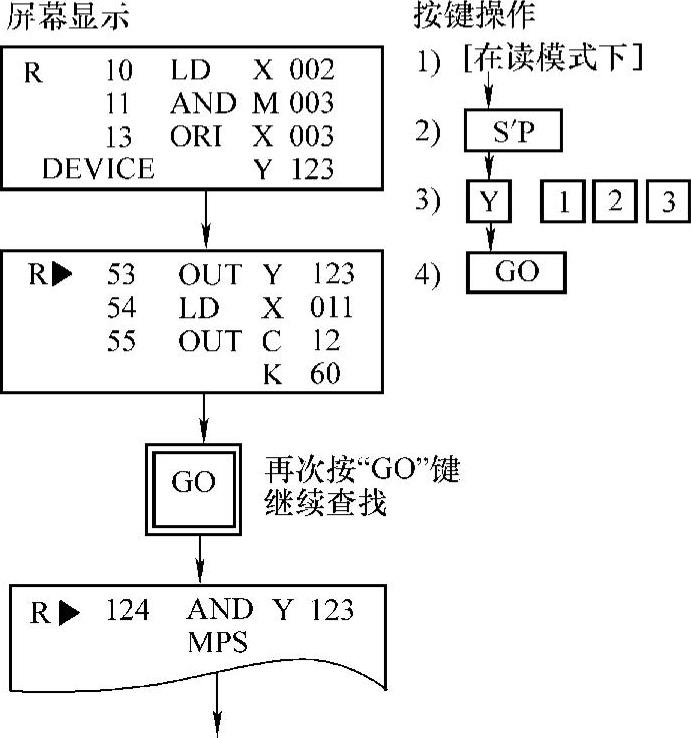
图9-5 按软元件查找程序
按指针和指令查找程序的操作方法与上述两种查找方式基本相同。区别在于,按指针查找时,按“P”键输入指针号。按指令查找时,基本指令按相应的按键,如“LD”、“PLS”等,输入指令操作数;应用指令则需要按“FNC”键,输入相应的指令代码后,在输入操作数,进行查找。每个应用指令对应的指令代码可通过《FX系列微型可编程序控制器编程手册(基本·应用指令说明书)》查找,如图9-6所示。

图9-6 指令代码
2.使用FX-20P手持编程器写入程序
选择“Online”模式后,按2次“RD/WR”键,进入程序写入模式,如图9-7所示。此时显示屏第一行最左侧显示字母“W”(见图9-7)。在该模式下可以以指令表方式从第0步开始编写新程序,或者对已经存在的程序进行覆盖或修改。为了避免在修改程序过程中造成设备误动作,程序写入或修改必须在PLC停机的情况下进行。当修改EEPROM存储器扩展盒中的程序时,需先关闭写入保护。
操作示例:写入指令“LD X0”,如图9-8所示。
操作示例:写入指令“OUT T100 K19”,如图9-9所示。
当写入应用指令时,也需要按指令代码输入。如果需要使用32位指令或通过上升沿触发时,在指令前后按“D”或“P”键。如下操作示例所示。
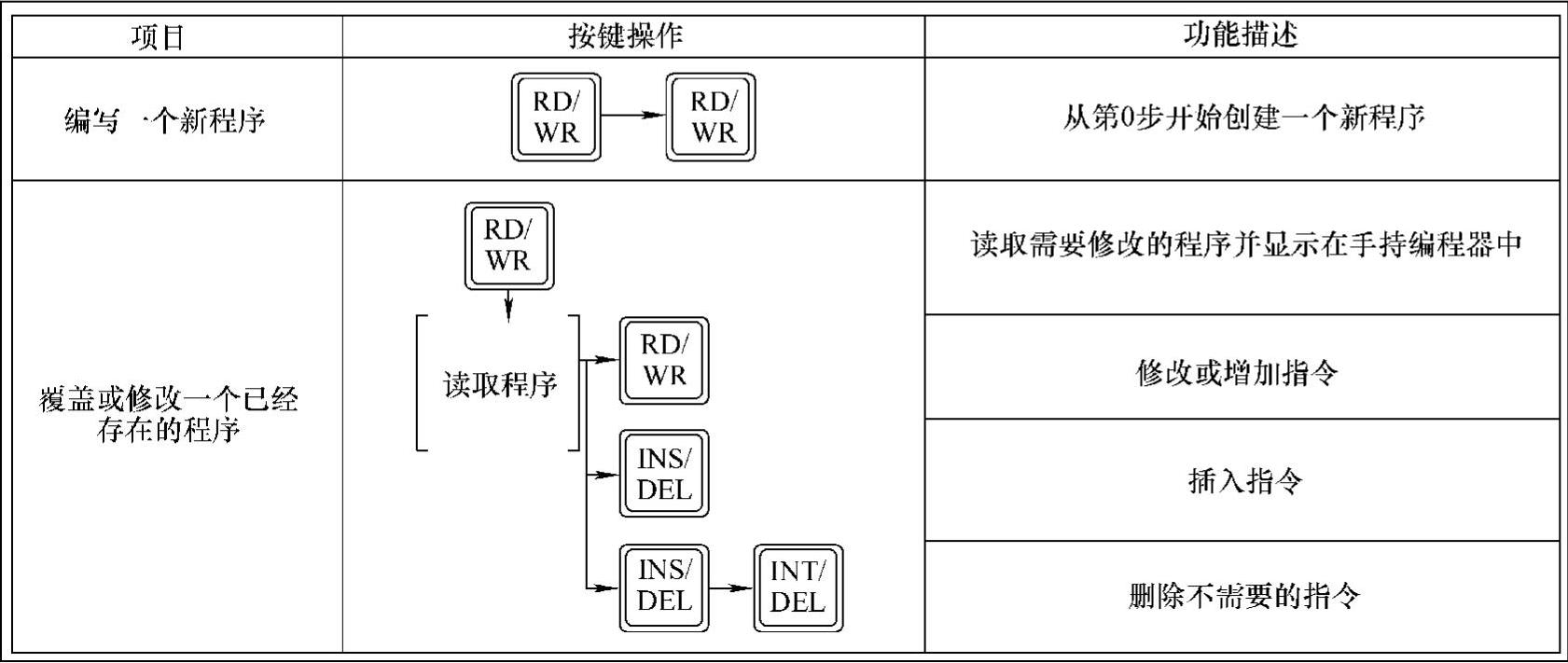
图9-7 程序写入模式
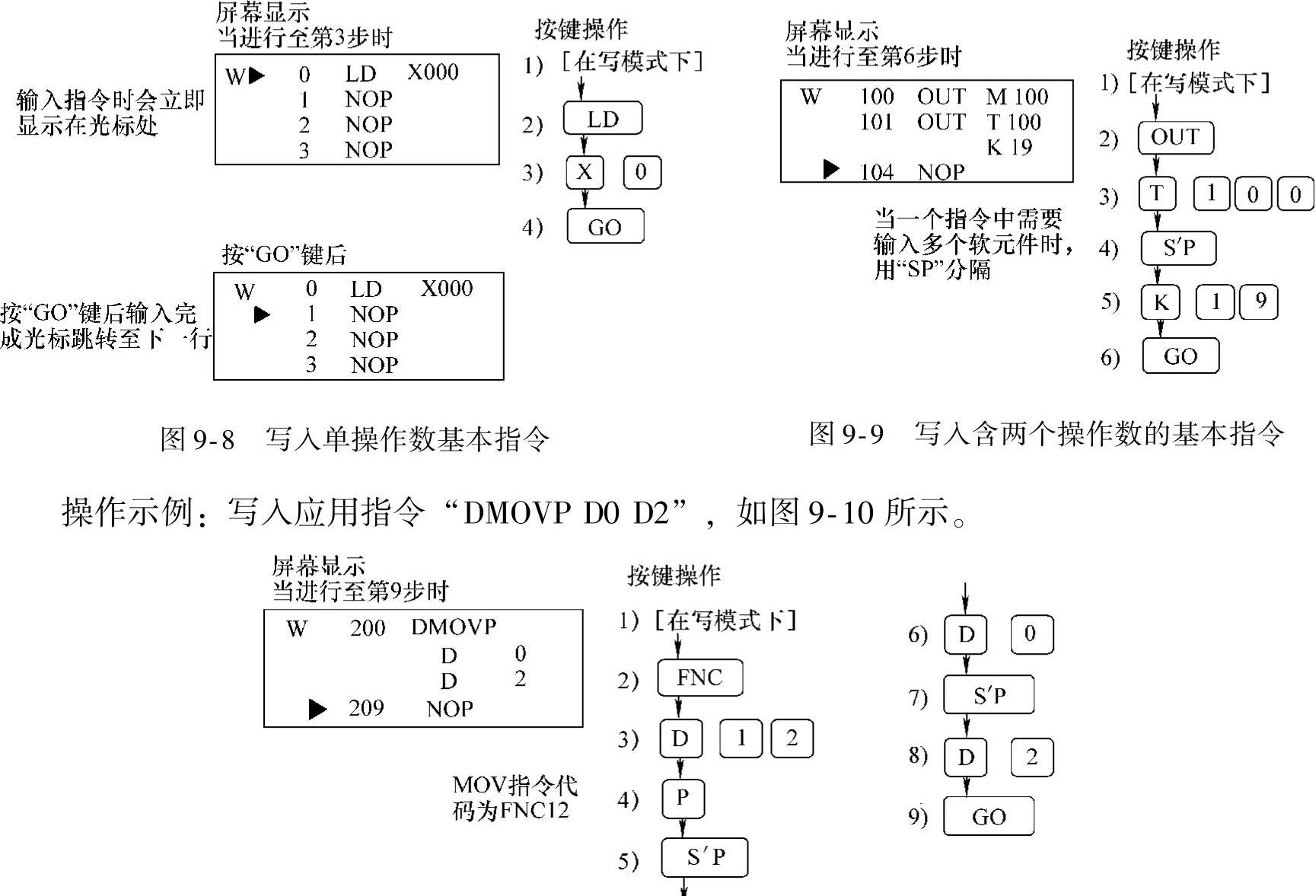
图9-10 写入应用指令
当不确定应用指令的指令代码时,可以使用查找功能。按“FNC”键后,按“HELP”键可按代码查看各应用指令,如图9-11所示。
图9-11中1指令代码分类如下:
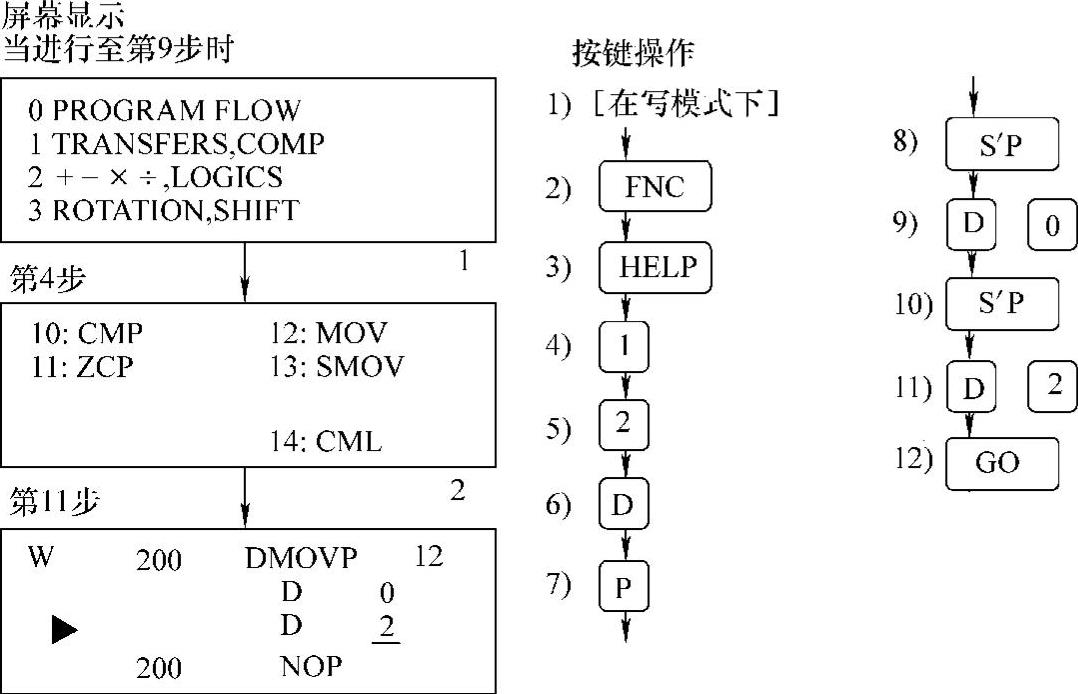
图9-11 使用“HELP”功能键写入应用指令
0:程序流程11:浮点数转换
1:传送与比较12:浮点数四则运算
2:四则运算13:浮点数三角函数
3:循环与移位14:数据操作
4:数据处理15:定位控制
5:高速处理16:时钟控制
6:方便指令17:外围设备
7:外部设备,I/O 22:触点比较1(https://www.xing528.com)
8:外部设备,SER 23:触点比较2
9:F2 PLC用24:触点比较3
图9-11中2详细画面说明如图9-12所示。
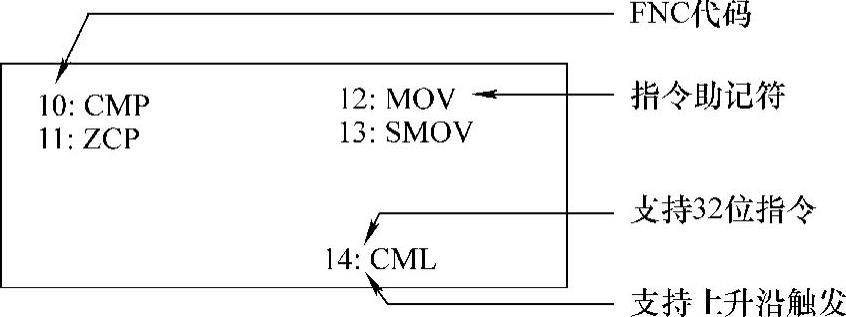
图9-12 “HELP”功能详细显示画面
3.使用FX-20P监视PLC运行
选择“Online”模式后,按1次“MINT/TEST”键,进入监视模式。此时显示屏第一行最左侧显示字母“M”。在该模式下,手持编程器可以实现按程序指令表、按软元件、按操作步状态等不同的监视功能。
选择按程序指令表监视时,手持编程器会在指令表中,位软元件代码旁,显示该软元件的状态。在监视的过程中,同读取程序一样,支持按步或按指令代码查找。如下操作示例所示。操作示例:监视第126步程序的执行状态,如图9-13所示。
选择按软元件监视时,可以显示不同类型软元件的状态。对于数据寄存器(D),可以显示当前值,对于定时器(T),除当前值外,还可显示设定值和线圈的状态。如下操作示例所示。
操作示例:监视定时器“T0”的当前状态,如图9-14所示。
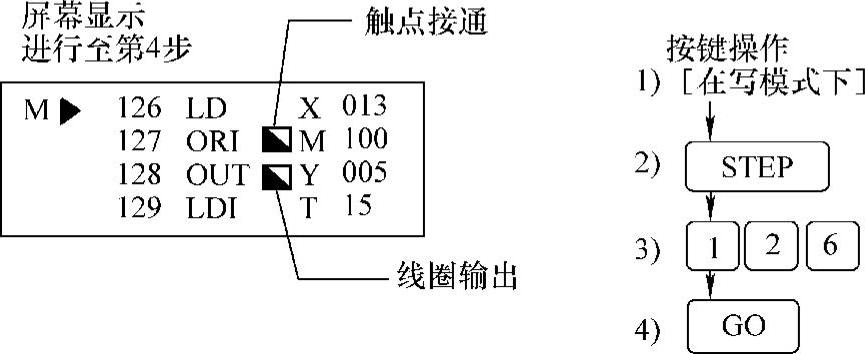
图9-13 按指令步号监视
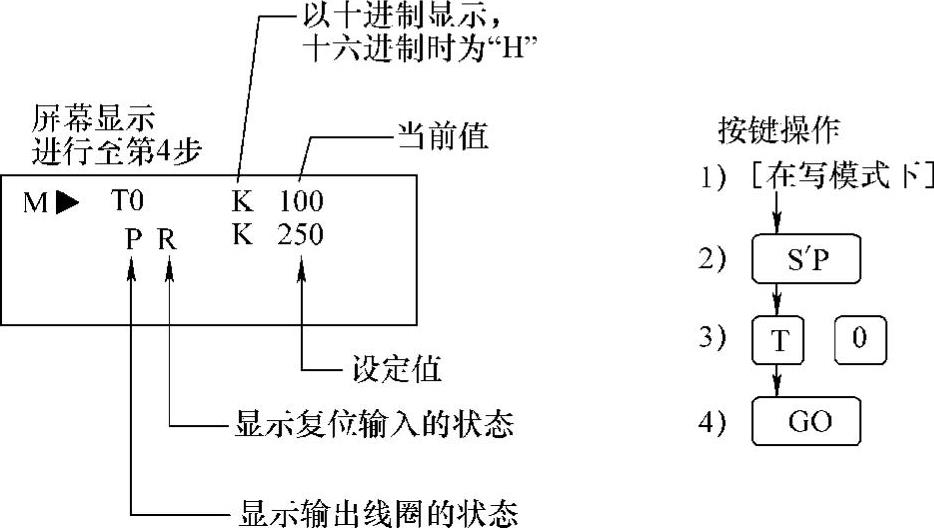
图9-14 按软元件监视
使用步进梯形图方式编程时,也可选择按操作步状态监视,显示当前激活的操作步。使用该功能时,必须将PLC中的特殊继电器M8047置位,关于M8047的详细说明请参考《FX系列微型可编程序控制器编程手册(基本·应用指令说明书)》。如下操作示例所示。
操作示例:按操作步监视,如图9-15所示。
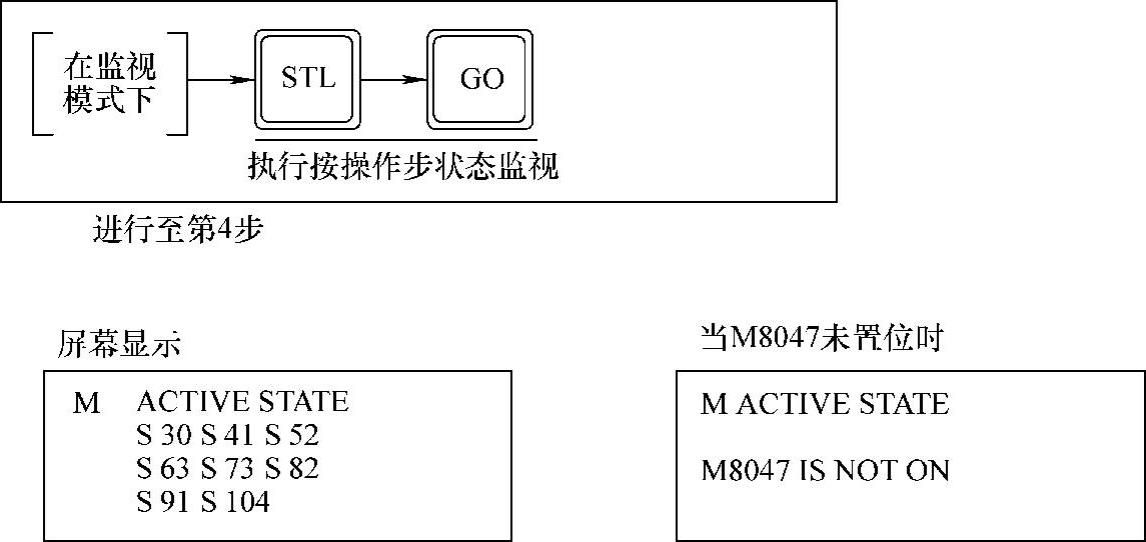
图9-15 按操作步监视
4.使用FX-20P修改PLC软元件
选择“Online”模式后,按2次“MINT/TEST”键,进入测试模式。此时显示屏第一行最左侧显示字母“T”。在测试模式下,PLC内部的软元件可以被强制On/Off,修改当前值(T、C、Z、D等)或设定值(T、C)。与修改程序不同,该操作可以在PLC运行中进行,因此有可能会导致PLC误动作的发生,请务必注意安全!当PLC处运行状态时,无法修改存储于EEPROM扩展存储器盒中的软元件设定值。
使用手持编程器可以对输入继电器(X)、输出继电器(Y)、辅助继电器(M)、状态继电器(S)以及定时器(T)、计数器(C)的输出线圈进行强制On/Off。修改时,先通过监视模式,查找到目标软元件,然后直接切换至测试模式进行修改。如下操作示例所示。
操作示例:强制修改Y000的状态,如图9-16所示。
使用手持编程器可以修改数据寄存器(D)、变址寄存器(V/Z)、定时器(T)以及计数器(C)的当前值。修改时与位软元件类似,但需要多按1次“SP”键,以输入希望变更的数值。如下操作示例所示。
操作示例:将D10中的当前值由十进制的“0”改为“10”,如图9-17所示。
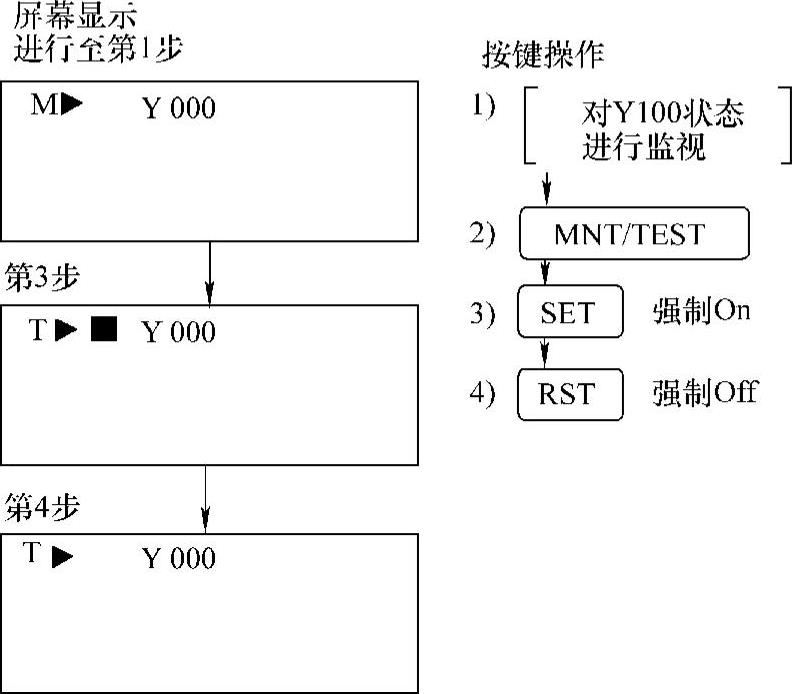
图9-16 修改位元件状态
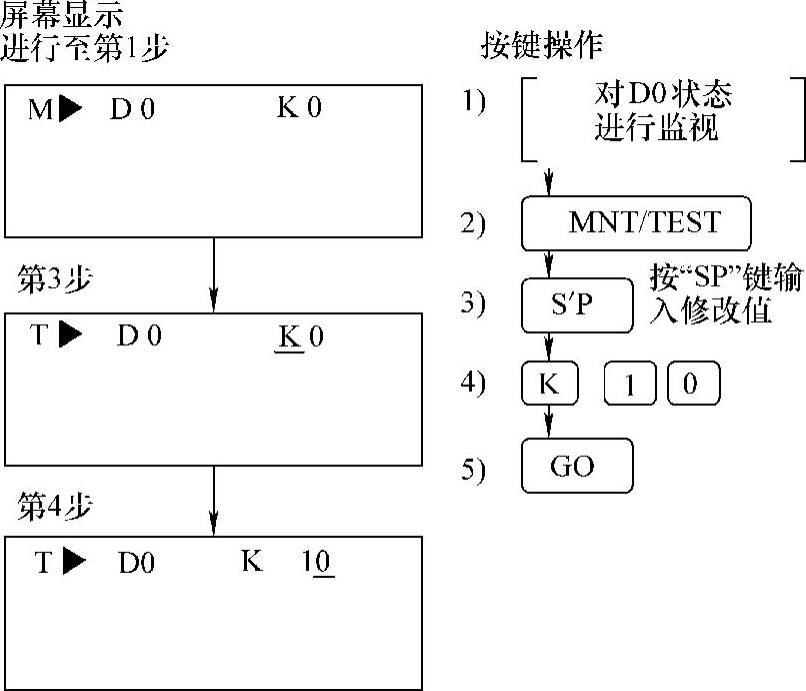
图9-17 修改字元件当前值
当需要修改定时器(T)和计数器(C)等,既有当前值又有设定值的软元件时,按1次“SP”键修改当前值,按2次“SP”键修改设定值。如下操作示例所示。
操作示例:将T5中的设定值由十进制的“1000”改为“2000”,如图9-18所示。
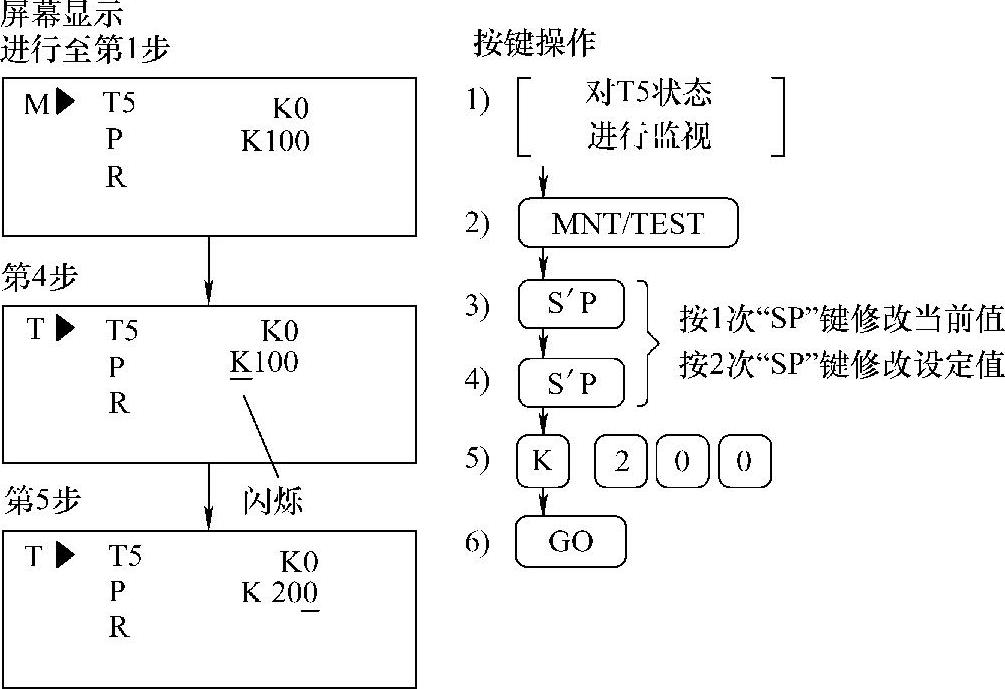
图9-18 修改定时器当前值
5.其他功能
使用FX-20P手持编程器,除了可以实现上面所列举的读写程序,监视、修改软元件等各项功能外。还可以实现程序检查、在存储器盒、PLC和手持编程器间传送程序、设置PLC参数、批量替换软元件、清除PLC锁存等功能。由于篇幅所限,这些功能在此就不一一介绍了,详细说明请参考《FX-20P手持编程器用户手册》。在任何状态下,按“OTH-ER”键,即可显示其他功能选项菜单,选择执行相应的功能,如图9-19所示。
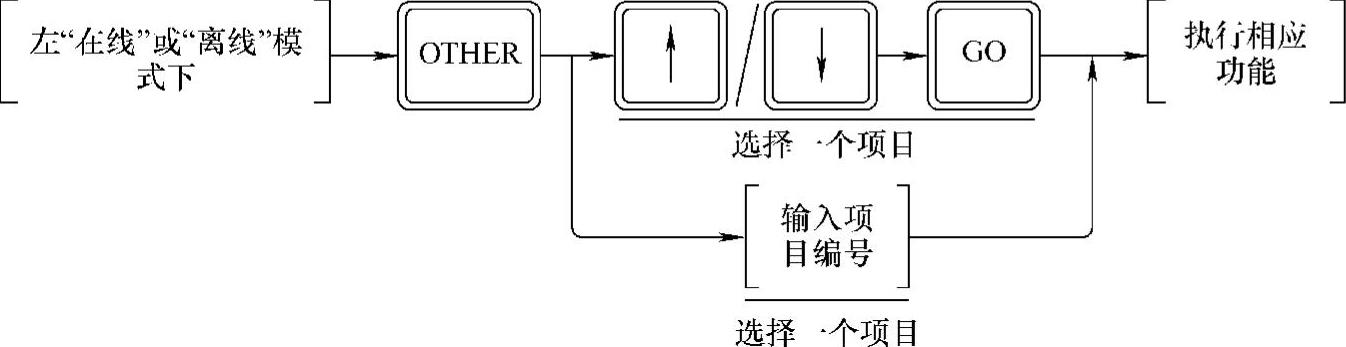
图9-19 选择其他功能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。