



【摘要】:1)打开文件Single Spindle.vnc。这个例子不使用“自动余隙”参数,因为在后面的镗内径时可以设定较小的余隙参数。这些操作都采用上刀塔TG1上的刀具。由于零件的端面几何是一个圆弧特征,为了拾取合适的车削端面对象,需要增加一根直线特征。这条线的长度不限,因为加工的起始点和终止点可由加工标记来确定。4)创建#1刀具为车刀,并创建一个轮廓端面车削特征,如图6-3所示。7)生成车削端面的程序。
1)打开文件Single Spindle.vnc。
这个例子不使用“自动余隙”参数,因为在后面的镗内径时可以设定较小的余隙参数。这也是本书唯一不使用“自动余隙”参数的例子。
2)打开刀具列表和工序列表:
 。
。
这个例子先车削端面,然后进行钻中心孔和内径镗削操作。这些操作都采用上刀塔TG1上的刀具。由于零件的端面几何是一个圆弧特征,为了拾取合适的车削端面对象,需要增加一根直线特征。
3)在Z0的位置创建一条垂直线,如图6-2所示。
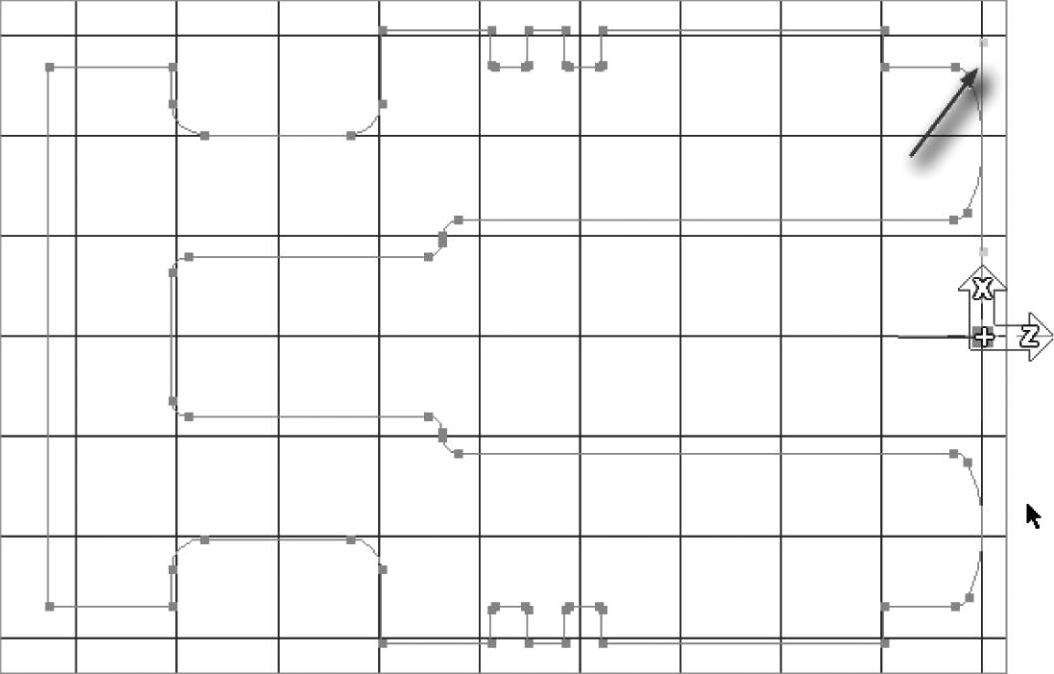
图6-2 绘制X方向线段
这里不限制具体采用何种方式创建,在本例中采用的是鼠标拉线的工具来创建。这条线的长度不限,因为加工的起始点和终止点可由加工标记来确定。
4)创建#1刀具为车刀,并创建一个轮廓端面车削特征,如图6-3所示。
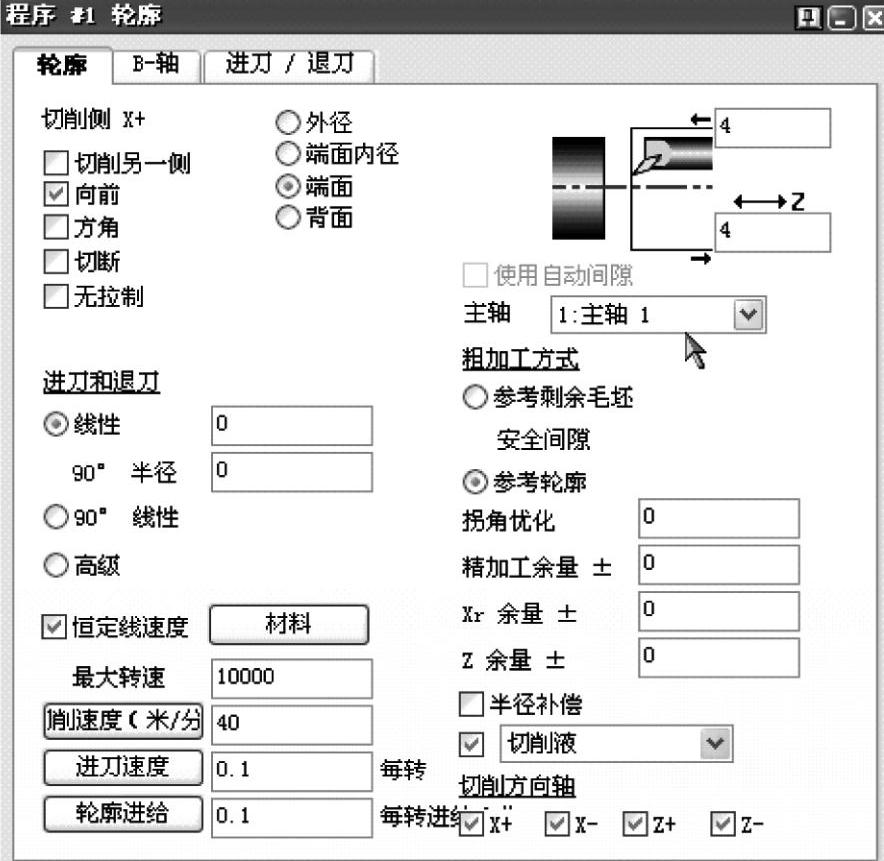
图6-3 创建车削特征(https://www.xing528.com)
这里的工序块包含了所用的刀具号和刀具组信息,如图6-4所示。
5)选择创建的加工轮廓,如图6-5所示。
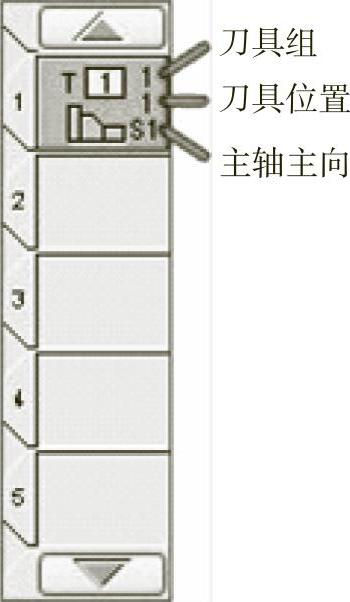
图6-4 刀具组信息
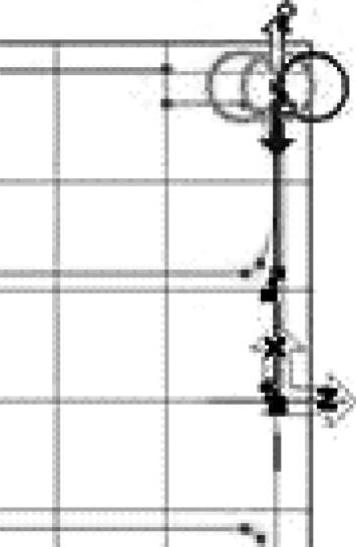
图6-5 选择加工轮廓
6)选择加工标记。拖拽起点标记到毛坯之外,重点标记刚过中点之下即可。
7)生成车削端面的程序。我们将创建钻孔操作去除工件中心的毛坯,钻孔之后我们将创建内径粗镗和精镗加工操作。
8)清除选择。
9)清除列表。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。