



钣金零件的工程师为保证最终折弯成型后的零件为所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法是简单的“掐指规则”,即基于各自经验的规则算法。通常这些算法需要考虑材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等。
为更好地利用计算机超强的分析与计算能力,当用CAD程序模拟钣金的折弯或展开时,也需要一种计算方法以便准确地计算出备料的实际长度。本小节所讲述的几个钣金术语实际上为确定钣金展开长度的几种方式,而且可与“掐指规则”结合使用。
1.K-因子
在折弯变形过程中,折弯圆角内侧材料被压缩、外侧材料被拉伸,而保持原有长度的材料呈圆弧线分布,这个圆弧线被称为中性线。K-因子表示钣金中性线的位置,以钣金零件的厚度作为计算基准(见图3-5左图),为钣金内表面到中性面的距离t与钣金厚度T的比值,即K=t/T。
K-因子值通常由钣金材料供应商提供,或者可根据试验数据、经验或材料手册等得到。需要注意的是,针对不同的折弯情况,K-因子值不可能一成不变,也很难有固定的计算公式,所以根据“掐指规则”自定义一些特殊场合的K-因子是非常必要的。
在SolidWorks中可根据需要自定义不同场合下的K-因子系数表,如图3-5右图所示,从而保证钣金展开后的正确备料长度。
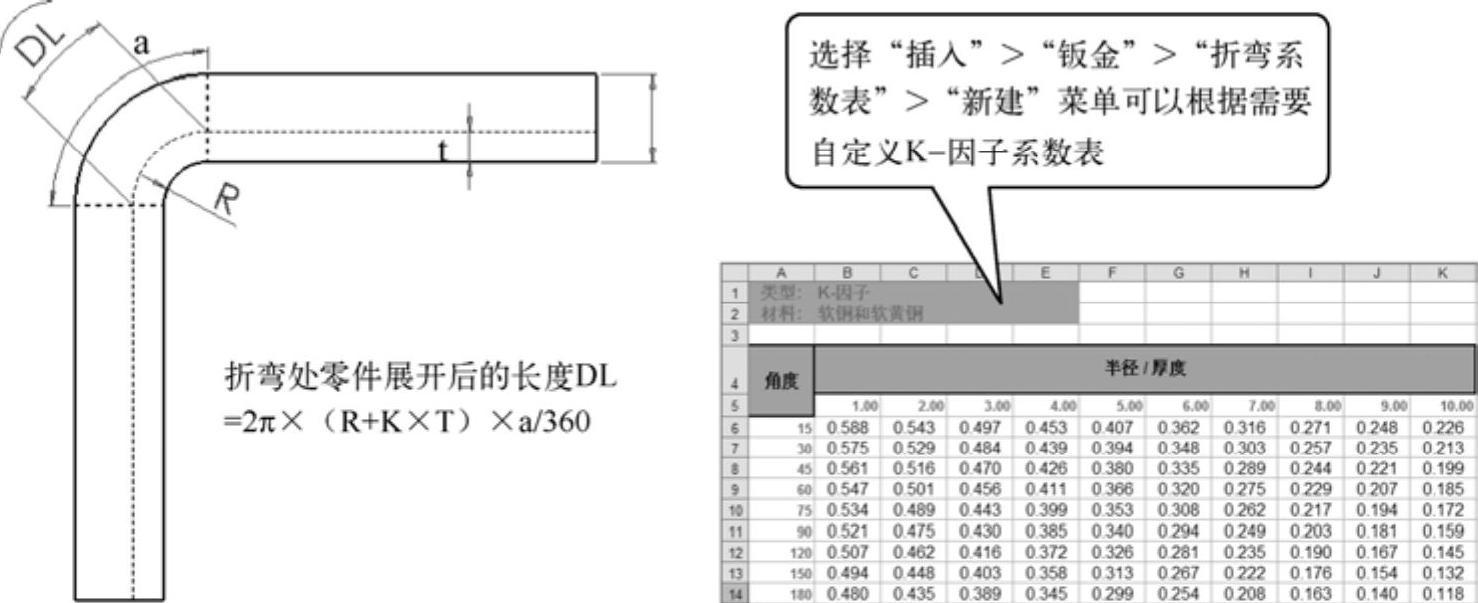
图3-5 K-因子与钣金长度的关系、K-因子系数表
2.折弯系数和折弯扣除(https://www.xing528.com)
如图3-5左图中的公式所示,可以根据K-因子计算出折弯处中性线的长度(即折弯处钣金展开后的长度),此长度即为折弯系数。在实际应用中,折弯系数值通常直接给出,所以说折弯系数可以比K-因子更加直接地定义钣金展开后的备料长度。
折弯系数的值会随不同的情形如材料类型、材料厚度、折弯半径和折弯角度等而不同,而且折弯系数还会受到加工过程、机床类型和机床速度等的影响。
折弯扣除通常是指回退量,而根据定义,折弯扣除为双倍外部逆转与折弯系数之间的差,如图3-6左图所示。折弯扣除的大小也同样受到多种因素的影响。
折弯扣除与折弯系数实际上只是测量或定义方式不同的两个量,在使用时都是用于确定零件展开长度的一个值。而且它们也都可以根据不同的实际情况来定义折弯系数表或折弯扣除表,如图3-6右图所示(SolidWorks中默认提供有多个折弯系数表和折弯扣除表,可直接使用,也可修改后使用)。
知识库
一般来说,对每种材料或每种材料的加工组合会有一个表,初始表的形成可能会花费一些时间(如需要进行反复的测试),但是一旦形成,今后我们就可以不断地重复利用其中的某个部分了。
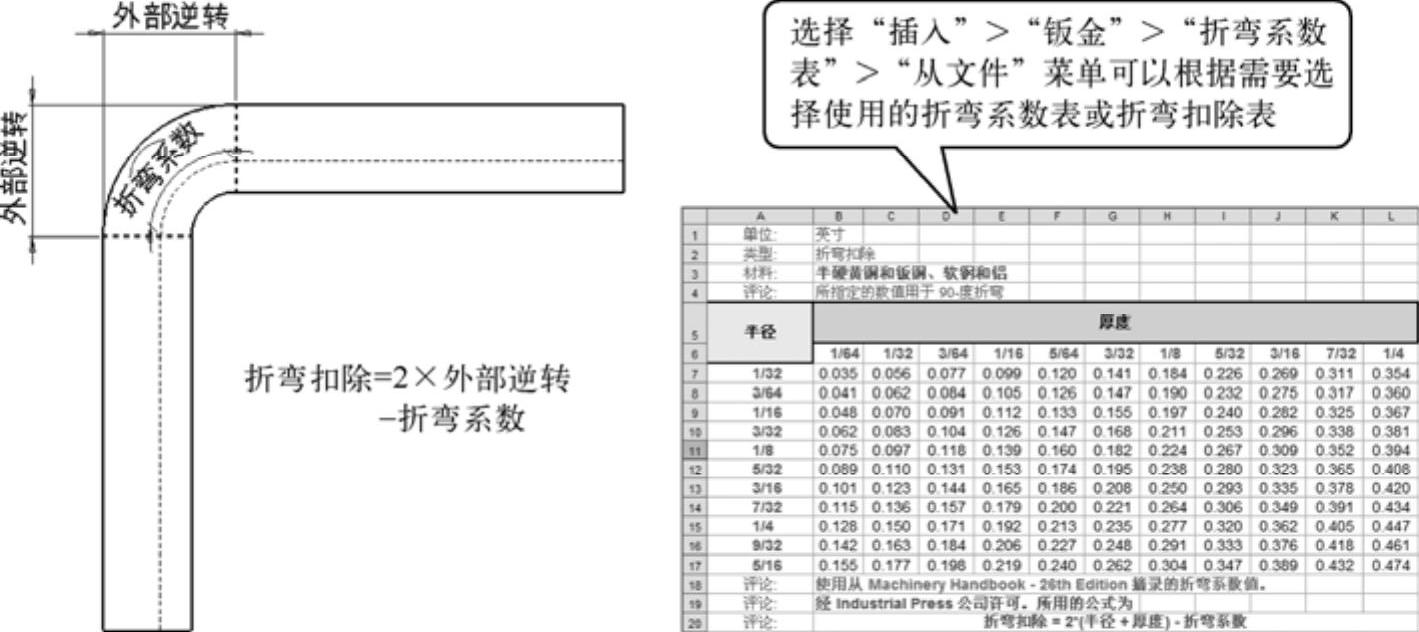
图3-6 折弯扣除与折弯扣除表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。