



【摘要】:管子表面去污 为了使防腐材料能起较好的防腐作用,除所选涂料能耐腐蚀外,还要求涂料和管道、设备表面能很好地结合。用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,最后用棉丝将其擦净。先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放入除锈机反复除锈,直至露出金属本色为止。
(1)管子表面去污 为了使防腐材料能起较好的防腐作用,除所选涂料能耐腐蚀外,还要求涂料和管道、设备表面能很好地结合。一般管道和设备表面总有各种污物,如灰尘、污垢、油渍、锈斑等,为了增加涂料的附着力和防腐效果,在涂刷底漆前必须将管道或设备表面的污物清除干净,并保持干燥(图3-44)。管道(设备)防腐前根据金属表面的锈蚀程度分成A、B、C、D四级,见表3-3。
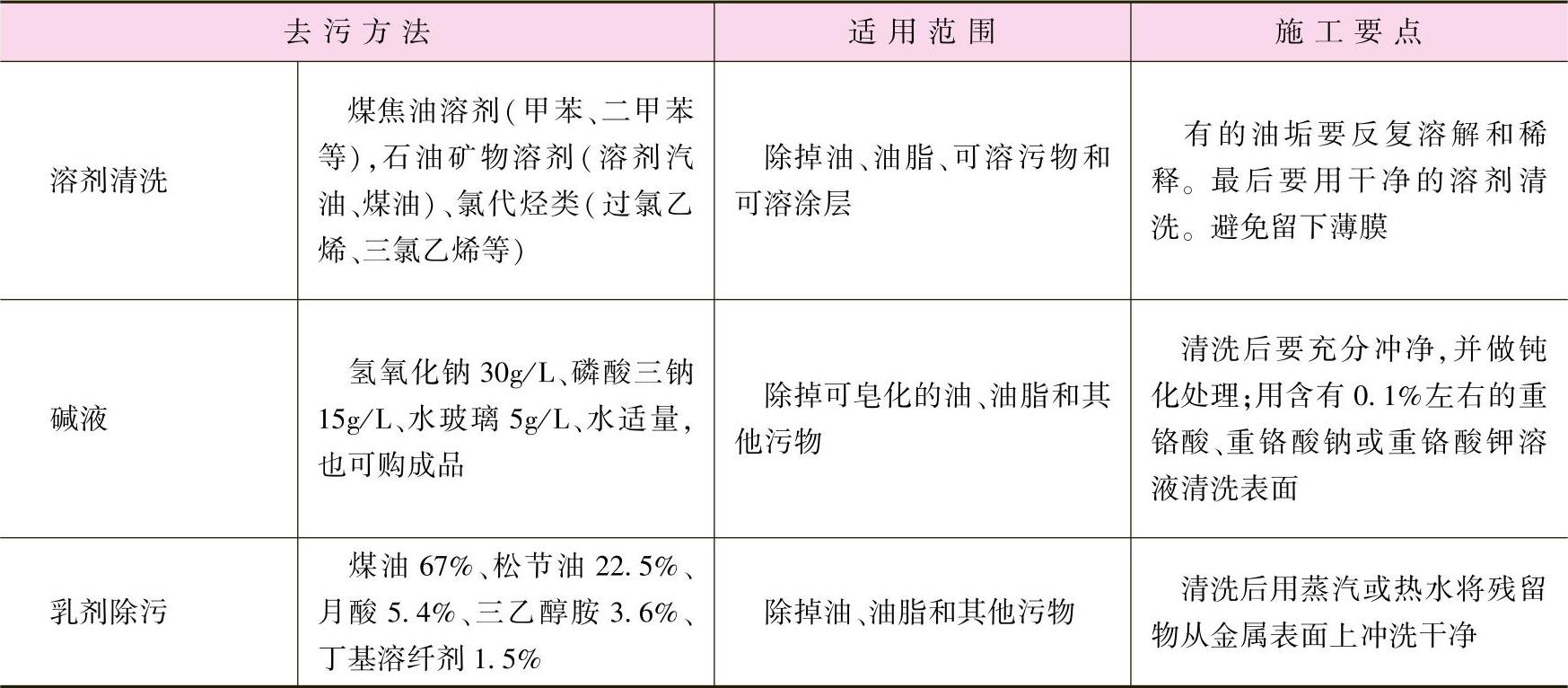
金属表面处理方法有手工方法、机械方法和化学方法三种,可根据具体情况或设计要求选用。金属表面去污方法见表3-4。在选取以上方法进行金属表面处理前,应先对系统进行清洗、吹扫。

图3-44 管道污物清除干净
表3-3 钢材表面原始锈蚀等级

表3-4 金属表面去污方法
(2)管子表面除锈(https://www.xing528.com)
1)人工除锈。用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,最后用棉丝将其擦净。
2)机械除锈。先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放入除锈机反复除锈,直至露出金属本色为止。在涂油前,用棉丝再擦一遍,将其表面的浮灰等去掉。
3)化学除锈(图3-45)
①准备2个洗液槽(酸洗槽和中和槽)和50℃左右的温水。
②配制酸洗液。酸洗液中工业盐酸的用量为8%~10%。缓蚀剂按产品说明书进行配制。将温水倒入酸洗槽中,水量以全部淹没管材为宜;然后依次缓慢加入酸洗液和缓蚀剂,并搅拌均匀。
③管材浸泡10~15min后取出,用清水洗净放到中和槽中。中和处理完毕后,将管材取出,用清水冲洗并晾晒吹干。

图3-45 化学除锈
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。