



MTM的使用和车削模块相同的安全平面模式。零件安全平面参考零件移动的安全数据。零件安全平面要么取决于自动余隙的设置,要么取决于零件CP1的设置。我们需要在得到更多MTM的安全平面的信息之前,有一个快速预览的技术。这里有三个安全位置设定。
CP1:主安全平面由文档控制。这个位置是刀具将快速到达以及刀具换刀时需要到达的位置,例如从外径到面的操作。
CP2:进入安全平面的开始点位置,在编程对话框设置。
CP3:退出安全平面的开始点位置,在编程对话框设置。
当自动余隙被激活时,系统将会自动用余隙值计算一个恒定距离和穿过当前毛坯位置的值。自动余隙完全取代CP1、CP2和CP3的设置。
1.移动操作
在安全平面位置(CP1或之前的位置CP3)涉及操作的开始点。第一个移动是从操作开始点CP2接着到达程序开始点(SP)。最后程序运行到结束点(EP)。一旦到结束点,刀具将会移动到安全平面的位置(CP3),称为操作结束的位置。
2.交互之间移动操作
交互之间移动操作有两种情况,一种是换刀情况下,一种是不换刀情况下。具体细节将在下面章节中概括。
(1)相同刀具交互之间移动操作
如果最后一个操作和下一个操作在零件的相同侧(+X OD to+X OD),刀具将会快速运动到CP3位置点,运动过新的开始点然后快速到达CP2位置点,如图3-32所示。
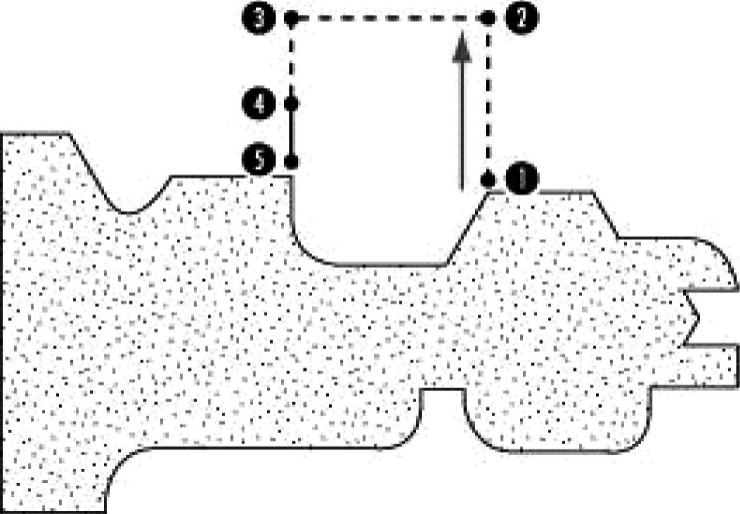
图3-32 同侧刀具交互
1、2—Op2安全平面 3—Op2、Op1安全平面 4—Op2安全平面2 5—Op2开始点
如果操作不在相同侧,刀具将会退回到零件安全平面位置(CP1),移动所有的轨迹到下个操作开始点Xd的值,接着快速移动到新的安全平面点,最终到达新的操作开始点,如图3-33所示。
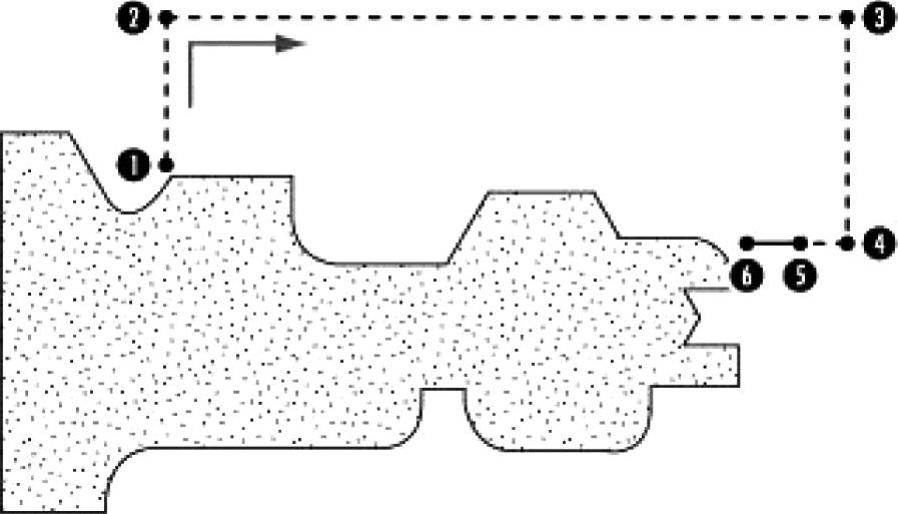
图3-33 非同侧刀具交换(https://www.xing528.com)
1—Op1结束点 2—径向安全平面1Xd3 3—安全平面1 4—Z向安全平面1Z 5—Op2安全平面2 6—Op2开始点
(2)换刀交互移动操作
当下一个操作使用不同的刀具时,刀具将快速移动出零件安全平面的位置,并且环绕到合适的退刀点。由于副主轴可能有零件在上面,所以快速退出时先移动X再移动Z到达最高安全位置。当刀具到达换刀位置,将进行换刀,如图3-34、图3-35所示。
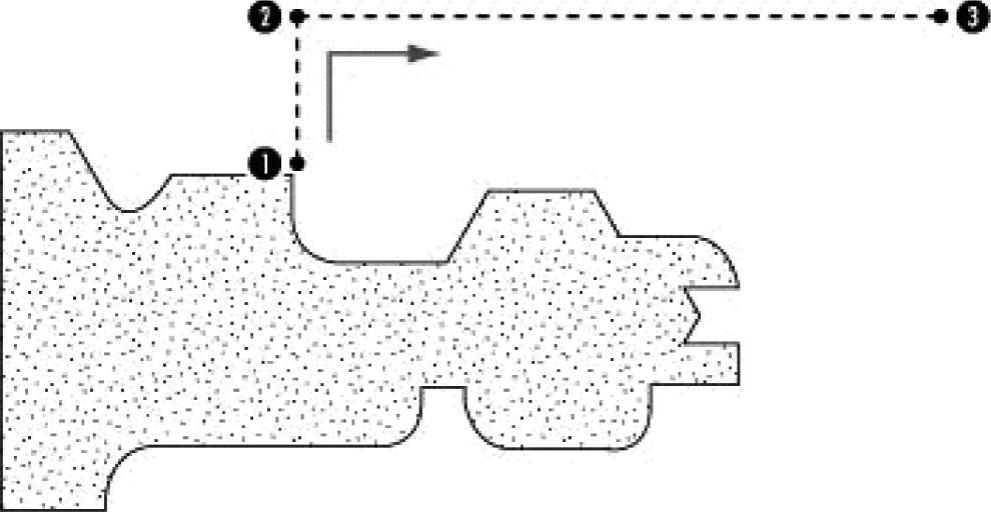
图3-34 从操作1的位置移动到换刀位置
1—Op1结束点 2—径向安全平面值 3—换刀位置
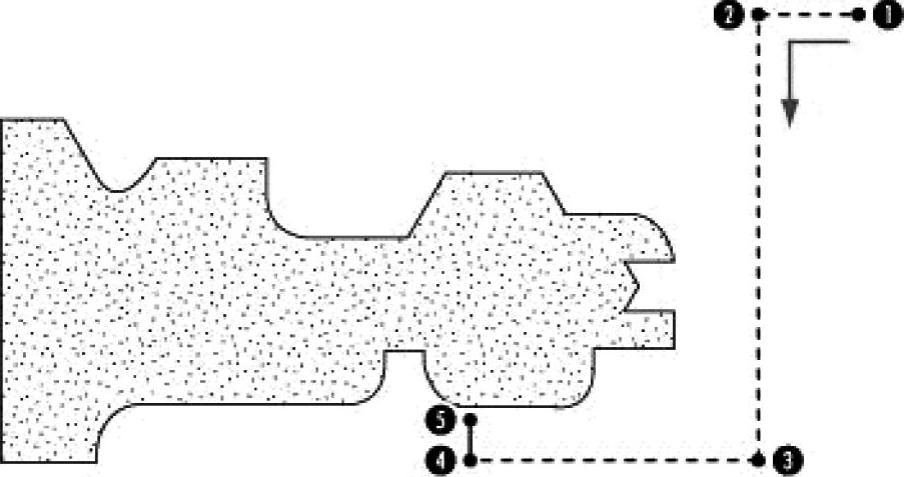
图3-35 从换刀位置移动到操作2
1—换刀位置 2—安全平面 3—Z向安全平面1,操作2安全平面Xd向值 4—Op2安全平面2 5—Op2开始点
公用操作有个例外情况,这个规则是相对许多公用刀具不移动刀具而言的。使用公用操作之前,刀具不会产生作用,而是在程序结束后起作用。公用操作可移动刀具(如加载主轴或定位刀塔),许多这些交互操作需要考虑零件安全平面。不同于绕轴旋转,交互操作移动是简单的“移出”(+X)或者是“越过”(Z)。
(3)交换主轴
当刀具组从一个主轴移动到另一个主轴时都经过两个标准的换刀位置。因此,一把刀需退到换刀的标准位置,快速移动到其他主轴,然后再移动主轴。如果必需换刀,刀具将在其中一个主轴的换刀位置换刀,如图3-36所示。
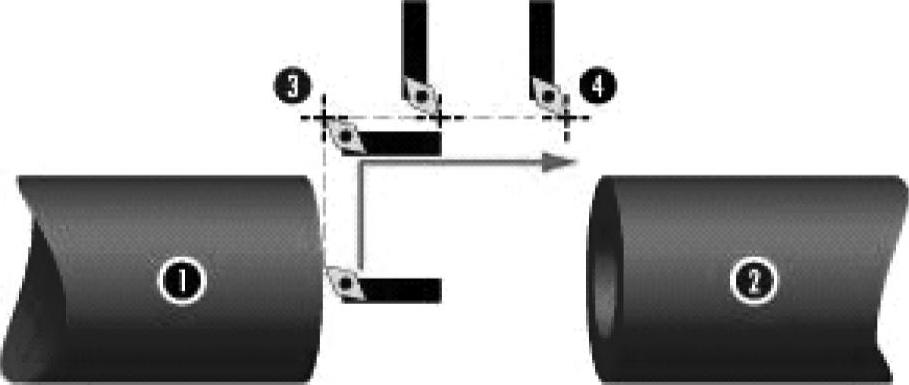
图3-36 一个主轴切换到另一主轴
1—主轴1 2—主轴2 3—标准换刀位置(此处重复换刀) 4—标准换刀位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。