



打印针装配制造中一个很重要的制造工艺是针体的焊接。
一般来说,针杆与拍板焊接处用的是银焊剂,在焊接时,焊接角度和焊接温度是特别重要的两个控制因素。
焊接角度是指针的轴线与拍板平面的相交角度,通常设定为92°~95°,当然不同的厂家会根据自身的情况有不同的考虑。装配成打印头时,打印针由初级导套的圆形排列,经若干副导片各导套的引导,变成针导片处的直线排列时,此范围内的焊接角度所引起的打印针的针杆变形最小,即其所承受的阻尼和磨损最小(见图2-11)。
拍板与打印针焊接时的温度通常是700~800℃。如果温度过高,针杆会有一次额外的不受控制的热处理过程,会降低针杆本身的硬度,造成易断针,而且针杆还会出现扭曲变形的现象。如果温度过低,因银焊剂熔化不充分,银焊剂太少,降低了焊接强度,造成虚焊。虚焊的组件在使用一段时间后,打印针会很容易从拍板处脱落出来(见图2-12)。
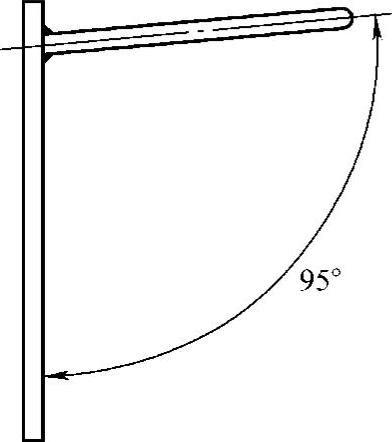
图2-11 打印针焊接角度
由于焊接的工艺要求非常高,有些型号的打印针就取消了焊接的工艺,改为拍板和打印针之间为浮动接触。但取消了焊接,却对其他零件的工艺要求更加提高了,例如打印针处就需要加一个直径较大的击打锤头且需要较高要求的连接工艺,拍板和弹簧(弹片)也会设计得非常复杂和难以加工(见图2-13)。
拍板的重量对应答速度影响很大,拍板越轻,可以设计的击针速度也就越快,但重量轻,拍板的承载能力就会降低,限制击打力的提高。一般选用比较轻、磁力反应性能非常好的材料,如硅钢等。
磁轭也是打印头的关键部件之一。磁轭是用一种特殊的软磁材料制成的,起着传递磁力线的作用,即线圈通电时磁性较强,而断电后几乎没有残磁。
由于电磁效应和线圈的内阻,击打过程中在线圈和磁轭内部会产生很多的热量,因此必须考虑其散热。通常在线圈和磁轭的周围填充有白色的散热硅胶,用以固定线圈和向外部传导热量;同时,打印头的外壳上也有散热片,向外部传导热量。
另外,在大多数的打印头内部会安装有一个热敏电阻,它是一个能随温度变化而阻值也变化的元件。热敏电阻和另一个电阻串联分压,打印机的处理器将根据分压电阻上所分电压的高低,与其内部的基准电压比较,从而测量和计算出打印头的温度。当打印头温度升至一定温度时,处理器将控制打印机或进行单向打印,或停止打印仅让字车空行走,使打印头在不出针空走的时间里冷却,以保护打印头;当温度降低后,再恢复单向打印或者双向打印。(https://www.xing528.com)
针导片是遭受磨损最为严重的部位,并且打印速度越快,磨损也就越严重。为了使其性能禁得住针的高速滑动摩擦,一般选用抗磨损而且具有自润滑性的材料,如尼龙、特氟龙、特种陶瓷等。
针杆打印一个点后,由弹簧将其复位,复位弹簧的设计应满足两个方面的要求:
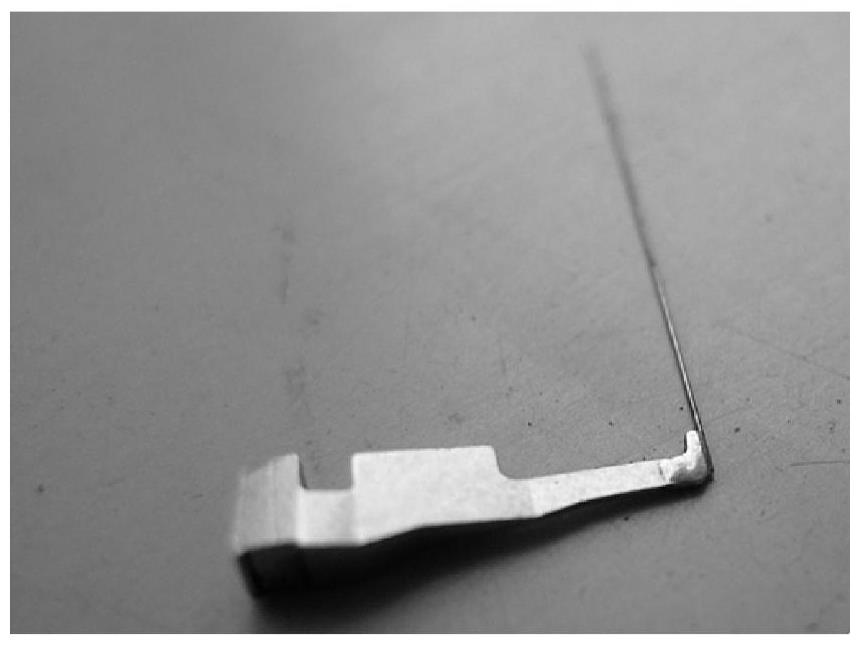
图2-12 与拍板焊在一起的打印针(得实AR-300K卷筒式通用打印机)
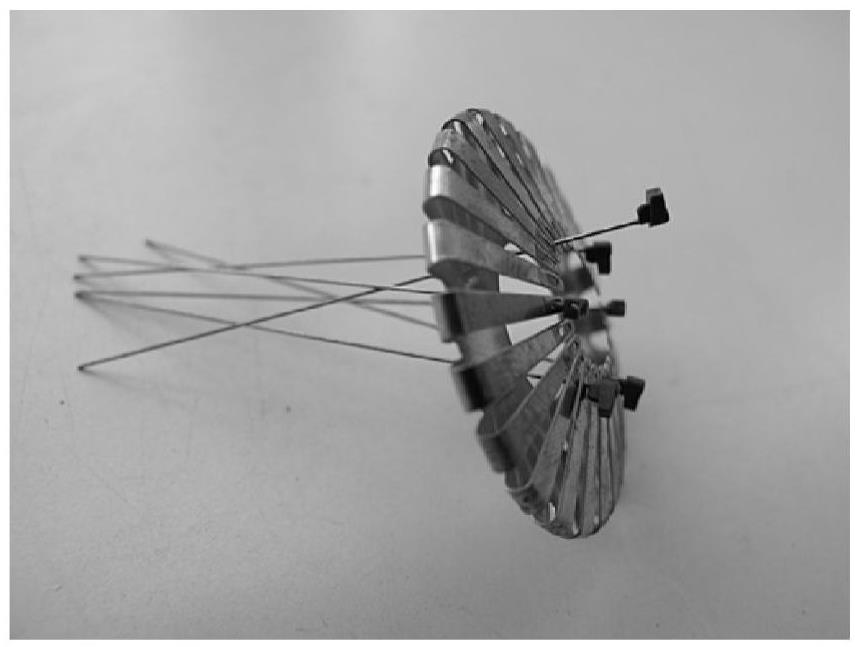
图2-13 不需与拍板焊在一起的打印针(TallyT2280+高负荷打印机)
注:旁为配套的弹片
1)在打印结束之后,将针杆迅速退出色带,这一过程要求时间很短,可以避免针与色带沿垂直针轴方向的相对运动,不会撕破色带或被色带将针拉断。另外,缩短针返回时间有利于缩短打印周期,提高打印速度。
2)复位过程要求平稳,尽量减少打印针与拍板及阻尼垫片的冲击和余振,由于这个冲击力的作用,拍板将会作阻尼振荡,慢慢停止,这种振荡会造成打白点、漏字等,尤其是对于打印速度特别快的打印针。
因为弹簧与拍板均为金属,直接接触会磨损拍板和弹簧端面,所以必须用弹簧帽隔开,弹簧帽要由特别耐磨损的树脂或陶瓷做成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。