



钻模板如图10-4所示。钻模板上的ϕ18mm孔需在坐标镗床上加工,其加工步骤如图10-5所示。
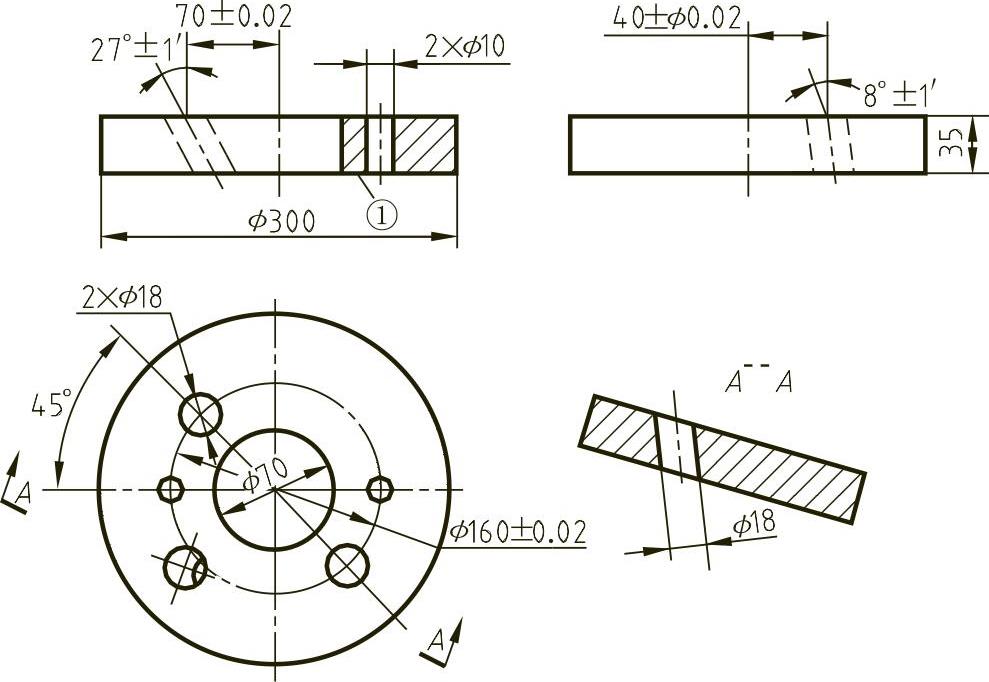
图10-4 钻模板零件图
1.装夹及定位
零件以①面为基准放在万向转台的圆盘上,并进行原始位置找正,使ϕ70mm孔中心轴线与圆盘中心轴线重合,ϕ10mm两孔中心连线与机床OX轴方向平行,如图10-5a所示。此时,ϕ18mm孔中心轴线是双斜线。
2.圆盘旋转
从零件图可以看出,若将圆盘逆时针旋转θ1角,可使ϕ18mm孔中心轴线平行于V面,这样,孔中心轴线便由双斜线变成了单斜线,如图10-5b所示。
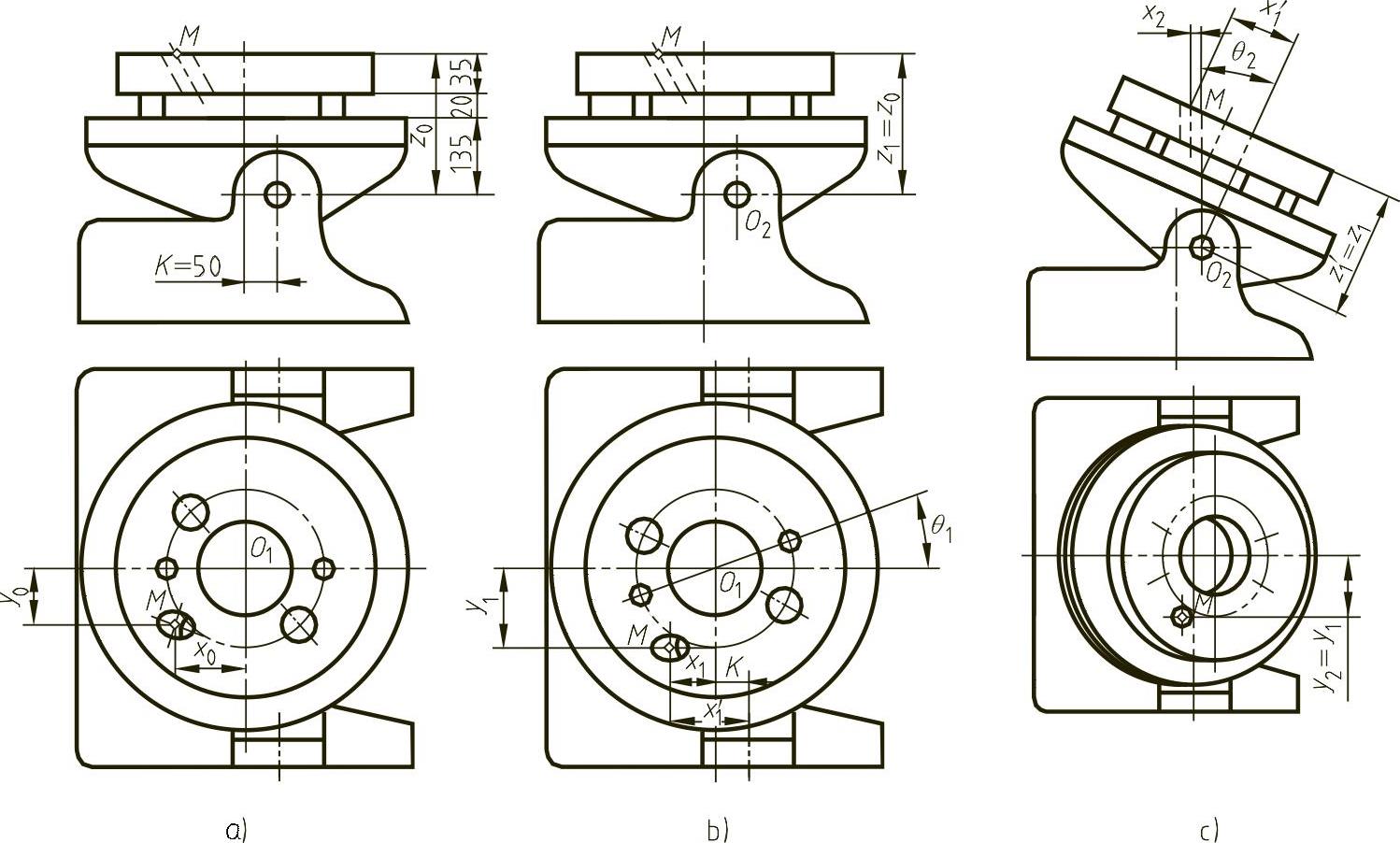
图10-5 斜孔转直过程
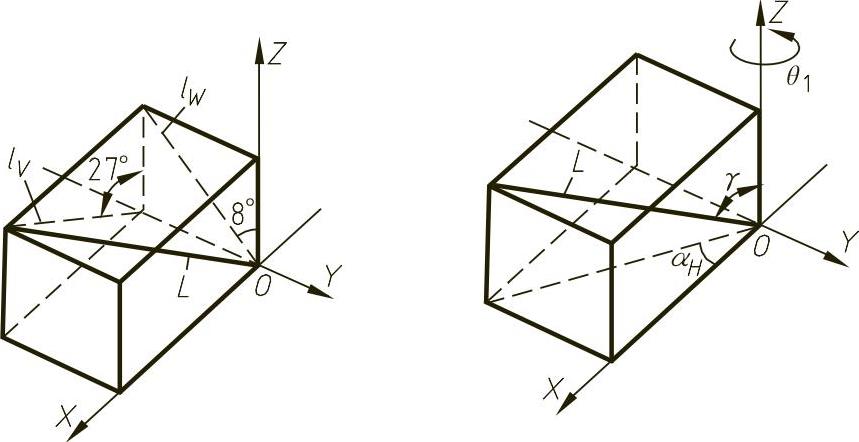
图10-6 孔中心轴线L的直观图

图10-7 孔中心轴线的旋转过程
3.转台旋转
将转台顺时针旋转θ2角,使ϕ18mm孔中心轴线由单斜线变成垂直于H面的位置,此时,孔的中心轴线与机床主轴线平行,如图10-5c所示,即可镗ϕ18mm孔。θ1、θ2是什么角度、其值多大均需要进一步分析和计算。
(1)图形分析 在图10-4中,ϕ18mm孔中心轴线L在V面和W面上的投影lV、lW与坐标轴都不平行,与Z轴夹角分别为27°和8°,将它们抽象出来,可以画成图10-6所示的直观图。将L的投影关系模拟加工过程(见图10-5)进行旋转,如图10-7所示。由此可见,图10-5中的θ1、θ2就是图10-6中的αH和γ。
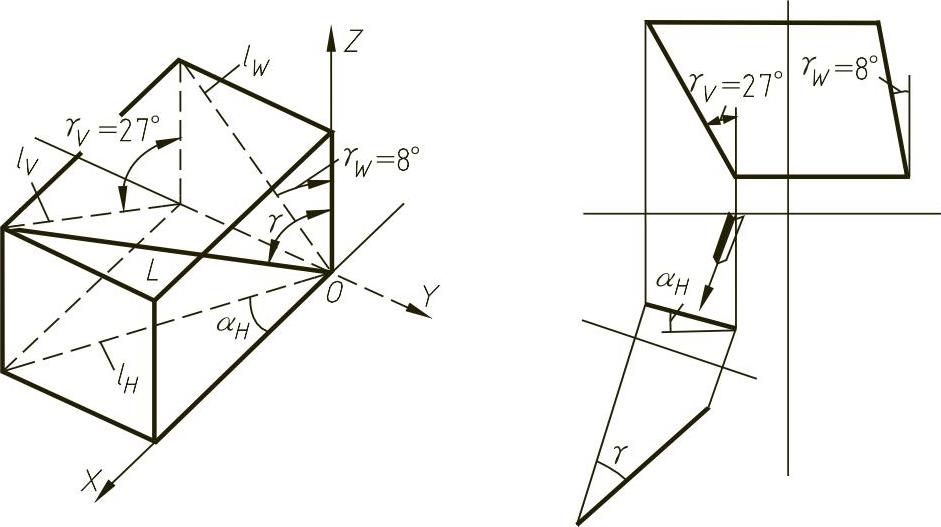
图10-8 L线的角度关系
(2)角度计算 综上所述,可将L线投影的已知角度与待定角度用图形表示,如图10-8所示。为便于选用公式,可将已知角度与待定角度及其余角列出,见表10-2。
表10-2 已知角度与待定角度及其余角

1)计算αH。由图10-8可知
tanαH=tanαVtanγW
所以
tanαH=tan63°tan8°=1.96261051×0.14054083=0.27582691
αH=15°25′13″(https://www.xing528.com)
2)计算γ。由图10-8可知
cotγ=cotγVcosαH=cot27°cos15°25′13″=1.96261051×0.96400136=1.8919592
γ=27°51′32″
(3)点的坐标计算 在加工时不仅要进行角度计算,同时还需要对坐标点的尺寸关系进行换算。如图10-5所示,已知x0=70;y0=40;z0=190;K=50。结合加工过程用旋转法可计算出加工时用的坐标值x和y,计算时应分以下两步进行:
1)定圆盘中心O1为坐标原点,水平逆时针方向旋转θ1角,计算转后的坐标值x1、y1,这时
按已知x′、y′、θ,求x、y与x′、y′的关系为
将对应关系改写成
代入已知数据
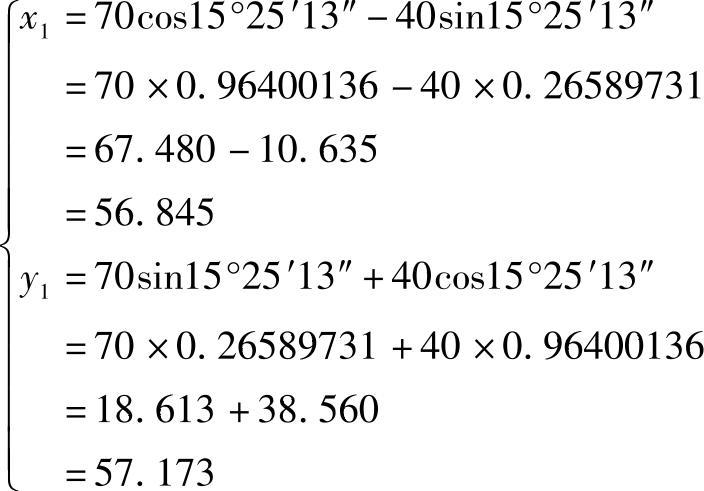
2)定转台回转中心O2为坐标原点,转台绕Y轴顺时针旋转θ2,计算旋转后的x、和y。这时
按已知x′、y′、θ,求x,可将公式
x=-z′sinθ+x′cosθ
改写成
x2=-z1′sinθ2+x1′cosθ2
代入已知数据
因绕y轴旋转,y值不变,故
y2=y1=57.173
从以上计算得到将孔ϕ18mm中心轴线转直后其端点的坐标值为
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。