



当我们同步和管理操作时,同步控制对话框将是我们的助手。这个简单的对话框非常强大。它依照操作顺序的实际时间显示操作块。同步对话框允许用户增加操作和操作的实时同步,编辑同步,重新计算切削时间以使一主轴与其他主轴匹配,且在操作被替换时能轻易地修改。在同步控制对话框中选择一个操作,同时也就选中了操作列表中适当的块,操作管理,适当地更新屏幕上的刀具路径轨迹。另外,当选择的操作改变时,操作数据和公用工具标记对话框同时被更新,而不管它是如何改变的。对话框列出了所有的有效通道和通道内的操作。操作能在当前所在的模式下独立选择和修改。对话框同时也显示了当前的实际时间。实际时间将在用户做出修改后自动更新,如图3-70所示。
其中,有些MTM机床有个更加复杂的方面,那就是它们能同时做多件事。这些机床能在同一时间真正地运行多个G代码程序。此同步对话框为用户用图形显示出来了。一个通道通常是一个刀塔,确切地说是一个转台的程序。长度即代表实际时间。操作块之间的空隙是内部操作运动的时间。
操作开始于刀具越过其在余隙位置的切削起始点,结束于其越过在余隙位置的结束点。余隙位置可以指定,或通过文档控制对话框中的自动余隙选项自动计算,这和标准的车模块一样。
1.统一块视图
统一块视图 按钮能在实时比例和相同尺寸间进行切换。在用户的操作看起来非常小或快的时候,此视图将非常有用,如图3-71所示。
按钮能在实时比例和相同尺寸间进行切换。在用户的操作看起来非常小或快的时候,此视图将非常有用,如图3-71所示。

图3-70 同步控制对话框基本元素
1—同步模式 2—操作模式 3—主轴模式 4—检查器 5—同步控制 6—主轴选择 7—统一块 8—缩放时间 9—重新计算
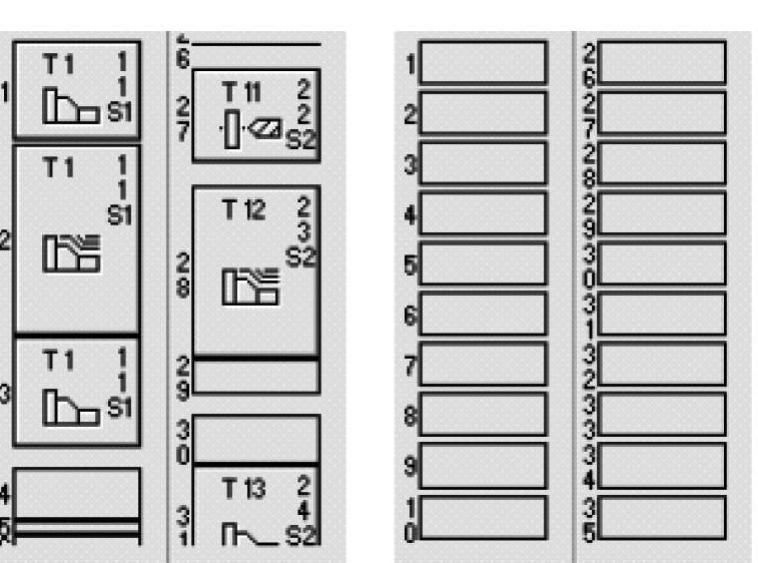
图3-71 统一块视图
2.模式
在同步控制对话框顶部有三个按钮,分别是同步模式、操作模式和主轴模式。这些模式能切换对话框的三种状态。当模式改变时,对话框的内容不会发生变化,但显示和功能会变。每一种模式显示不同的块选项和功能。同步模式允许用户创建和删除同步,促使操作在其他操作后等待。操作模式提供用户操作列表实时的显示来编制程序或重排。主轴模式让用户选择哪一个操作控制主轴。每一个模式在下面都有详细的解释。
3.同步模式
“同步”是一个告诉一个通道等待另一通道的G代码程序命令。常规情况下,所有的通道会一起同步等待最后一个通道。例如:一个双刀塔机床有两个转台/刀塔,且各有一个通道。如果我们同步两个操作,第一个操作到达G代码同步指令会等待另一刀塔到达其G代码通道中的对应同步点。这些会在同步对话框中用图形显示出来。
块选择:在同步模式下可以选择操作块的顶部和底部。用户只能在一个通道中选择一个。同一通道中多选是被禁止的。选择操作块上半部分表示操作的起始。选择操作块的下半部分表示操作的结束。
在同步模式下的同步控制对话框用来增加和编程操作同步和一致同步。同步用同步控制来设定。同步控制由三个按钮组成,一个是增加操作同步,一个是增加一致同步,还有一个是清除同步,如图3-72所示。
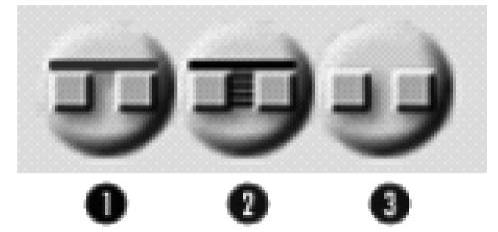
图3-72 同步块选择
1—增加操作同步 2—增加一致同步 3—清除同步
4.制作同步
操作同步可让用户同步多个通道间的操作。用户可以使任意操作的起始或结束与另一个通道内的操作的起始和结束“同步”。实际上,如果有更多的通道,用户还能同步更多的操作。
要设置同步,首先选择操作并单击操作同步按钮。当用户做好后就会画出来一条连接操作的有点的蓝色线。蓝色线上很小的三角点指示这是在操作起始同步还是在操作结束同步。所有的运行时间计算会自动更新,操作块会移动位置。就这么简单,如图3-73所示。
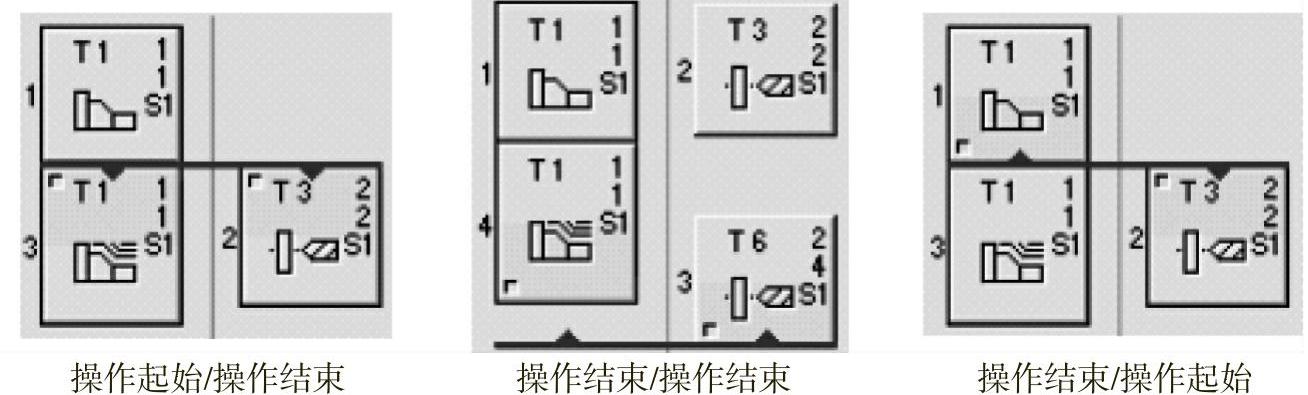
图3-73 操作块位置移动
要清除操作同步,选择已同步的其中一边操作,并单击清除同步按钮。不需要选择所有的操作来清除一个同步。
(1)一致同步
一致同步允许用户在多个通道间进行一致同步。当操作被选中且一致同步按钮被按下时,将会画出一条连接操作的黑色线,并且打开一致同步对话框。不管用户是怎样选取的,一致同步总是把操作的顶部进行同步,用户能通过下面的选项完成设置操作。设置好后如果要打开一致同步对话框,单击其中一个黑色的箭头,如图3-74所示。
(2)在结束处等待
当选择此项后,无论哪把刀到达结束时都会等待另一把刀到达其结束位置。刀具会退到安全位置,准备下一个一致同步。
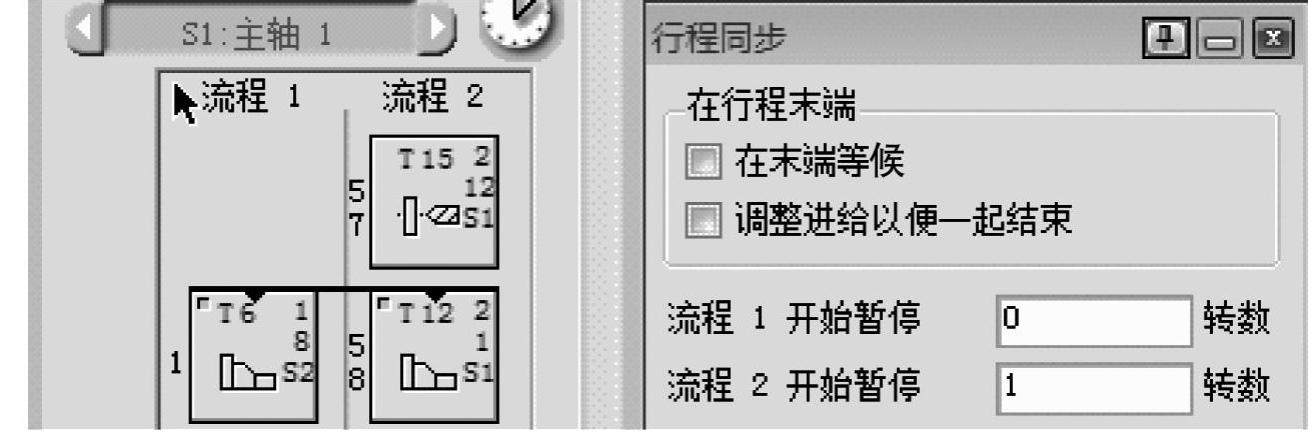
图3-74 一致同步
(3)调整进给以同时完成
操作的进给速率会调整到使刀具保持指定的差距。
(4)不在结束处等待也不调整进给
刀具只是简单地同时开始。
(5)等待且调整进给以同时结束
刀具会同时开始和同时结束,并且用同样的进给完成,除非其中一个刀具存在距离差,或者其中一个操作比另一个操作时间上长很多。这种方式操作将总是一起结束,甚至其中一个需要另一个来“抓取”。
(6)通道1和通道2开始差距
每一个操作将给出指定的差距来等待一个操作的开始。
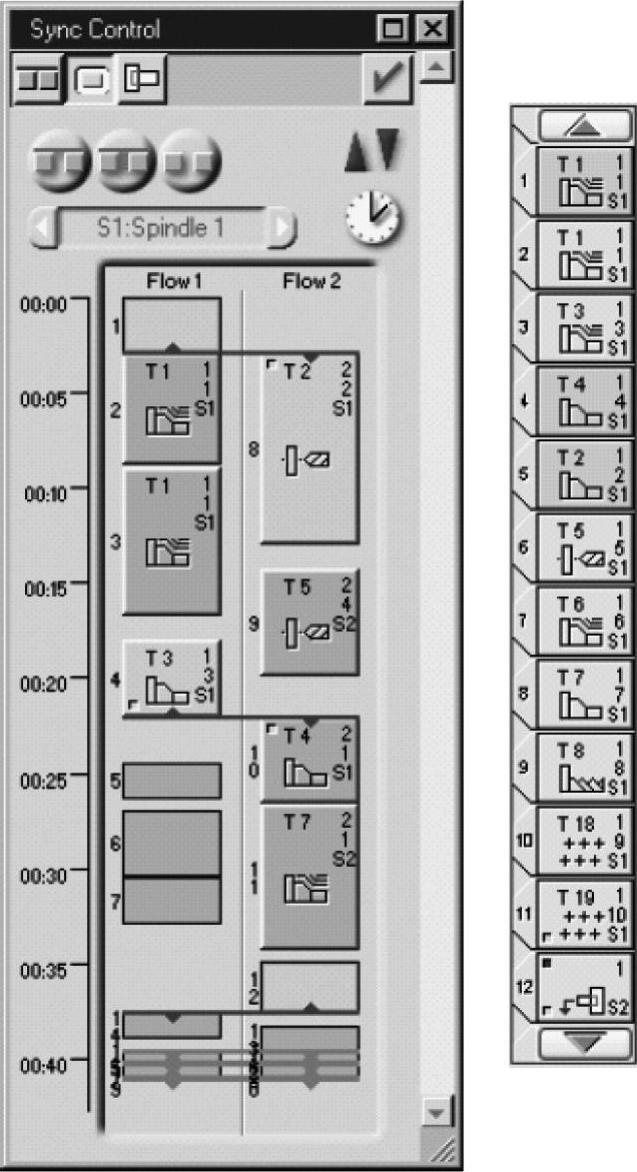
图3-75 同步对话框与操作列表对应
注意:创建一致同步在后处理输出时有几个结果。如果在循环中使用了一致同步操作,循环将不会在G代码中输出。创建同步(CSS)使用后不会被激活,但其中一个操作将在主轴模式设定中的CSS设定中给出控制。
(7)操作模式
在操作模式 中,同步控制对话框与操作列表很相似,但是基于时间格式,且显示了刀塔和通道之间的关系。操作能被选择且能拖曳移动。
中,同步控制对话框与操作列表很相似,但是基于时间格式,且显示了刀塔和通道之间的关系。操作能被选择且能拖曳移动。
左键双击一个操作将载入程序,右键单击将弹出操作列表索引菜单。在操作模式下的同步控制中做的任何操作将在操作列表中反映出来。请注意操作不能跨通道拖曳。用户必须重建操作或更改操作所使用的刀塔来使它改变所处的通道。(https://www.xing528.com)
(8)操作块选择
在操作模式下,用户选择或不选择一个操作块可以使用Windows的编辑习惯(单选=切换选择,<CTRL>+左键单击=多选,<Shift>+左键单击=范围选取)。选择的操作块会同时在操作列表和同步控制对话框中高亮。图3-75表现了在操作控制中选取多重和分隔的操作,并且它们也在操作列表中被选中。
5.主轴模式
主轴 模式允许用户指定控制哪一个通道,用于当多个刀塔同时在一个主轴上的切削,包括转速、方向和C轴切削。当在主轴模式下主轴选择按钮被激活,此按钮将在可用主轴间循环,让用户分别设置每一个主轴。
模式允许用户指定控制哪一个通道,用于当多个刀塔同时在一个主轴上的切削,包括转速、方向和C轴切削。当在主轴模式下主轴选择按钮被激活,此按钮将在可用主轴间循环,让用户分别设置每一个主轴。
在主轴模式下,任何在当前主轴下执行的操作都可以被选中,不执行的操作将变成灰色显示。在主轴模式下,用户选择或不选择一个操作块可以使用Windows的编辑习惯(单选=切换选择,<Ctrl>+左键单击=多选,<Shift>+左键单击=范围选取),如图3-76所示。

图3-76 不同主轴模式下的操作控制比较
当两个独立的通道中的操作在同一主轴上切削时,将会产生转速和方向上的冲突。如果不设定则不会输出主轴指令。要为其中一个通道的操作给定主轴转速,简单地选择操作,并确认没有选择任何在同时切削的操作,然后左键单击重算按钮。
用户可以通过这种方法来设定全部通道的转速。如果有重复操作被选中,所有的通道将会随机输出主轴命令结果。不推荐使用这种方法。
用户需要注意哪一个通道来控制主轴的速度。如果刀具切得很深,然后在另一通道中给予了不同的主轴控制,突然的转速变化将损坏刀具或零件。
6.同步检查器检查器 意味着在MTM零件中手动运行操作检查。检查器会在操作间寻找同步冲突(如同时车和铣)、不正确的同步和转速设定上的冲突。在多个刀塔同时加工一个主轴时,转速设定中的冲突能被发现,一般在粗加工和钻孔操作中,系统知道哪一个操作在控制主轴转速。
意味着在MTM零件中手动运行操作检查。检查器会在操作间寻找同步冲突(如同时车和铣)、不正确的同步和转速设定上的冲突。在多个刀塔同时加工一个主轴时,转速设定中的冲突能被发现,一般在粗加工和钻孔操作中,系统知道哪一个操作在控制主轴转速。
每次打开同步控制对话框,同步检查器都将进行检查。此按钮允许用户检查自己的工作。拖动已同步的操作可能会导致交叉同步。这是检查器要查找的错误之一。
(1)时间比例
时间比例是一组蓝色箭头,一个放大时间刻度,一个压缩时间刻度。每个通道内的所有操作将成比例地拉伸来显示。当同步控制对话框关掉且重开时,时间刻度将会自动重置为适当对话框。
如果用户想保留当前时间比例则不要关掉同步控制对话框。这样会在下次打开时重新计算时间刻度以适应当前操作。可以尝试最小化窗口来保留用户当前的时间比例。
(2)同步参数
右键单击同步控制标题栏允许用户打开能控制时间比例变化多少或多快的同步参数对话框。
(3)延时
此项目控制其工作时缩放的速度。一个单位指1/60s,默认值为5时每12格代表1s,如图3-77所示。
(4)比例
此项目控制每个操作每次点击时的变化量。
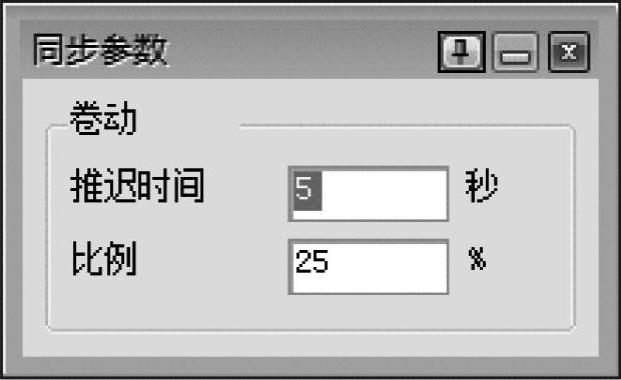
图3-77 延时对话框
7.重新计算
重新计算按钮像一个时钟。此按钮用于确认可能改变切削时间的操作。系统会计算大多数项目而非全部项目。
8.通道显示
所有的通道内的操作左边有一条时间刻度。依赖于用户所处的模式,通道内的不同操作被选中,有不同的功能。每一个方块代表一个操作和所需要的时间,包括介于CP1和起始或终止点间所有运动。方块间的空隙表示换刀所需要的内部运动时间。操作块将说明从CP2开始运动的时间,所有切削所需要进给和快速运动直至CP3,如图3-78所示。
9.反转操作

图3-78 通道显示
MTM中一个非常强大的特点就是没有一个“正确”的方法来加工零件。不同的人用不同的方法来设定他们的多主轴零件几何;有些人可能设定所有的零件在一个主轴上,然后移动到副主轴,而其他人可能在每个主轴上创建零件。在主轴间移动几何也有许多方法,操作也完全一样,那就是零件能用不同的方法来编程。有一种功能允许这种灵活性结合刀具和操作,让用户能“反转”操作。这种结合将独立于刀具设定外自动地更新操作轨迹的切削侧。如果用户改变了刀具的切削侧定义,如将-X侧改为+X侧,操作会自动更新。
10.公用数据
所有的操作都能手动添加将被后置输出的公用数据,如停止指令。强烈建议用户不要修改自动创建的公用数据,如同步关键词。修改数据的错误能导致程序出现关键的错误,还可能导致机床严重的损伤。公用数据对话框中的所有数据是针对不同的MDD来定制的。图3-79所示的可能不一定适合于用户的MDD。
(1)操作注释
用户可以输入一个将后置输出的关于操作的注释。例如:在副主轴进入公用操作的前面输入“副主轴开始进入”。
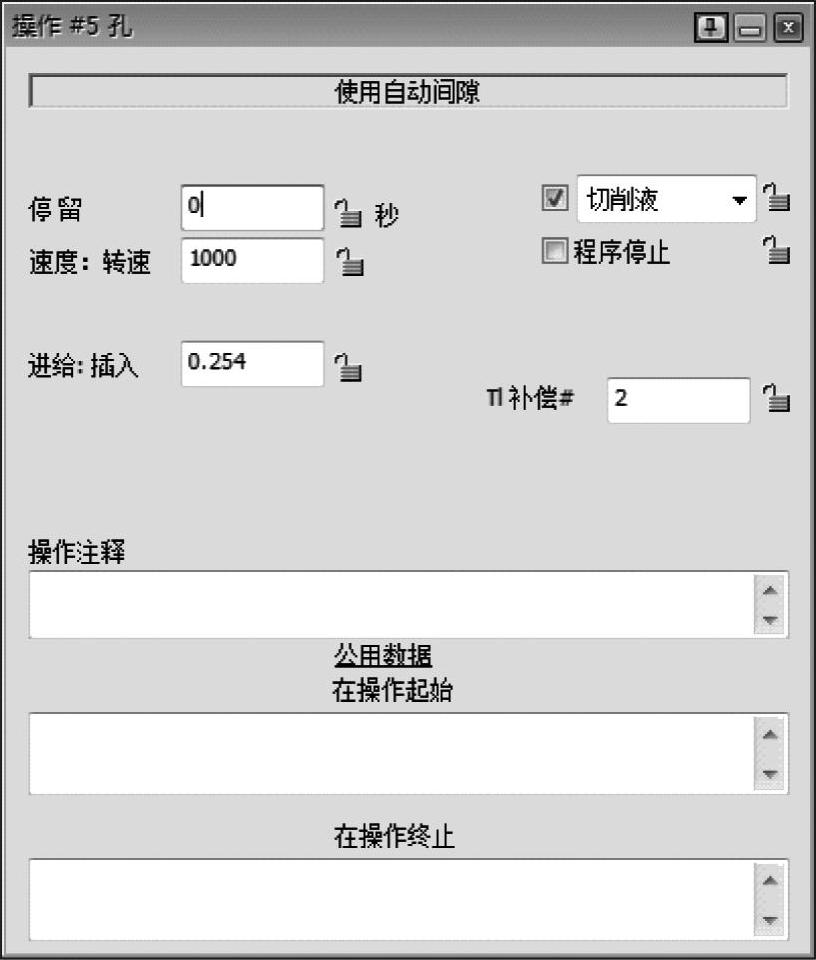
图3-79 公用数据
(2)在操作开始
此数字是开始同步时的内部同步数字,用于保持同步轨迹。不要修改此数据,修改此数据不正确将导致机床错误。
(3)在操作结束
此数字是开始同步时的内部同步数字,用于保持同步轨迹。不要修改此数据,修改此数据不正确将导致机床错误。
(4)到主按钮
在附属公用操作中能被发现。此按钮将进入主公用操作的公用数据。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。