



1.螺纹铰板套丝
图解演示
螺纹铰板又称管子铰板或管用铰板,将其套在钢管口上,手动用力旋转,便可在钢管上铰切出螺纹。图5-14所示为使用螺纹铰板进行套丝(标准术语为“套螺纹”)。
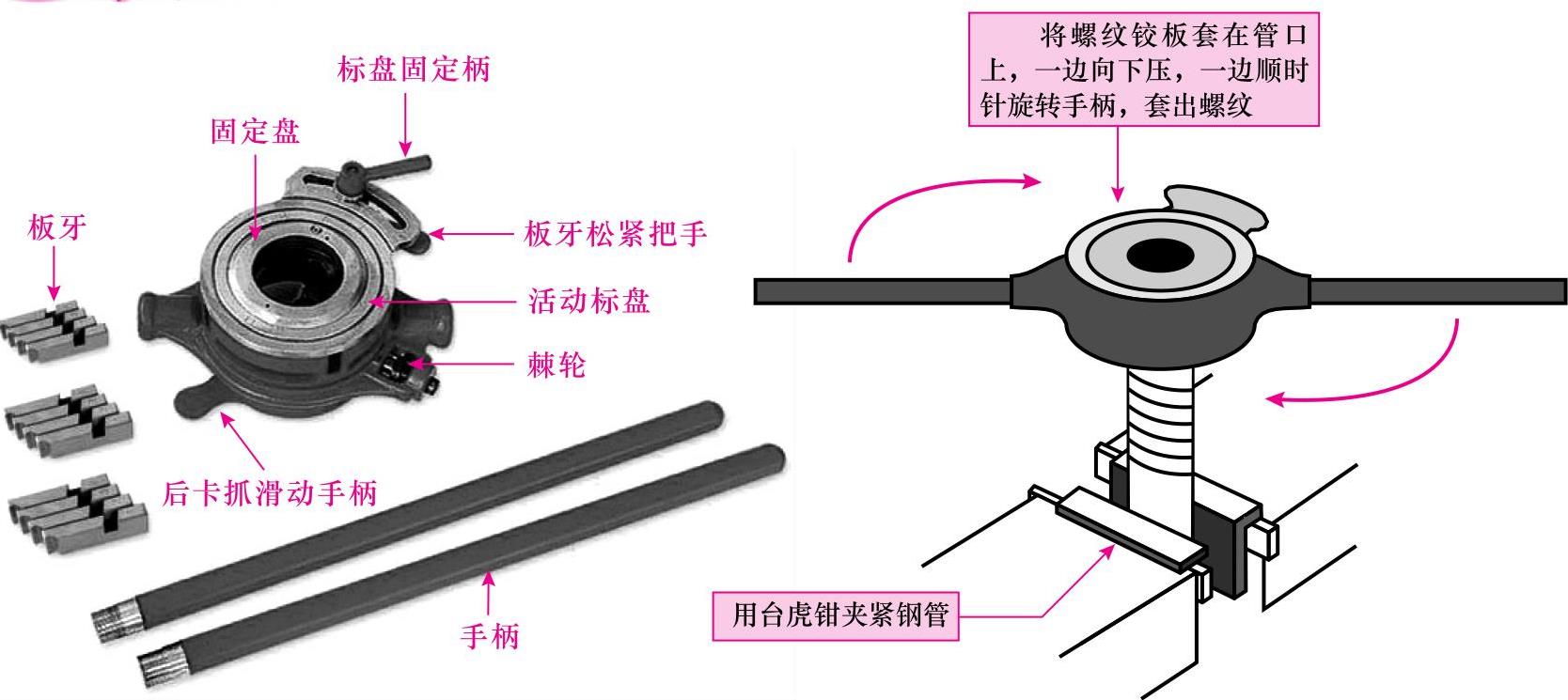
图5-14 使用螺纹铰板进行套丝
提示说明
套丝的具体步骤:
①首先选择与管径相对应的板牙,按顺序将四个板牙装入铰板中。若铰板内有铁屑,应先将铁屑清除。
②用台虎钳夹紧钢管,管口伸出台虎钳长度约为150mm,钢管保持垂直,不能歪斜,管口不能有毛刺、变形。
③松开后卡爪滑动手柄,将铰板套进管口,再将后卡爪滑动手柄拧紧。将活动标盘对准固定盘上的刻度(管径大小),然后拧紧标盘固定柄。
④顺时针旋转铰板的手柄,同时用力向下压,开始套丝。注意用力要稳,不可过猛,以免螺纹偏心。待套进两扣后,要时不时地向切削部位滴入机油。
⑤套丝过程中进刀不要太深,套完一次后,调整标盘增加进刀量,再进行一次套丝操作。DN25以内的管材,一次套成螺纹;DN25~DN50的管材,两次套成螺纹;DN50以上的管材,要分三次套成。
⑥扳动手柄时最好两人操作,动作要保持协调。DN15~DN20的管材,一次可旋转90°;DN20以上的管材,一次可旋转60°。(https://www.xing528.com)
⑦当螺纹加工到适合长度时,一面扳动手柄,一面缓慢松开板牙松紧把手,再套2~3圈后,使螺纹末端形成锥度。取下铰板时,不能倒转退出,以免损坏板牙。
⑧套好的螺纹,应使用管件拧入几圈,然后用管钳上紧,上紧后以外露2~3扣为宜。
⑨钢管螺纹加工长度随管径的不同而不同,具体要求参见表5-2所列。
表5-2 螺纹加工长度

注:1in=0.0254m。
2.螺纹机套丝
图解演示
目前,自动化的套丝设备也得到了广泛的应用,如比较常见的是螺纹机。螺纹机操作简易,极大地简化了套丝的工作流程,只需按下几个按钮,电动机便会带动切刀工作,在钢管上切削出螺纹。图5-15所示为螺纹机的实物外形。
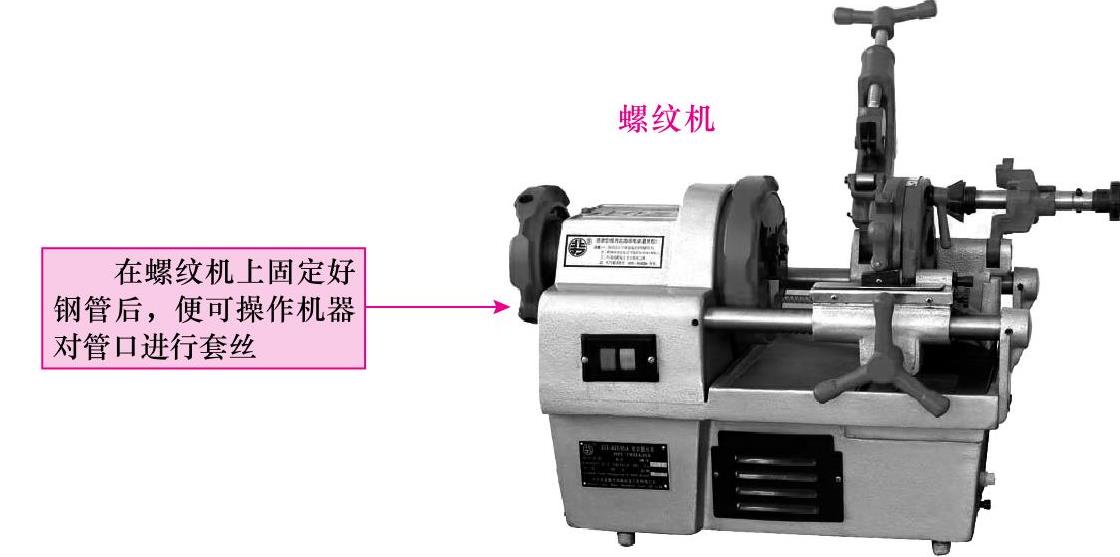
图5-15 螺纹机的实物外形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。