



制造设置即建立制造数据库。此数据库包含诸如可用机床、刀具、夹具配置、地址参数或刀具表等项目。用户也可以直接进入加工过程,然后在真正需要时定义上述任何项目。
制造设置的一般步骤如下。
Step1.选取命令。单击 功能选项卡
功能选项卡 区域中的“操作”按钮
区域中的“操作”按钮 ,此时系统弹出“操作”操控板。
,此时系统弹出“操作”操控板。
Step2.机床设置。单击“操作”操控板中的 按钮,在弹出的菜单中选择
按钮,在弹出的菜单中选择 命令,系统弹出“铣削工作中心”对话框,在
命令,系统弹出“铣削工作中心”对话框,在 下拉列表中选择
下拉列表中选择 ,如图12.2.8所示。
,如图12.2.8所示。
对图12.2.8所示的“铣削工作中心”对话框中的部分选项说明如下。
◆  :用于设置机床的名称,可以在读取加工机床信息时,作为一个标识,以区别不同的加工机床设置。
:用于设置机床的名称,可以在读取加工机床信息时,作为一个标识,以区别不同的加工机床设置。
◆  :显示所选择的机床类型。可选择的机床类型有铣削、车床、铣削-车削和线切割。
:显示所选择的机床类型。可选择的机床类型有铣削、车床、铣削-车削和线切割。
◆  :用于控制器名称的输入。
:用于控制器名称的输入。
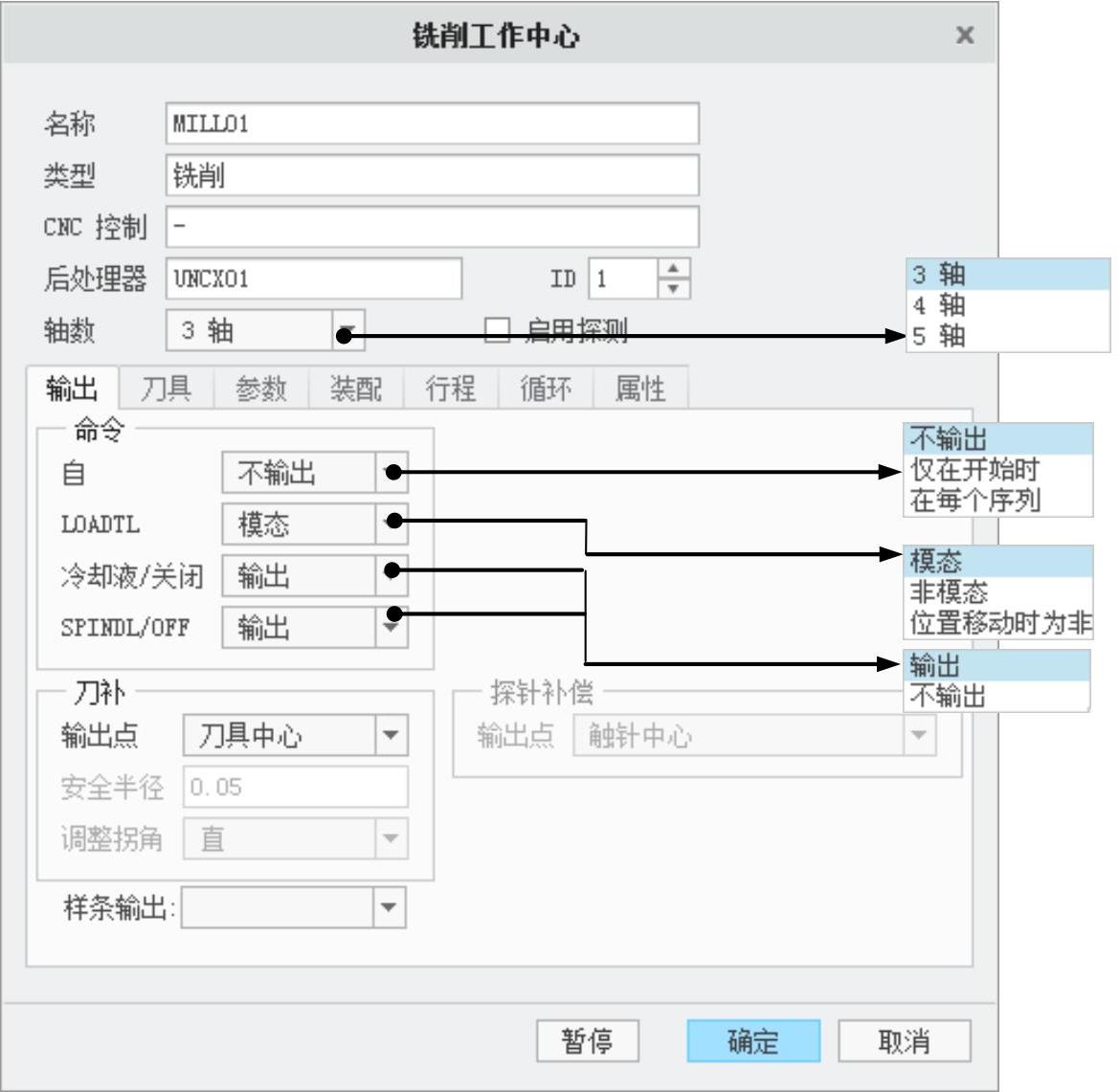
图12.2.8 “铣削工作中心”对话框
◆  :用于加工机床位置的输入。
:用于加工机床位置的输入。
◆  :用于选择机床的运动轴数。
:用于选择机床的运动轴数。
◆  选项卡:可以进行后处理器的相关设置、刀具补偿的相关设置。
选项卡:可以进行后处理器的相关设置、刀具补偿的相关设置。
●  下拉列表:用来指定将FROM语句输出到操作CL数据文件的方式。
下拉列表:用来指定将FROM语句输出到操作CL数据文件的方式。
●  下拉列表:用来控制操作CL数据文件中LOADTL语句的输出状态。
下拉列表:用来控制操作CL数据文件中LOADTL语句的输出状态。
●  下拉列表:用来控制操作CL数据文件中COOLNT/OFF语句的输出。
下拉列表:用来控制操作CL数据文件中COOLNT/OFF语句的输出。
●  下拉列表:用来设定刀补的输出点类型,包含“刀具中心”“刀具边”2个选项,选择“刀具边”后会激活相应的参数。
下拉列表:用来设定刀补的输出点类型,包含“刀具中心”“刀具边”2个选项,选择“刀具边”后会激活相应的参数。
◆  选项卡:用于刀具换刀时间的设置,并进行刀具参数的设置。单击
选项卡:用于刀具换刀时间的设置,并进行刀具参数的设置。单击 按钮,系统弹出“刀具设定”对话框,用于设定刀具的各项参数。
按钮,系统弹出“刀具设定”对话框,用于设定刀具的各项参数。
◆  选项卡:用于进给量单位和极限的设置,设置界面如图12.2.9所示。
选项卡:用于进给量单位和极限的设置,设置界面如图12.2.9所示。
◆  选项卡:用于选择机床的装配模型,指定机床主轴加载的坐标系。
选项卡:用于选择机床的装配模型,指定机床主轴加载的坐标系。
◆  选项卡:用于设置加工机床刀具在各方向(X_,Y_,Z_)的最大和最小移动量。设置界面如图12.2.10所示。
选项卡:用于设置加工机床刀具在各方向(X_,Y_,Z_)的最大和最小移动量。设置界面如图12.2.10所示。
◆  选项卡:用于在孔加工过程中定制循环。
选项卡:用于在孔加工过程中定制循环。
◆  选项卡:用于注释工作机床设置的相关信息。
选项卡:用于注释工作机床设置的相关信息。

图12.2.9 “参数”选项卡
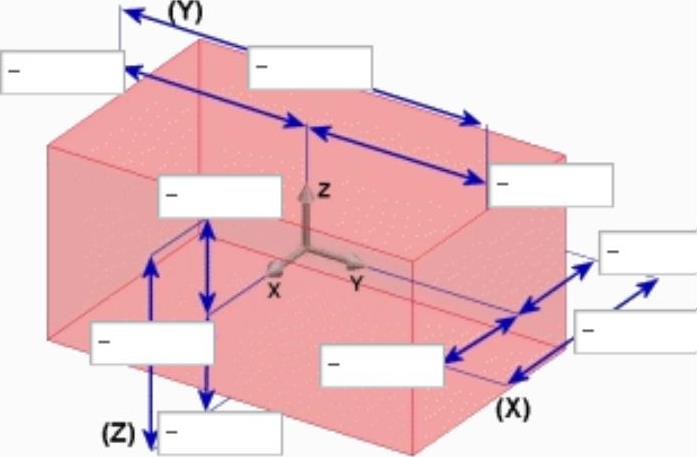
图12.2.10 “行程”选项卡(https://www.xing528.com)
Step3.刀具设置。在“铣削工作中心”对话框中单击 选项卡,然后单击
选项卡,然后单击 按钮,系统弹出“刀具设定”对话框。设置图12.2.11所示的刀具参数,设置完毕后依次单击
按钮,系统弹出“刀具设定”对话框。设置图12.2.11所示的刀具参数,设置完毕后依次单击 和
和 按钮,返回到“铣削工作中心”对话框。
按钮,返回到“铣削工作中心”对话框。
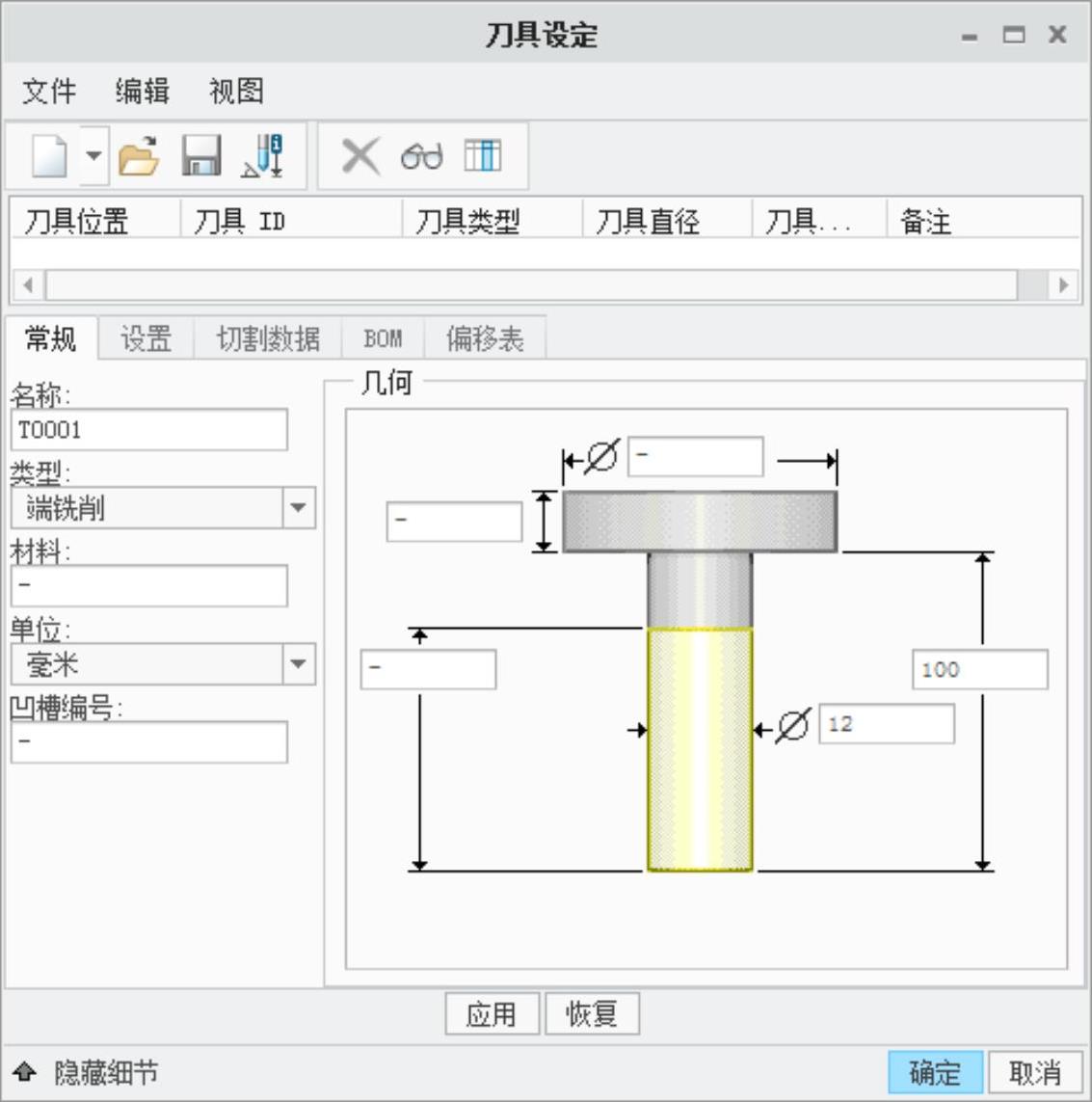
图12.2.11 “刀具设定”对话框
Step4.在“铣削工作中心”对话框中单击 按钮。
按钮。
Step5.机床坐标系设置。在“操作”操控板中单击 按钮,在弹出的菜单中选择
按钮,在弹出的菜单中选择 命令,系统弹出图12.2.12所示的“坐标系”对话框。按住Ctrl键,依次选择NC_ASM_FRONT、NC_ASM_RIGHT和图12.2.13所示的模型表面作为创建坐标系的三个参照平面,单击
命令,系统弹出图12.2.12所示的“坐标系”对话框。按住Ctrl键,依次选择NC_ASM_FRONT、NC_ASM_RIGHT和图12.2.13所示的模型表面作为创建坐标系的三个参照平面,单击 按钮完成坐标系的创建。在“操作”操控板中单击
按钮完成坐标系的创建。在“操作”操控板中单击 按钮,此时系统自动选择了新创建的坐标系作为加工坐标系。
按钮,此时系统自动选择了新创建的坐标系作为加工坐标系。
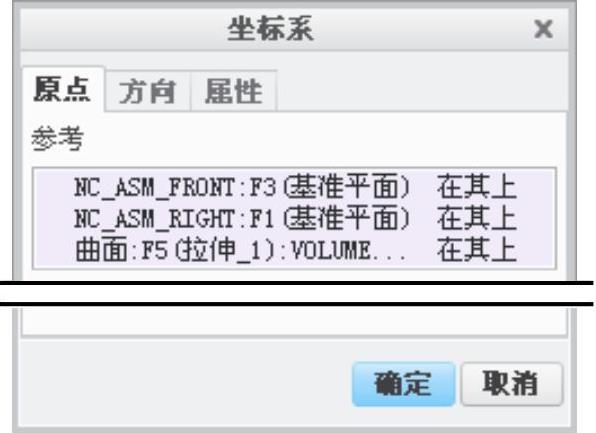
图12.2.12 “坐标系”对话框
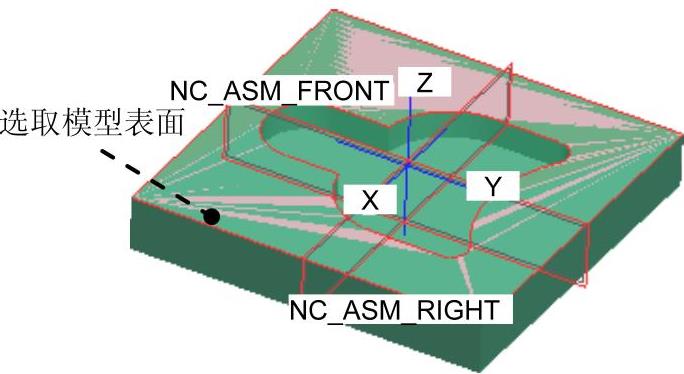
图12.2.13 选取参照平面
Step6.退刀面的设置。在“操作”操控板中单击 按钮,系统弹出图12.2.14所示的“间隙”设置界面,然后在
按钮,系统弹出图12.2.14所示的“间隙”设置界面,然后在 下拉列表中选取
下拉列表中选取 选项,单击
选项,单击 文本框,在模型树中选取坐标系ACS0为参照,在
文本框,在模型树中选取坐标系ACS0为参照,在 文本框中输入数值20.0,此时在图形区预览退刀平面如图12.2.15所示。
文本框中输入数值20.0,此时在图形区预览退刀平面如图12.2.15所示。

图12.2.14 “间隙”设置界面
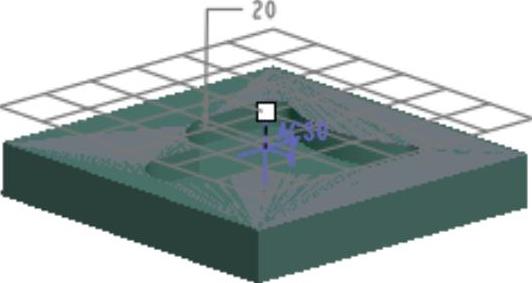
图12.2.15 退刀平面
图12.2.14所示的“间隙”设置界面中的各项说明如下。
◆ 在 区域的
区域的 下拉列表中有5种退刀方式,不同的退刀方式所激活的设置参数不同,下面分别对其进行简要说明。
下拉列表中有5种退刀方式,不同的退刀方式所激活的设置参数不同,下面分别对其进行简要说明。
●  选项:不设定退刀。
选项:不设定退刀。
●  选项:为退刀定义一个平面,用户需要选择一个平面参考并输入必要的距离数值,图12.2.15所示为退刀平面的效果。
选项:为退刀定义一个平面,用户需要选择一个平面参考并输入必要的距离数值,图12.2.15所示为退刀平面的效果。
●  选项:为退刀定义一个圆柱面,用户需要选择一个坐标系作为参考并定义轴线方向和半径大小,图12.2.16所示为退刀圆柱面的效果。
选项:为退刀定义一个圆柱面,用户需要选择一个坐标系作为参考并定义轴线方向和半径大小,图12.2.16所示为退刀圆柱面的效果。
●  选项:为退刀定义一个球面,用户需要选择一个坐标系作为参考并输入必要的半径数值,图12.2.17所示为退刀球面的效果。
选项:为退刀定义一个球面,用户需要选择一个坐标系作为参考并输入必要的半径数值,图12.2.17所示为退刀球面的效果。
●  选项:用户需要为退刀定义一个曲面。
选项:用户需要为退刀定义一个曲面。
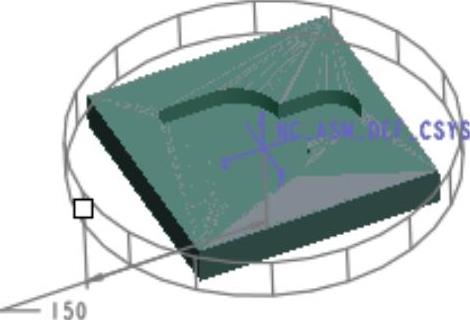
图12.2.16 定义退刀圆柱面
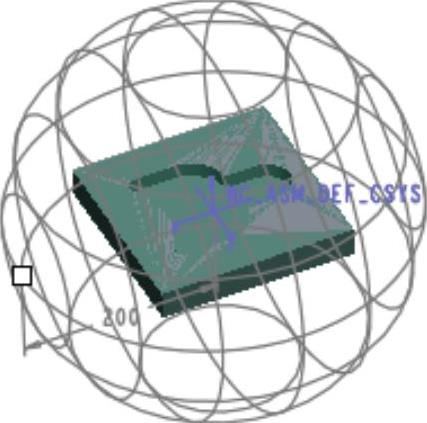
图12.2.17 定义退刀球面
Step7.在“操作”操控板中单击 按钮,完成操作的设置。
按钮,完成操作的设置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。