



(1)手工加工
1)用轻便式铰板套螺纹
①轻便式铰板用于管径较小而普通式铰板操作不便的场合。
②选择与管径相适应的铰板和板牙。
③根据施工场地的具体情况,选配一根长度适宜的扳手把。
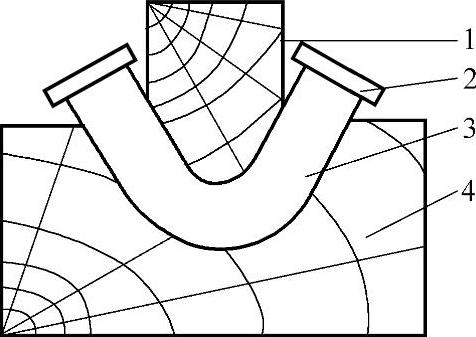
图3-59 模压法弯管
1—顶模 2—封头 3—塑料管 4—底模
④轻便式铰板上有一个作用类似于自行车飞轮的“千斤”,当调整扳手两侧的调位销时,即可使“千斤”按顺时针方向或逆时针方向起作用,扳动把手,即可套螺纹。
2)用普通式铰板手工套螺纹
①套螺纹前,先根据管径选择相应的板牙,按顺序号将板装进铰板的牙槽内。安装板牙时,先将活动标盘的刻线对准固定盘的“0”位,板牙上的标记与铰板上板牙槽旁的标记必须对应。然后,按顺序将板牙插入牙槽内,转动活动标盘,板牙便固定在铰板内。
②套螺纹时,先将管子夹牢在管压钳架上,管子应水平,管子加工端伸出管压钳前150mm左右。
③松开铰板的后卡爪滑动支把,将铰板套在管口上;转动后卡爪滑动支把,使铰板固定在管子端上。
④把板牙松紧装置上到底,使活动标盘对准固定标盘上与管径对应的刻度,上紧标盘固定支把。(https://www.xing528.com)
⑤按顺时针方向扳转铰板手柄,开始时要稳而慢,不得用力过猛,以免“偏纹”“啃纹”。
⑥套管螺纹时,可在管头上滴机油润滑和冷却板牙。快到规定的螺纹长度时,一面扳板把,一面慢慢地松开板牙松紧装置,再套2~3个螺距,使管螺纹末端套出锥度。
⑦加工完毕,铰板不要倒转退出,以免乱螺纹。
⑧管端螺纹的加工长度随管径的大小和用途而异。
⑨加工好的管螺纹应端正无乱纹、光滑无飞边,完整不掉纹,松紧程度适当。用连接件进行试装,以拧进2~3个螺距为宜。
(2)机械加工
1)根据管子直径,选择相应的板牙头和板牙,并按板牙上序号依次装入对应的板牙头。
2)具体操作详见产品说明书,要进行专门的操作训练,最好是专人操作。
3)如套螺纹的管子太长时,应用辅助料架作为支撑,高度可适当调整。
4)在套螺纹过程中,应保证机器油路畅通,应经常注入润滑油。
5)要保证套螺纹的质量,螺纹应端正,光滑完整,无飞边,无乱纹、断纹、缺纹,总长度不得超过螺纹全长的10%。
6)用低压流体输送用焊接钢管套螺纹时,是等长度的管套等长度的管螺纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。