



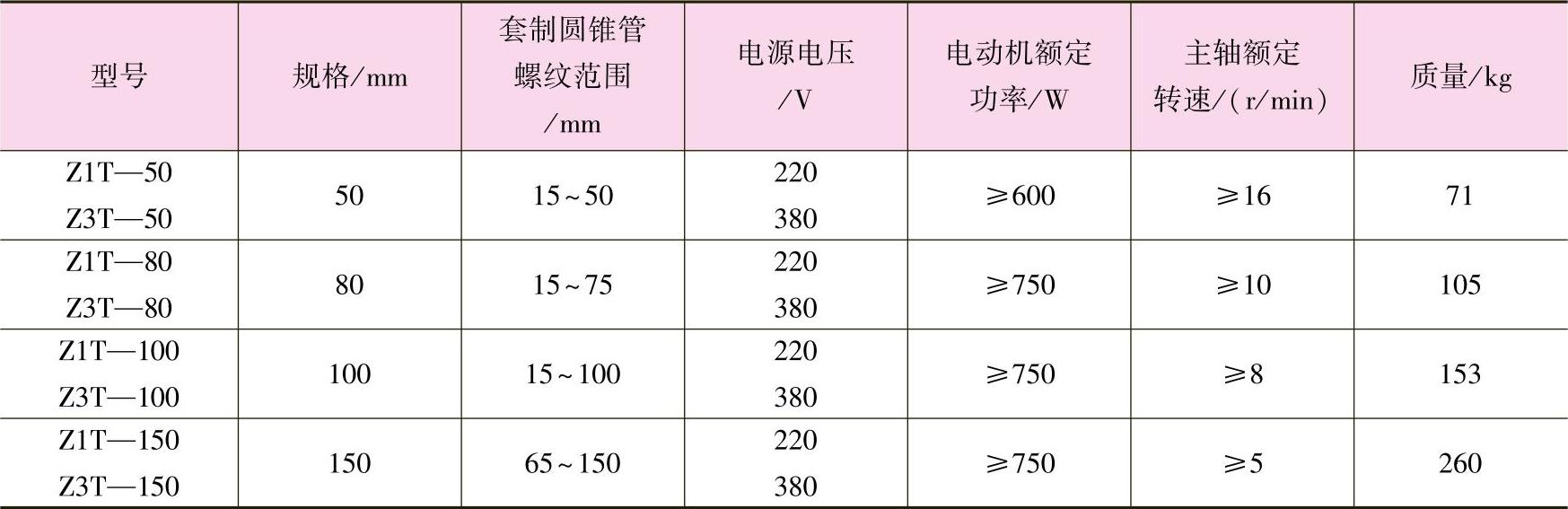
套螺纹切管机也称切管套丝机、套丝切管机、套丝机,用于各种管子切断、内倒角、管子套螺纹和圆钢套螺纹,如图2-32所示。套螺纹切管机的规格性能见表2-22。

图2-31 电动液压弯管机
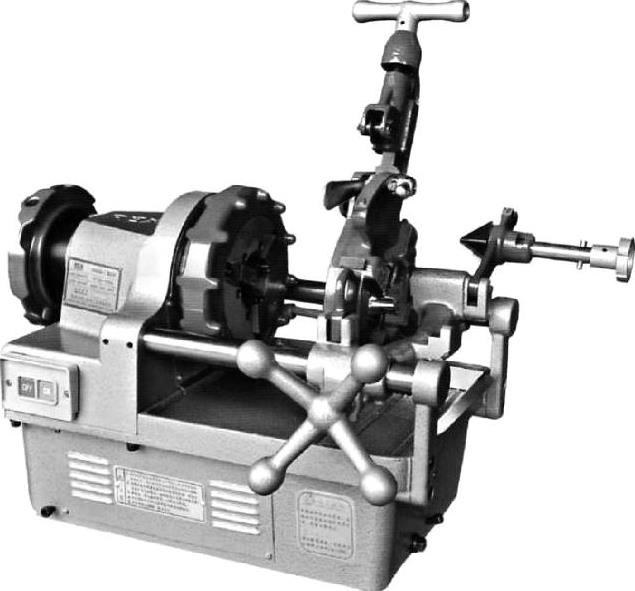
图2-32 套螺纹切管机
表2-22 套螺纹切管机规格性能
套螺纹切管机的使用方法如下:(https://www.xing528.com)
1)固定管子。首先将套螺纹切管机安装平稳,然后拉开支架板,将管子插入,同时旋动前、后卡盘即可将管子卡紧。
2)套螺纹。套螺纹时,根据待套螺纹管子的管径选择合适的板牙头及板牙,并正确安装板牙。放下铰板和油管,并调整喷油管使其对准板牙喷油。然后合上开关,同时用力移动进给把手,使板牙对准管口进行螺纹加工。待达到要求的套螺纹长度时,及时扳动板牙头上的把手,使板牙沿径向退离已加工的螺纹面,同时关闭电源,然后旋松前、后卡盘,即可取出已加工好螺纹的管子。
3)切管。操作时首先掀起扩孔锥和板牙头,将切管器放下,通过移动进给把手调节切管器的位置,使管子压在切管器两滚轮中间固定,切管刀对准切割线,旋转手柄夹紧管子,并使油管对准刀口喷油。然后合上开关,同时转动切管器的手柄进行切割。边切割边拧动割管刀的手柄进刀,直至管子被切断,同时关闭电源。对切割好的管子进行管内口倒角(扩口)时,将管子卡紧在卡盘上,使扩孔锥头对准管口。然后合上开关,同时移动进给把手即可进行扩孔。扩好后,关闭电源。
套螺纹切管机的操作要领及注意事项如下:
1)在使用机器前,油箱内必须灌入4L左右的润滑油,且一定要保证喷油管油路畅通,润滑油可以从油管孔内喷出。
2)若套螺纹切管机更换插头时,要注意正确的接线,以通电后套螺纹切管机主轴沿逆时针方向旋转为正确。对套螺纹切管机所有的相对运动部件,应经常加注润滑油。在确定各部件无异常情况后方可开机工作。
3)使用完机器后,应及时擦拭干净,并清除黏附在各部件上的金属屑,盖上滤网的盖子,放下切管器、板牙头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。