



(1)螺纹选择 按螺纹牙型角度的不同,管螺纹分为55°管螺纹和60°管螺纹两大类。我国长期以来普遍使用55°管螺纹。当焊接钢管采用螺纹连接时,管件外螺纹和管件内螺纹均应使用55°管螺纹。在引进项目中会遇到60°管螺纹,因此在从国外引进的装置或购买的产品使用管螺纹连接时,应首先确定是55°管螺纹还是60°管螺纹,以免发生技术上的失误。
用于管子连接的螺纹有圆锥形和圆柱形两种,连接的方式有三种。圆柱形内螺纹套入圆柱形外螺纹,如图3-77所示;圆锥形内螺纹套入圆柱形外螺纹,如图3-78所示;圆锥形内螺纹套入圆锥形外螺纹,如图3-79所示。其中,后两种方式在施工中普遍使用。
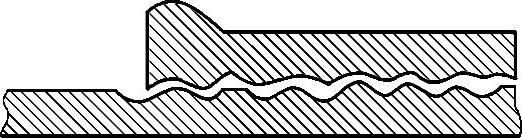
图3-77 圆柱形内螺纹套入圆柱形外螺纹
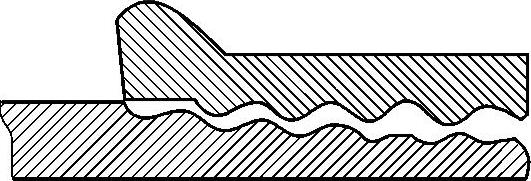
图3-78 圆锥形内螺纹套入圆柱形外螺纹
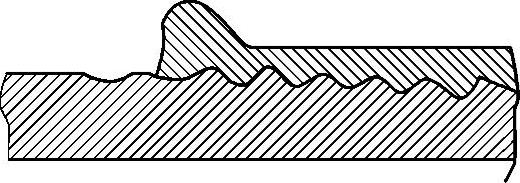
图3-79 圆锥形内螺纹套入圆锥形外螺纹
(2)螺纹连接方法
1)断管。根据现场测绘草图,在选好的管材上画线,按线断管。
2)套螺纹。将断好的管材按管径尺寸分次套制螺扣,一般以管径为15~32mm的套两次,40~50mm的套三次,70mm以上的套3~4次为宜。
3)配装管件。根据现场测绘草图(图3-80),将已套好螺扣的管材配装管件。
①配装管件时应将所需管件带入管螺扣,调试松紧度(一般带入3扣为宜)。在螺扣处涂铅油、缠麻后带入管件,然后用管钳将管件拧紧,使螺扣外露2~3扣,去掉麻头,擦净铅油,编号放到适当位置等待调直。(https://www.xing528.com)
②根据配装管件的管径大小选用适当的管钳。首先将要连接的两管接头丝头用麻丝按顺螺纹方向缠上少许,再涂抹自铅油,涂抹要均匀。例如使用聚四氟乙烯胶带则更为方便。然后将一根管子用管钳夹紧,在丝头处安上活节,拧进1/2活节长;此时,再把另一根管子用第二把管钳夹紧,固定住第一把管钳,拧动第二把管钳,将管拧进活节1/2长度。对突出的油麻,用麻绳往复磨断清扫干净。对于介质温度超过115℃的管路接口,可采用黑铅油和石棉绳。
③管段调直。将已装好管件的管段,在安装前进行调直。

图3-80 测绘草图
a.在装好管件的管段螺扣处涂铅油,连接两段或数段,连接时不能只顾预留口方向而要照顾到管材的弯曲度,相互找正后再将预留口方向转到合适部位并保持正直。
b.管段连接后,调直前必须按设计图纸核对其管径、预留口方向、变径部位是否正确。
c.管段调直要放在调管架上或调管平台上进行,一般两人操作为宜,一人在管段端头目测,一人在弯曲处用锤子敲打,边敲打边观测,直至调直管段无弯曲为止;同时,在两管段的连接点处标明印记,卸下一段或数段,再接上另一段或数段直至调完为止。
d.对于管件连接点处的弯曲过死或直径较大的管道,可采用烘炉或气焊加热到600~800℃(火红色)时,放在管架上将管道不停地转动,利用管道的自重使其平直;或用木板垫在加热处用锤子轻击调直,调直后在冷却前要不停地转动,等温度降到适当时在加热处涂抹机油。凡是经过加热调直的螺扣,必须标好印记,卸下来重新涂铅油并缠麻,再将管段对准印记拧紧。
e.配装好阀门的管段,调直时应先将阀门盖卸下来,将阀门处垫实后再敲打,以防振裂阀体。
f.镀锌碳素钢管不允许用加热法调直。
g.管段调直时不允许损坏管材。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。