



短玻璃纤维(SGF)是将粗纱切成0.6~6mm长的纤维,作为热塑性塑料的增强剂。用短玻璃纤维增强聚丙烯(PP)回收料,当8GF的充填量为10%~40%(质量分数,下同)时,制得的复合材料可以用于汽车配件,如散热器零件、照明设备零件、蓄电池外壳、防护板衬里、泵壳体和泵盖等。
玻璃纤维与回收聚丙烯的造粒工艺可以分为两种:一种是直接混合、塑化造粒;另一种是运用活化后的长纤维丝,在螺杆挤出机的中间加料口输人,然后与塑料熔融体掺混,最后切粒而成。
直接混合工艺:PP、助剂→高速混合→挤出塑化→冷却→成粒料。
挤出机各段温度为:Ⅰ段160℃,Ⅱ段190℃,Ⅲ段210℃,机头198℃。螺杆转速为30~50r/min。
非直接混合工艺,即玻璃纤维增强PP(GFRPP)粒料的生产工艺流程如图4-7所示。
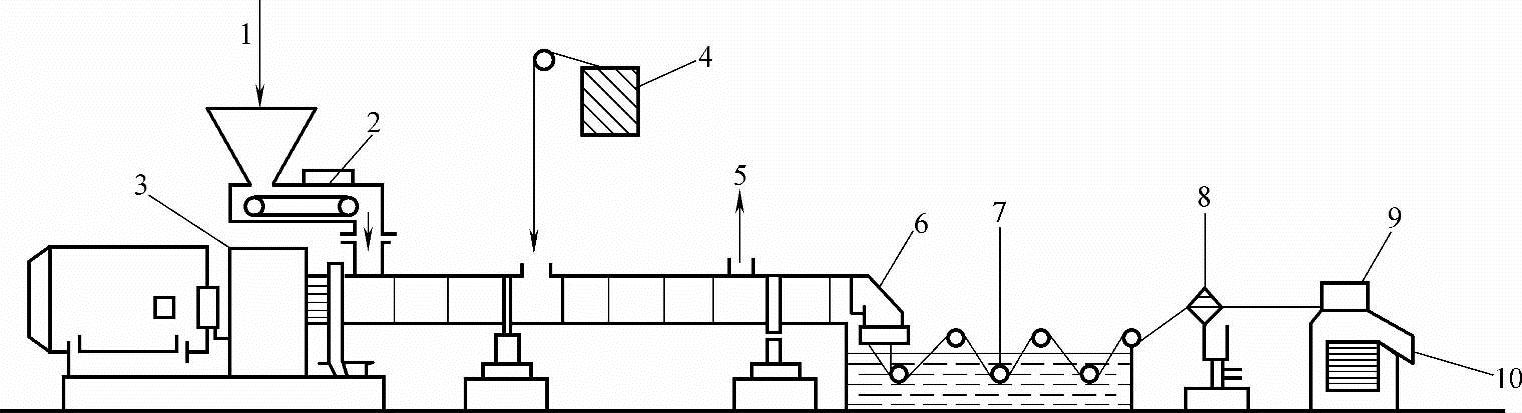
图4-7 GFRPP粒料的生产工艺流程
1—PP及配合剂 2—计量加料器 3—双螺杆挤出机 4—玻璃纤维无捻丝 5—真空排气口 6—机头 7—水浴 8—空气口 9—切粒机 10—筛分后储运包装
玻璃纤维增强聚丙烯(GFRPP)的质量控制要注意以下几点:玻璃纤维(GF)不可过度粉碎;纤维长度分布范围应较窄;GF必须均匀分布,巨必须被熔融的PP充分湿润;挥发性组分靠真空排气除去;要求连续地迸行造粒生产。
如果采用单螺杆挤出机混合造粒,宜选用螺杆长径比较大者,以便充分混合。若使用双螺杆挤出机,则应选取同向旋转型双螺杆挤出机。(https://www.xing528.com)
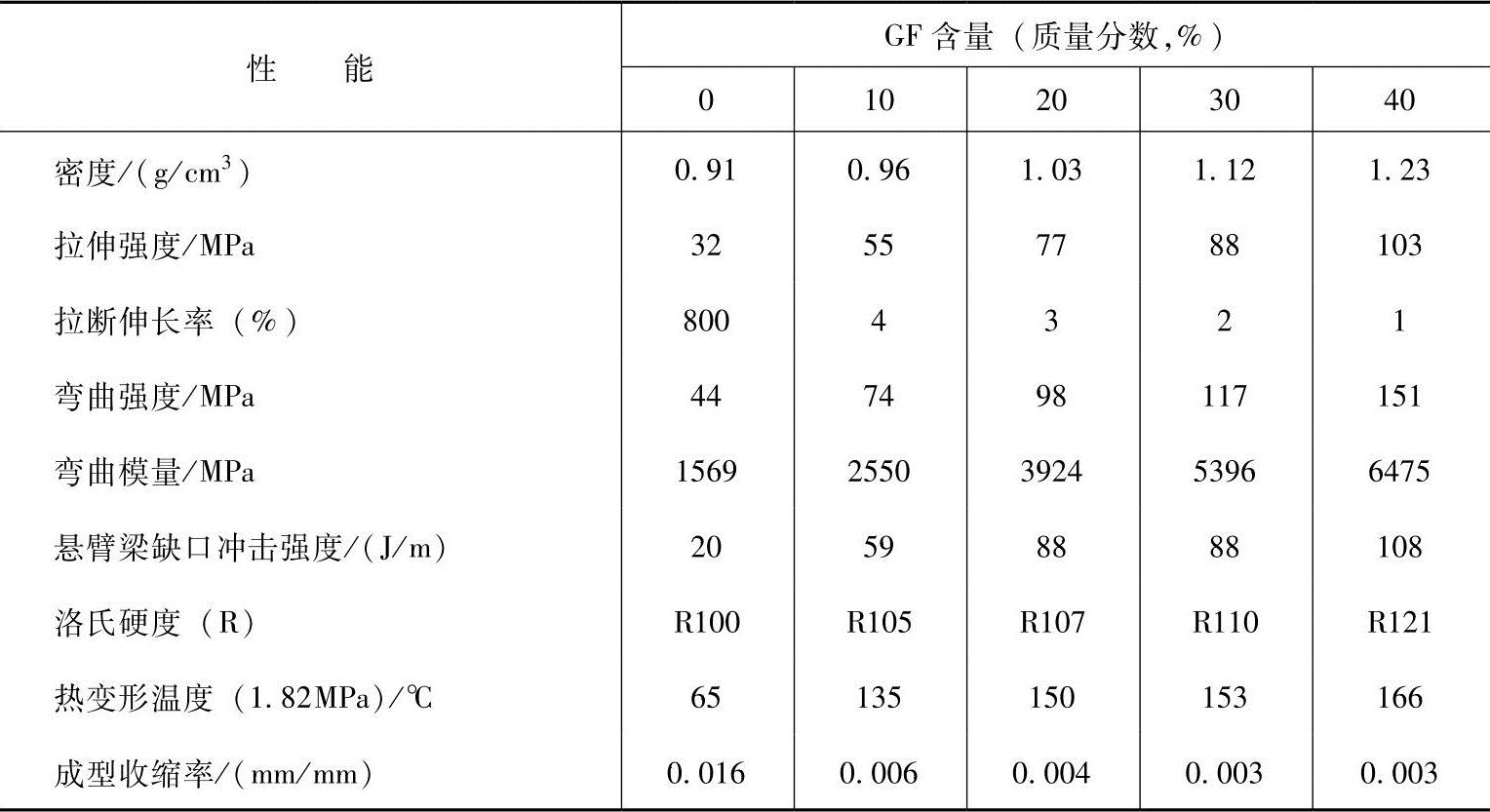
一般GF含量增加,GFRPP的力学性能有所增加。通常工业生产中GF含量控制在40%(质量分数)以内,因GF超过40%时,GFRPP性能反而开始下降。GF单丝直径越小、纤维长度越长,则复合材料的力学性能越好。但在成型加工过程中,纤维被磨损过细则会削弱纤维的增强作用。表4-13为GF含量对GFR-PP性能的影响。
表4-13 不同RF组分含量的RFRPP性能
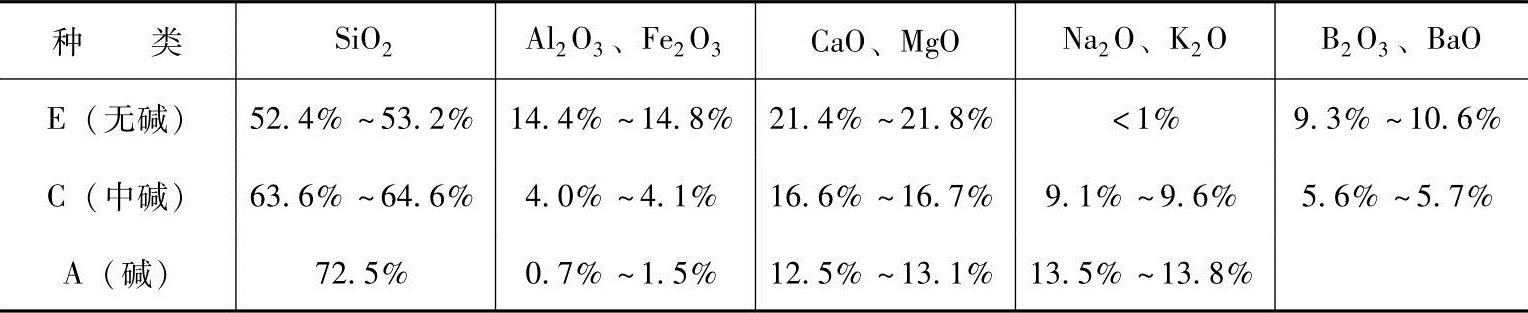
作为增强材料的纤维现在大都使用玻璃纤维。常用的GF种类及其主要成分见表4-14。此外,天然纤维、合成纤维和人造纤维都可以作为通用塑料的增强材料。用特种增强纤维(如碳纤维、芳纶纤维KaVler等)增强特种树脂,所得产品可作宇航、核电站等用的高档复合材料。
表4-14 3种常用RF的成分(质量分数)
GF的强度大、模量高,其拉伸强度可达到1000~3000MPa,密度为2.53~2.55g/cm3。
增强纤维一般使用无碱型GF,它的碱金属含量低,8iO2含量也低,增强复合材料的性能较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。