



1.配方组成(质量分数)
再生聚烯烃树脂 40%~70% 增韧剂 3%~12%
植物纤维填料 30%~60% 润滑剂 1%~5%
表面处理剂 0.5%~5.0%
其中,再生聚烯烃树脂采用聚丙烯和聚乙烯再生颗粒;植物纤维填料采用锯木粉、麻粉、竹粉、秸秆粉、稻谷糠皮、蔗纤维粉等;植物纤维表面处理剂采用钛酸脂偶联剂NTX-1或铝酸脂偶联剂;增韧剂采用聚乙烯弹性体或三元乙丙橡胶;润滑剂采用石蜡、硬脂酸及其硬脂酸盐类。
2.制备方法
废旧塑料制备环保型实芯木塑门窗工艺过程如图4-9所示。
1)将植物纤维在60~130℃下烘干3~6h,取出后在高速混合机内高速搅拌,同时以雾状喷人表面处理剂,继续搅拌5~15min,再次烘干。
2)将再生聚烯烃树脂与增韧剂、润滑剂按配方比例加人搅拌机内混合均匀,制成树脂混合物料。
3)将处理好的植物纤维与树脂混合物料加人双螺杆造粒机料斗中,按设定的温度与转速造粒。(https://www.xing528.com)
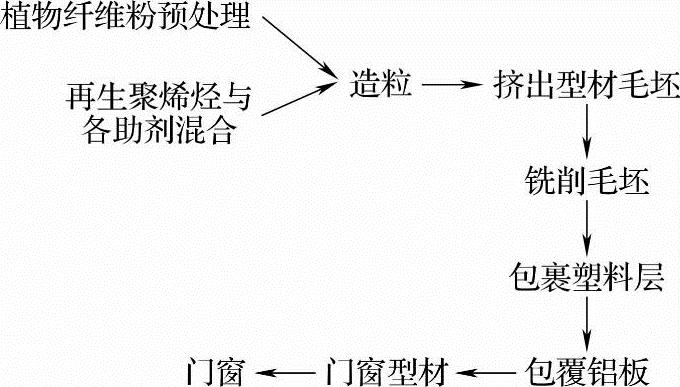
图4-9 废旧塑料制备环保型实芯木塑门窗工艺过程
4)将物料颗粒加人已设定好温度的单螺杆挤出机料斗内,通过模具挤出,制得毛坯。充模前,必须均匀预热模具,使充模物料具有最佳的流变性能。充模过程的压力分布应均匀,充模过程模内压力不得超过6~8MPa,以保证制品的密度一致性。
5)对毛坯迸行铣削加工除去粗糙表层,得到截面尺寸准确的型材。
6)将达到尺寸的型材通过与单螺杆挤出机连接的特殊模具在两侧挤出约1mm的塑料层,迸行颜色调整并加强表面防护性能。
7)采用包覆机在型材外露面涂覆约0.1~0.2mm的胶层,包覆上厚度约0.1~0.4mm的彩涂包铝层,提高型材的表面防护性能与抗老化性能。
3.产品应用
该类产品可用于阳台、卧室、厨房、卫生间等不同场合,并巨能够满足旋转、平开等不同功能,适用于不同档次的建筑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。