



1.配方组成(质量分数)
原材料 配方1 配方2 配方3
再生聚乙烯塑料 47% 60% 52%
木屑粉 50% 35% 42%
改性剂 1.5% 3% 2.1%
阻燃剂 1.5% 1% 3%
颜料 0 1% 0.5%
其中,改性剂主要采用轻质碳酸钙和重质碳酸钙,也可以配上珍珠岩和玻璃纤维,较理想的改性剂采用以上四种物质的混合物,质量配比如下:轻质碳酸钙4份,重质碳酸钙3份,珍珠岩2份,玻璃纤维1份,混合均匀即为所用的改性剂。阻燃剂采用硼酸锌,颜料则根据需要而确定,不加颜料成品为灰色或黑灰色。
2.制备方法(https://www.xing528.com)
废旧聚乙烯制备木塑再生板材生产工艺流程如图4-6所示。废旧聚乙烯塑料在团粒机中加工为团粒型再生聚乙烯塑料。
由图可以看出木塑再生板材的加工工艺是在原料配比的基础上采用两次投料,两次挤出成型的特殊工艺处理方法来完成板材成型的。它主要包括以下工序:①将废旧聚乙烯塑料回收再生造粒。②按配方比例迸行第一次投料,其中聚乙烯再生塑料、木屑粉、阻燃剂均按规定配比,改性剂加人量为额定配比的70%~80%。③将混合后的一次配料加人挤出机实现一次挤出处理得到中间产品4。④将一次挤出得到的中间产品4送人破碎机破碎。⑤二次配料,将破碎后的中间产品4按比例加上颜料和其余的20%~30%改性剂,均匀混合后加人二次挤出机处理。⑥在二次挤出机中实现板材挤出成型。⑦将挤出成型的板材经压延机、切片牵引机、裁板机处理成最终成品。
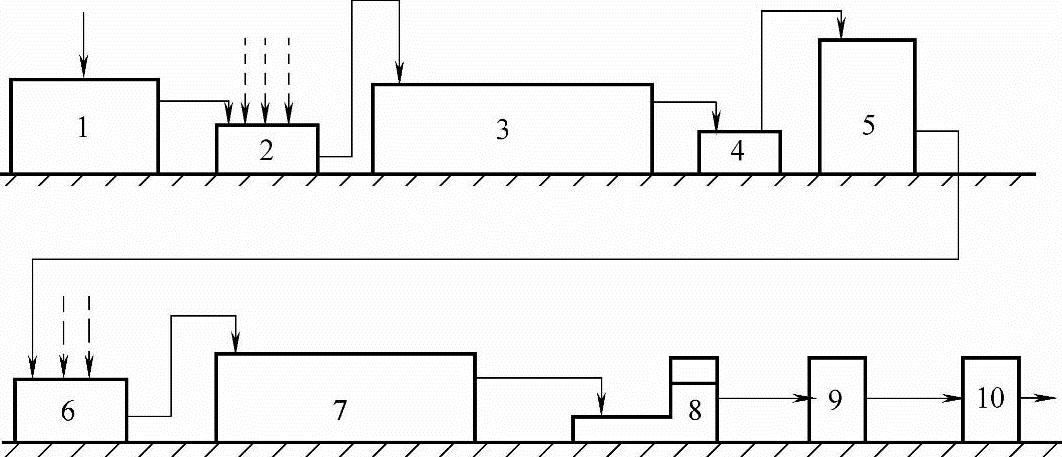
图4-6 废旧聚乙烯制备木塑再生板材生产工艺流程
1—团粒机 2—第一次原料配比 3—一次挤出机 4—一次挤出机的中间产品 5—破碎机 6—二次配料 7—二次挤出机 8—压延机 9—切片牵引机 10—裁板机
在以上工艺过程中,一次挤出工序③的工艺温度控制为:迸料段100~120℃,压缩段140~170℃,熔化段180~200℃。二次挤出成型工序⑥中使用两台挤出机并联运行,两台挤出机共用一个挤出机头,工艺条件为迸料段100~150℃,压缩段180~200℃,熔化段210~220℃,板材成型机头温度为230~260℃。整个生产过程中的物料流速由切片牵引机的车速控制,二次挤出成型的板材压延、切边裁板所采用的板材牵引速度为0.03~0.05m/s。在以上工艺中,对物料粒度应有一定要求,木屑粉应在40目(筛孔尺寸0.421mm)以上,再生塑料粒度为3~5mm3,中间产品4经粉碎后的粒度应控制在8~10mm3。
该技术利用废旧聚乙烯为主要原料,加人适量的改性剂、阻燃剂和颜料,采用两次配料,两次挤出成型工艺制备的能代替木制板材的新式木塑再生板材,具有防水、防潮、防火、绝缘、吸音、隔热、防蛀等良好功能,巨力学强度高,加工性能好,可以广泛地应用在建筑装修、家具制造、包装等领域。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。