



【摘要】:本节通过应用实例来展示如何正确使用MCS-51中断系统,合理解决中断源设置与中断应用程序设计的软硬件关系。P3.4为开工启动开关,高电平启动;P3.3为外部故障输入模拟开关,低电平报警;P1.7为报警声音输出,设定6道工序只有一位输出,第七道工序三位输出。
本节通过应用实例来展示如何正确使用MCS-51中断系统,合理解决中断源设置与中断应用程序设计的软硬件关系。
1.实验名称
工业顺序控制模拟实验
2.实验目的
掌握工业顺序控制程序的简单编程,中断使用。
3.实验预备知识
在工业控制中,像冲压、注塑、轻纺、制瓶等生产过程,都是按某种顺序有规律地完成预定的动作,对这类继续生产过程的控制称顺序控制。注塑机工艺过程大致按“合模→注射→延时→开模→产伸→产退”顺序动作,用单片机最容易实现。
4.实验内容
用AT89S51的P1.0~P1.6控制注塑机的七道工序,现模拟控制七只发光二极管的点亮,低电平有效,设定每道工序时间转换为延时。P3.4为开工启动开关,高电平启动;P3.3为外部故障输入模拟开关,低电平报警;P1.7为报警声音输出,设定6道工序只有一位输出,第七道工序三位输出。
5.实验流程图
实验流程如图6-14所示。
6.实验接线图(https://www.xing528.com)
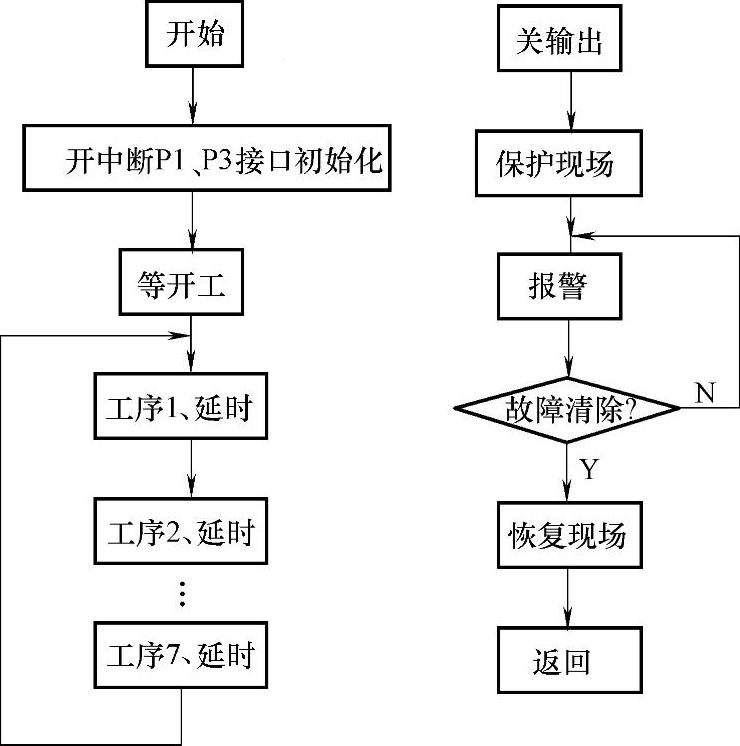
图6-14 实验流程图
P1.0~P1.6接发光二极管,P1.7接报警器,P3.4接S1,P3.3接S2,如图6-15所示。
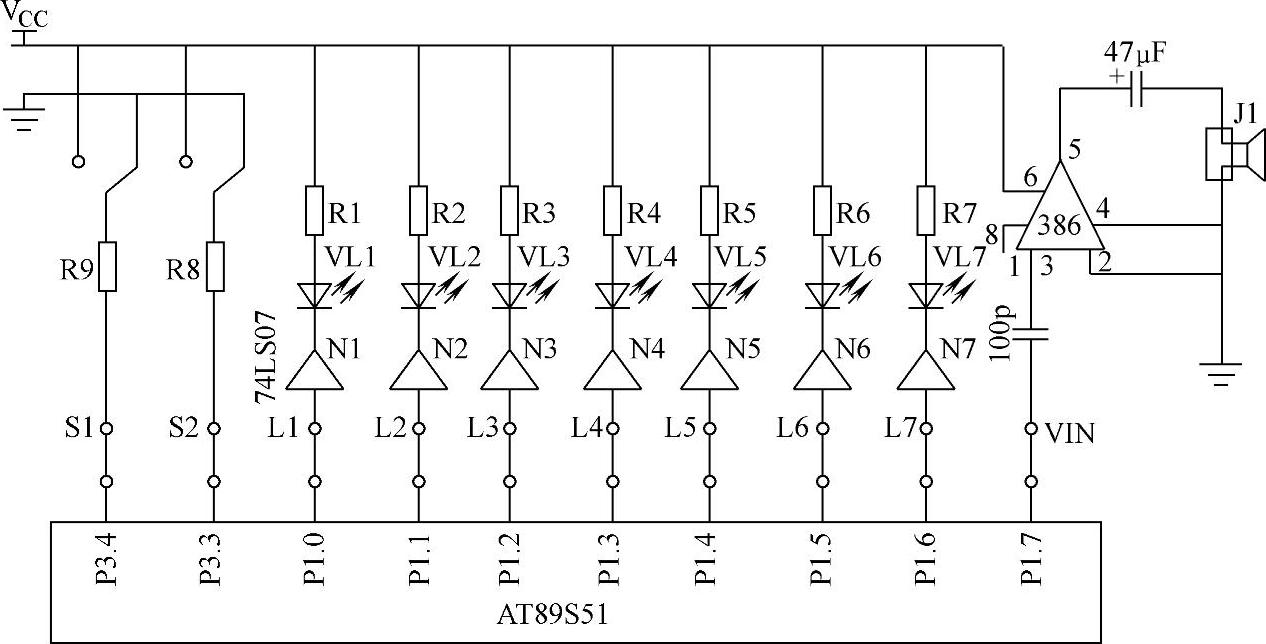
图6-15 实验接线图
7.实验步骤
按图接好连线,执行程序。把S1接高电平,观察发光二极管点亮情况,确定工序执行是否正常;然后把S2置为低电平,看是否有声音报警,恢复中断1,报警停,又从刚才报警时的一条程序执行下去。
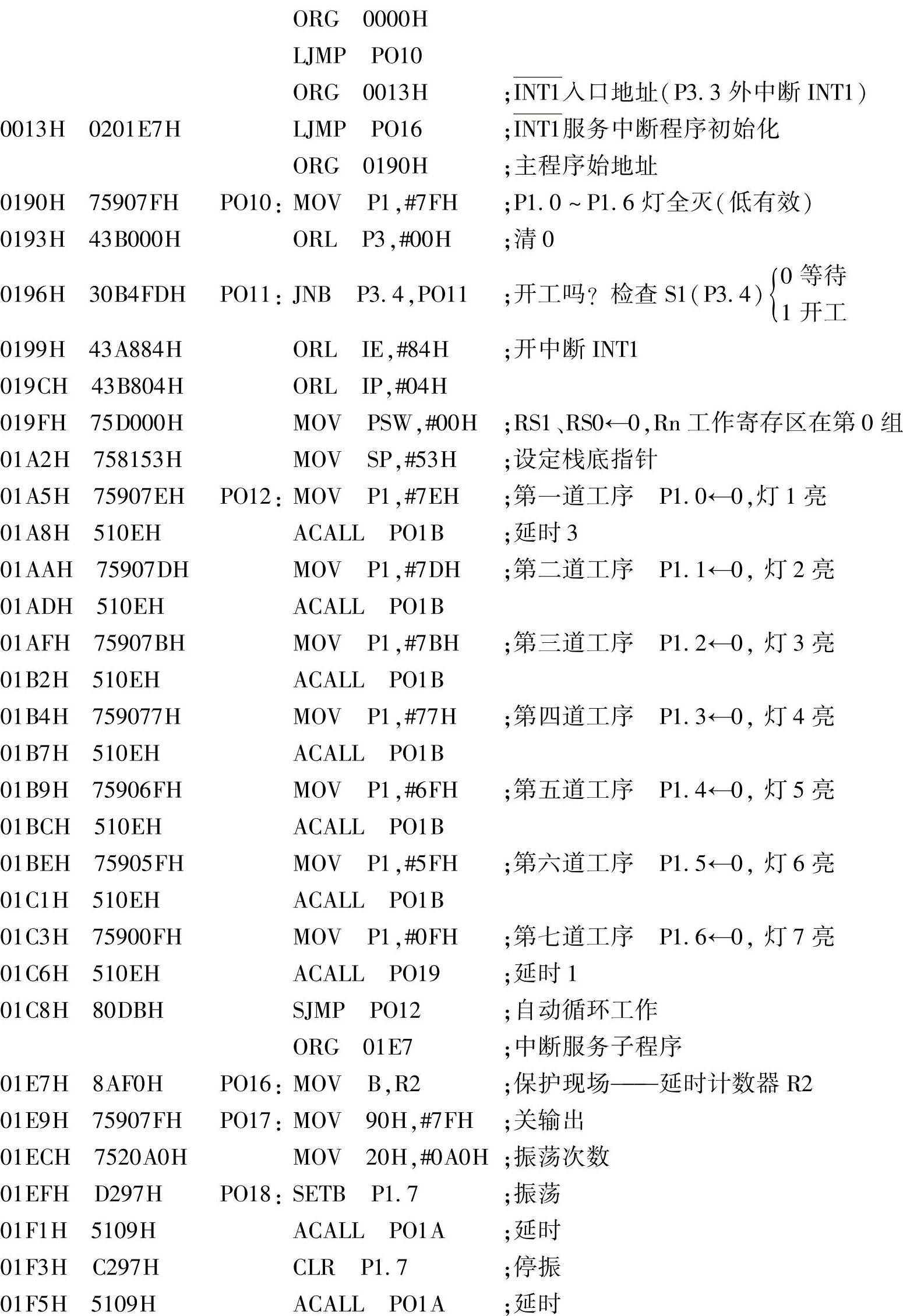
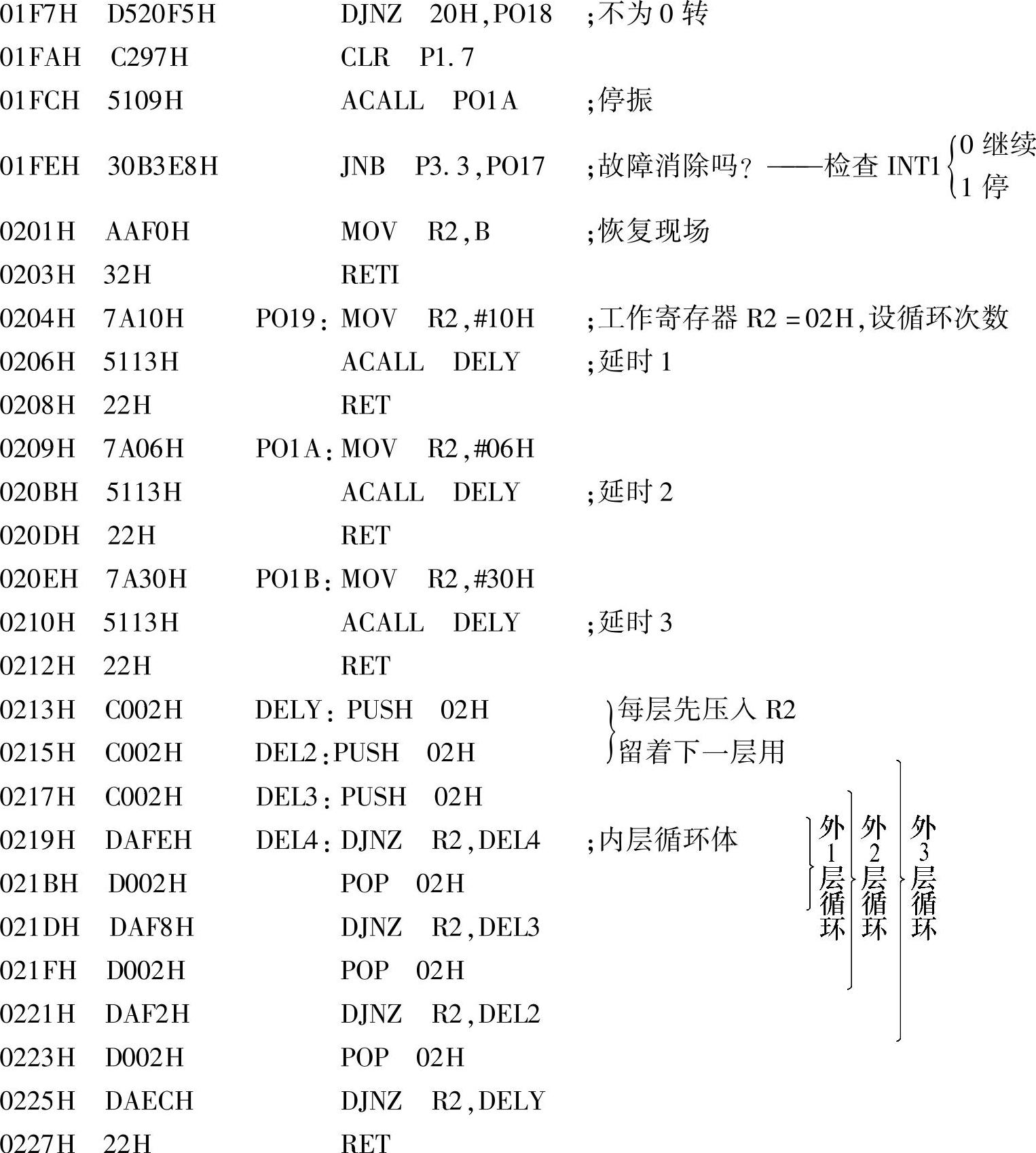
8.参考程序清单
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。