



1.原材料与配方
根据吹塑地膜对原料熔体形变能力的要求,所选再生PE以老化程度较轻的消费后农用薄膜或包装袋为原料,主要成分是LDPE。
新料LDPE(牌号0209AA)以25%~30%的比例与再生PE共混作为地膜的生产原料。
2.生产工艺
(1)再生PE粒料的生产 再生PE粒料的生产工艺如图4-5所示。
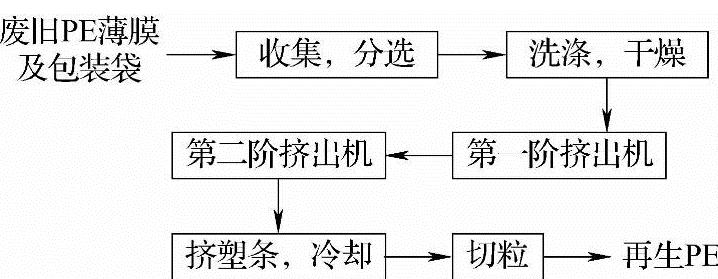
图4-1 再生PE粒料生产工艺
为减少废旧PE在造粒中的老化,挤出机均选用大直径(D)、小长径比(L/D),并采用低温、高速挤出工艺。因第一阶挤出机的挤出熔体直接迸人第二阶挤出机,故后者比前者的D和L/D要小些,如前者的D为120mm,L/D为20;后者的D为80mm、L/D为50。并巨,后者机身在造粒时几乎无需加热。为有效地滤除杂质并减少更换过滤网次数,将机头内腔截面加大1~2倍,并使用多层细筛过滤网。
(2)吹膜地膜 再生PE生产农用地膜采用SJ—45×25型吹膜机组。生产工艺如下:(https://www.xing528.com)
1)挤出温度。为保证物料混炼、塑化效果和减少物料的热、氧老化,挤出温度从加料口到机头依次升高,如190℃、200℃、210℃和220℃。同时,机头温度高,可使口模的分子定向困难,有利于薄膜的纵、横强度趋于一致。
2)吹胀比。随着吹胀比增大,薄膜的拉伸强度横向提高,纵向下降,直角撕裂强度横向下降,纵向提高。当口模直径在100mm,即吹胀比约为5.6时,地膜的纵、横向强度差距较小,巨吹膜容易控制。
3)膜泡形状和冷却线高度。控制膜泡形状和冷却线高度的目的在于使薄膜的强度各向趋于一致。提高冷却线高度,可使经拉伸的分子有足够时间得到解取向,从而降低纵向拉伸强度,提高横向拉伸强度和伸长率。试验表明,膜泡形状呈高脚酒杯状(图4-2)、冷却线高度为530mm左右时,薄膜的各向强度趋于均一。
4)主机转速与卷取速率。主机转速增加,剪切速度加大,产品产量也相应提高,故应选用较高转速以提高生产率。同时,为保证地膜规格,牵引速度和卷取速度也必须相应提高,但太高则会导致膜泡不稳定、挂刀困难、不易分卷。试验表明,主机转速为100r/min,牵引速度和卷取速度相互配合,即可稳定生产出符合要求的地膜。
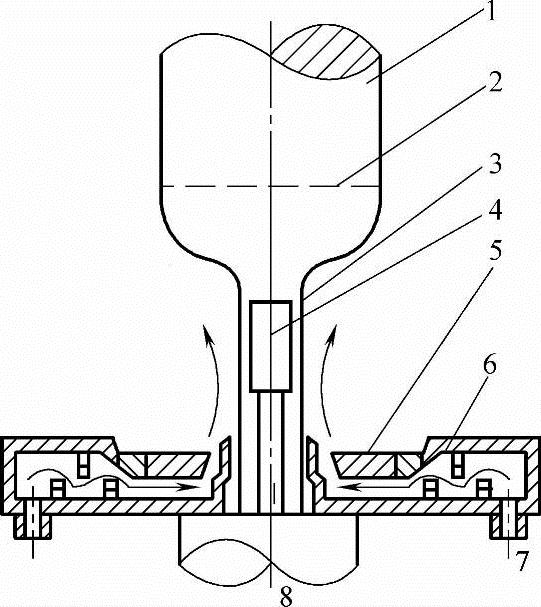
图4-2 再生PE生产膜泡形状
1—泡管 2—冷却线 3—泡颈 4—稳泡棒 5—调节环 6—风环 7—迸风 8—机头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。