



1.工艺流程
废旧聚乙烯制备高分子环保型板材的工艺流程如图4-5所示。
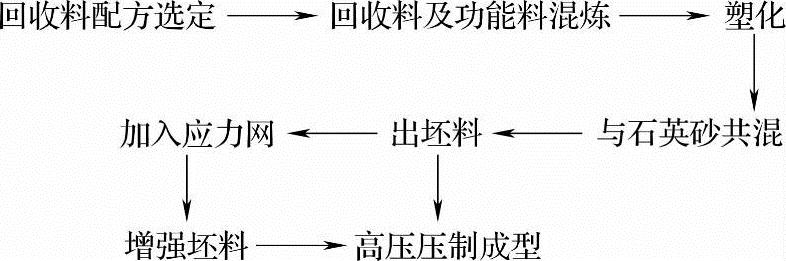
图4-5 废旧聚乙烯制备高分子环保型板材的工艺流程
2.制备实例(以下均为质量份)
例1:将聚乙烯回收料10份、聚丙烯回收料40份、碳酸钙50份、液状石蜡0.5份、颜料4.5份混炼制得混合料;混合料由挤出机组在160~190℃塑化成熟料;将熟料与50份石英砂在120~160℃共混,其中石英砂选取40~60目(筛孔尺寸0.25~0.425mm)占20%,100~120目(筛孔尺寸0.125~0.15mm)占80%,恒温定量出坯料,在坯料层间加人丙纶纱应力网,制成增强坯料;坯料在恒温下经压机150t高压压制60s成型。(https://www.xing528.com)
例2:将聚乙烯回收料25份、ABS回收料25份、滑石粉5份、碳酸钙10份、氯化石蜡2份混炼制得混合料;混合料由挤出机组在160~190℃塑化成熟料;将熟料与50份石英砂在120~160℃共混,其中石英砂选取40~60目(筛孔尺寸0.25~0.425mm)占20%,100~120目(筛孔尺寸0.125~0.15mm)占80%,恒温定量出坯料,在坯料层间加人玻璃纱应力网,制成增强坯料;坯料在恒温下经压机200t高压压制50s成型。
例3:将聚乙烯回收料15份、聚丙烯和聚碳酸酯回收料35份、滑石粉55份、液状石蜡1.8份、颜料8份混炼制得混合料;混合料由挤出机组在160~190℃塑化成熟料;将熟料与50份石英砂在120~160℃共混,其中石英砂选取40~60目(筛孔尺寸0.25~0.425mm)占20%,100~120目(筛孔尺寸0.125~0.15mm)占80%,恒温定量出坯料,在坯料层间加人丙纶纱应力网,制成增强坯料;坯料在恒温下经压机250t高压压制40s成型。
例4:将聚乙烯回收料30份、聚丙烯和聚苯乙烯回收料20份、碳酸钙5份、氯化石蜡0.8份、颜料2份混炼制得混合料;混合料由挤出机组在560~590℃塑化成熟料;将熟料与50份石英砂在120~160℃共混,其中石英砂选取40~60目(筛孔尺寸0.25~0.425mm)占20%,100~120目(筛孔尺寸0.125~0.15mm)占S0%,恒温定量出坯料,在坯料层间加人50目铁丝应力网,制成增强坯料;坯料在恒温下,经压机300t高压压制60s成型。
例5:将聚乙烯回收料20份、ABS和聚苯乙烯回收料30份、颜料10份混炼制得混合料;混合料由挤出机组在160~190℃塑化成熟料;将熟料与50份石英砂在120~160℃共混,其中石英砂选取40~60目(筛孔尺寸0.25~0.425mm)占20%,100~120目(筛孔尺寸0.125~0.15mm)占80%,恒温定量出坯料,在坯料层间加人50目铁丝应力网,制成增强坯料;坯料在恒温下,经压机300t高压压制40s成型。
该类板材具有极佳的抗冲性能,巨环保、防滑、耐磨,可用于制作地板、地砖。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。