



(1)手工切断
1)手工锯割。锯割管材时,应将管材固定在工作台的压力钳内,将锯条对准画线,双手推锯,锯条要保持与管的轴线垂直,推拉锯用力要均匀,锯口要锯到底,不许扭断或折断,以防管口断面变形。
2)手工刀割。刀割是指用管子割刀切断管子,一般用于切割直径50mm以下的管子,具有操作简便、速度快、切口断面平整等优点。
使用管子割刀切割管子时,应将割刀的刀片对准切割线平稳切割,不得偏斜,每次进刀量不可过大,以免管口受挤压使管径变形,并应在切口处加润滑油。管子切断后,应用铰刀铰去缩小部分。
(2)机械切断 用砂轮锯(图3-48)断管,应将管材放在砂轮锯的卡钳上,对准画线卡牢,进行断管。断管时压手柄用力要均匀,不要用力过猛(图3-49);断管后要将管口断面的铁膜、飞边清除干净。

图3-48 砂轮锯

图3-49 压手柄用力均匀
(3)气割切断 利用可燃气体同氧气混合燃烧所产生的火焰分离材料的热切割,又称氧气切割或火焰切割。气割时,火焰在起割点将材料预热到燃点,然后喷射氧气流,使金属材料剧烈氧化燃烧,生成的氧化物熔渣被气流吹除,形成切口。气割用氧的纯度应大于99%;可燃气体一般用乙炔气,也可用石油气、天然气或煤气。用乙炔气的切割效率最高,质量较好,但成本较高。气割设备主要是割炬和气源。割炬是产生气体火焰、传递和调节切割热能的工具,其结构影响气割的速度和质量。采用快速割嘴可提高切割速度,使切口平直,表面光洁,如图3-50所示。

图3-50 气割割炬
1)操作前的检查(图3-51)
①乙炔发生器(乙炔气瓶)、氧气瓶、胶管接头、阀门的紧固件应紧固牢靠,不准有松动、破烂和漏气。氧气瓶及其附件、胶管、工具上禁止粘油。
②氧气瓶、乙炔管有漏气、老化、龟裂等,不得使用。管内应保持清洁,不得有杂物。
2)操作步骤
①将乙炔减压器与乙炔瓶阀,氧气减压器与氧气瓶阀,氧气软管与氧气减压器,乙炔软管与乙炔减压器,氧气软管、乙炔软管与焊(割)炬均可靠连接。
②分别开启乙炔瓶阀和氧气瓶阀。(https://www.xing528.com)
③对焊(割)炬点火,即可工作。

图3-51 操作前的检查
④工作完毕后,依次关闭焊(割)炬乙炔阀、氧气阀,再关闭乙炔瓶阀、氧气瓶阀;然后拆下氧气软管、乙炔软管,并检查和清理场地,灭绝火种,方可离开。
3)操作注意事项(图3-52)
①作业场地禁止存放易燃易爆物品,应备有消防器材,有足够的照明和良好的通风。
②乙炔发生器(乙炔瓶)、氧气瓶周围10m范围内禁止烟火。乙炔发生器与氧气瓶之间的距离不得小于7m。
③检查设备、附件及管路是否漏气,可用肥皂水进行试验,试验时周围禁止烟火。
④氧气瓶必须用手或扳手旋取瓶帽,禁止用铁锤等铁器敲击。
⑤旋开氧气瓶、乙炔瓶阀门不要太快,防止压力气流激增,造成瓶阀冲出等事故。
⑥氧气瓶嘴应保持洁净。冬季使用时如瓶嘴被冻结,不许用火烤,只能用热水或蒸汽加热。
(4)等离子切割 等离子切割是利用等离子切割设备产生的等离子弧的高热进行切割。等离子弧与电弧的不同之处:其电离度更高,不存在分子和原子,能产生更高的温度和更强烈的光辉,温度可达15000~33000℃,能量比电弧更集中,现有的高熔点金属和非金属材料在等离子弧的高温下都能被熔化。
等离子弧切割用于氧气-乙炔焊和电弧所不能切割或较难切割的不锈钢、铜、铝、铸铁、钨、钼等金属材料,以及陶瓷、混凝土和耐火材料等非金属材料。
用等离子弧切割的管件,切割后应用铲、砂轮将切口上的Cr2O3和SiO2等熔瘤、过热层及热影响区(一般为2~3mm)除去。
等离子切割具有生产效率高、热影响区小、变形小、质量好等优点。
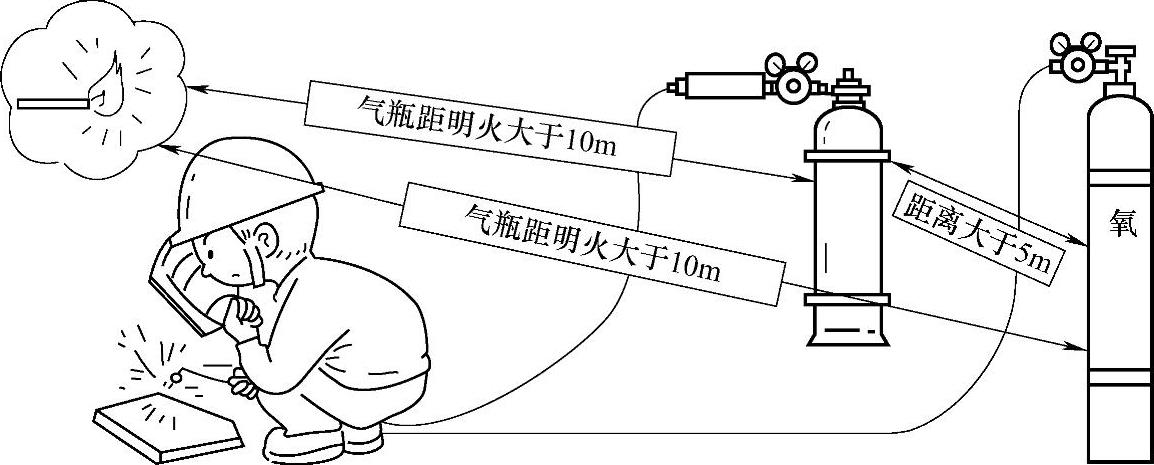
图3-52 操作注意事项
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。