



大小头(变径管)制作应先制成展开样板,再按板材下料,经卷制成形,最后焊接而成。一般为钢板制作,用于蒸汽、煤气、给水排水等介质的中低压管道系统中。卷制异径管的展开,应根据具体的条件按不同的方法进行。
(1)同心异径管的展开 同心异径管的展开比较方便,可按图3-65进行。画法如下:
1)画出同心异径管的正面图ABCD(其中AB和CD分别为大端和小端的中径)。
2)延长边线BC和AD,相交于O点。
3)以O为圆心,分别以OB(OA)和OC(OD)为半径画出圆弧。
4)以AB为直径画半圆,并且六等分,每等分弧长为a。
5)在以OB为半径的圆弧上取点E,连续截取12个a长得点F。连接OE和OF得到的扇形EFGH,就是异径管ABCD的展开图。
(2)偏心异径管的展开 管道中使用的偏心异径管,一般都是要求它所连接的两段管保持管顶或管底相平。因此,这样的异径管的正面图,就能画成一个直角梯形,如图3-66所示。
1)画出偏心异径管的正面图(直角梯形)ABCD(其中AB和CD分别为大端和小端的中径)。
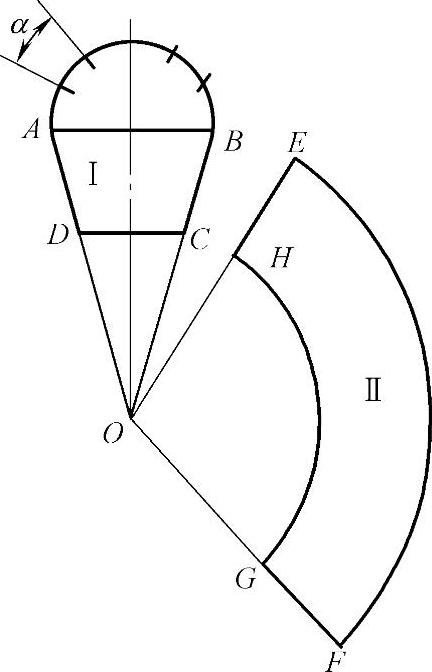
图3-65 同心异径管的展开图
2)延长DA和CB交于O点。
3)以CD(17)为直径画出半圆且六等分。
4)以点C为圆心,以C点到各等分点的距离为半径画出同心圆弧,分别交CD于2、3、4、5、6点。
5)连接O2、O3、O4、O5和O6交AB于2′、3′、4′、5′、6′点。(https://www.xing528.com)
6)以O为圆心,以O1、O2、O3、O4、O5、O6、O7为半径分别画出同心圆弧。
7)在以O1为半径的圆弧上任取一点1,并以1为圆心,以半圆等分弧长为半径画弧,与以O2为半径的圆弧交于2点。按照同样的方法得到3、4、…、3、2和1点,并以光滑曲线依次连接起来,得到的就是大端的展开图形。
8)以O为圆心,以O1′、O2′、…、O6′和O7′为半径画同心圆弧,分别和射线O1、O2、…、O2′和O1对应相交,得交点1′、2′、3′、…、3′、2′和1′,并以光滑曲线依次连接起来,得到的就是小端的展开图形。所同成的图形EFGH(111′1′)就是偏心异径管ABCD的展开图。
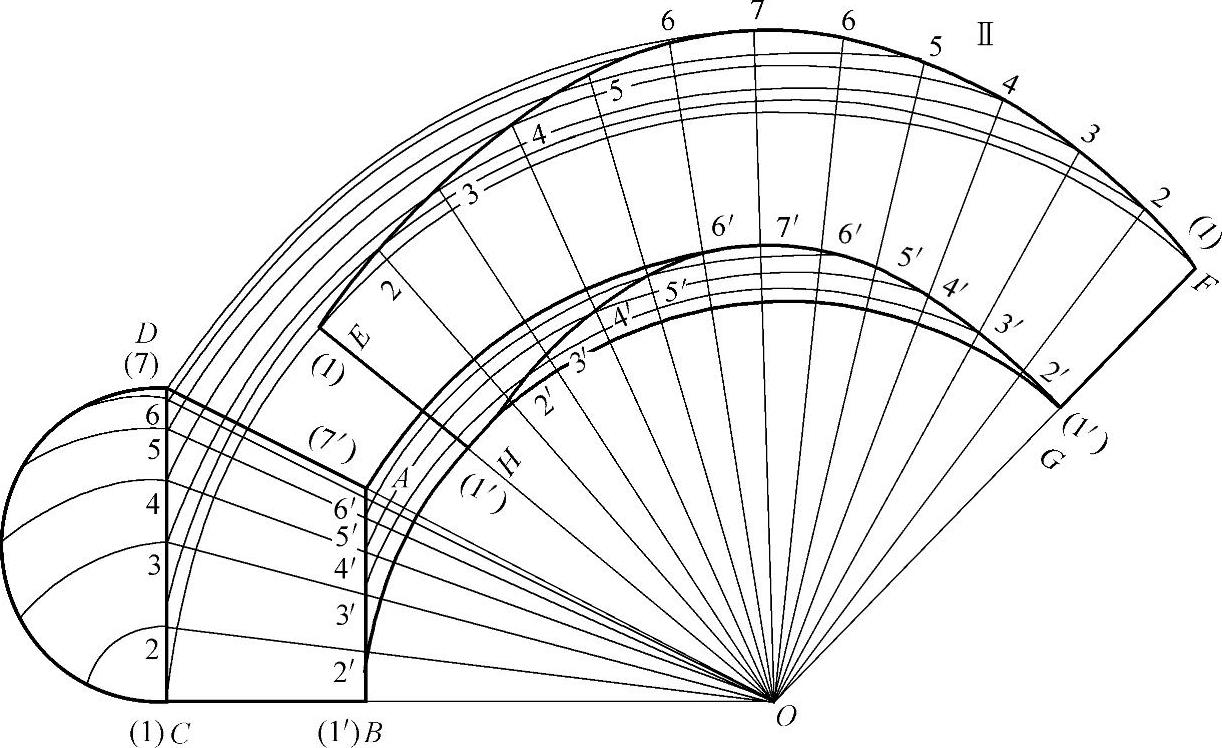
图3-66 用射线法放样的偏心异径管展开图
(3)钢管大小头的卷制 当管径较小,钢板卷制有困难而且两管管径大小相差在25%以内时,常采用摔制的方法制作大小头。摔制时一般用氧气-乙炔焰将管道加热至850~950℃,用锤击的方法,一边锤击,一边转动管道,锤击力量由大到小,管面锥度应均匀,锤面要放平,防止管壁产生麻面,凸凹不平。用这样边加热、边摔制的方法,将其敲打成形。
摔制大小头时,管道的下半部不加热,只需左右摇摆转动,但同样需要边加热、边转动、边敲打,直至达到偏心的要求。
用敲打摔制而成的大小头,管端应加工工整,便于坡口,管壁厚薄要均匀,管壁不得高低不平或有麻面,摔制成的大小头应和成品制件的规格相吻合。制作大小头时,要尽量做到:加热温度要均匀,加热的时间和次数要尽量短、少。摔制的大小头可按下式计算:
L>2.5(D-d)
式中 L———加热长度(mm);
D———大头外径(mm);
d———小头外径(mm)。
(4)大小头下料焊接 把展开图剪下制成的样板放在板材上面线下料(图3-67),加热或冷加工卷制成型,再分别用以两端外径为直径的弧形样板检查、圆整,最后焊接而成。往往是在焊缝处圆弧不够平滑,焊后还应对不圆处做进一步的圆整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。