



1.正时带单元的拆卸
1)断开蓄电池负极电缆。
2)卸下上部和下部前正时带盖。
注意:对准曲轴与凸轮轴的正时标记时,务必用曲轴将发动机转动。拆下正时带后,不可转动凸轮轴。否则可能会使气门组件受损。务必在卸下正时带之前将正时标记对准。
3)在拆除正时带前,转动曲轴直到机油泵壳体上的TDC标记与曲轴带轮(带轮齿的下降面)上的TDC标记对准为止,如图3-8所示。
注意:曲轴带轮TDC标记位于带轮齿的下降面上。若不把带轮齿的下降面与机油泵壳体上的TDC标记对准,则将会导致凸轮轴正时标记未对准。
4)松开正时带张紧器锁止螺栓。
5)将6mm内六角扳手插入位于正时带张紧器带轮的钢板弹簧舌片上的六角孔内。顺时针旋转钢板弹簧舌片,直至正时带松弛下来足以进行拆卸,如图3-9所示。
6)拆下正时带。
提示:若由于不正确的随动(校正)造成正时带受损,则将正时带张紧器轮和支架作为一个组件更换。
2.正时带单元的安装
1)在将曲轴带轮装到曲轴上时,应使带轮对准机机油泵外壳上的箭头。
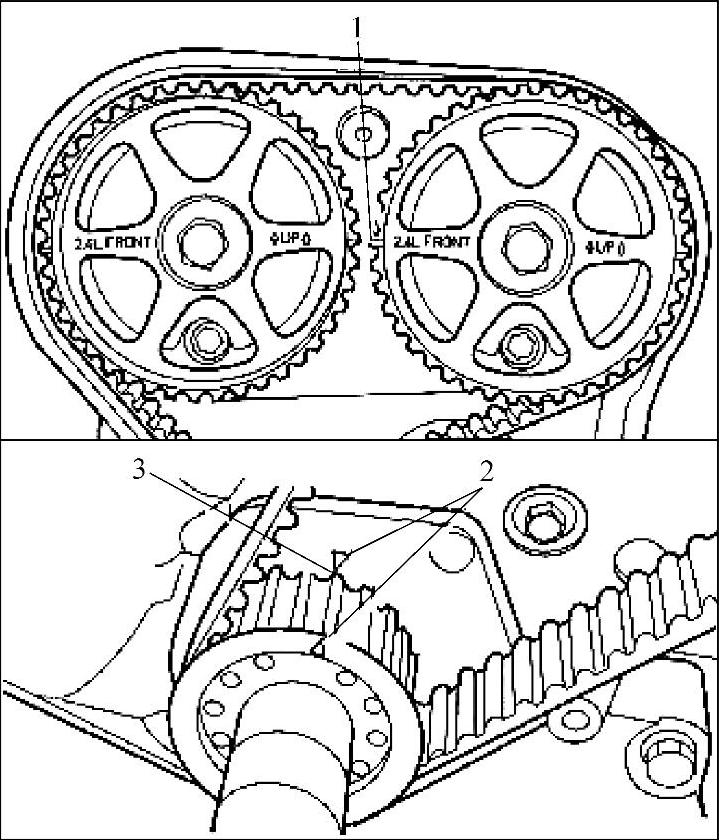
图3-8 设置发动机TDC位置
1—凸轮轴正时标记 2—曲轴带轮TDC标记 3—机油泵壳体TDC标记
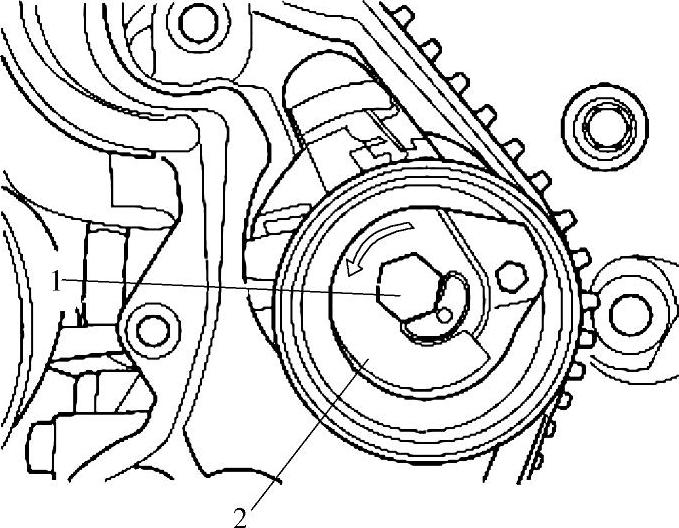
图3-9 松开正时带张紧轮
1—钢板弹簧舌片六角孔 2—钢板弹簧舌片
2)设定凸轮轴正时记号,以便排气凸轮轴带轮位于进气凸轮轴带轮之下的1/2凹槽处。
注意:确保两个凸轮轴带轮上的箭头向上,如图3-10所示。
3)安装正时带。从曲轴开始,围绕水泵带轮、惰轮、凸轮轴带轮,然后是张紧器。(https://www.xing528.com)
4)逆时针方向转动排气凸轮轴带轮4,对准正时标记并张紧正时带,如图3-11所示。
5)将6mm内六角扳手3插入位于正时带张紧器带轮的钢板弹簧舌片2上的六角孔内。逆时针旋转舌片2。移动张紧器带轮固定转动带,再移动张紧器设定凹槽1,进行顺时针转动。留意设定凹槽1的运转,继续逆时针旋转舌片2,直至设定凹槽与弹簧柄托6对齐。使用内六角扳手3防止舌片2移动,拧紧张紧器锁止螺栓4至25N·m(220lbf·in)。在拧紧锁止螺栓4后,安装凹槽5和弹簧柄托6,必须保持两者对齐,如图3-12所示。
6)卸下内六角扳手和扭力扳手。
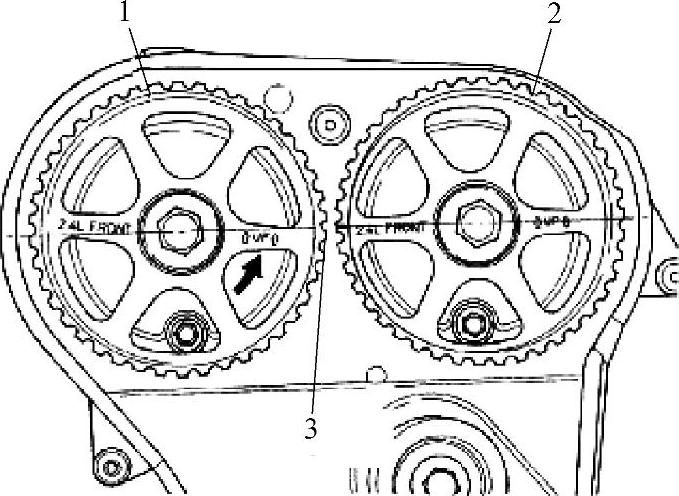
图3-10 对正凸轮轴正时记号
1—排气凸轮轴正时标记 2—进气凸轮轴正时标记 3—凸轮轴正时标记线(1/2凹槽)
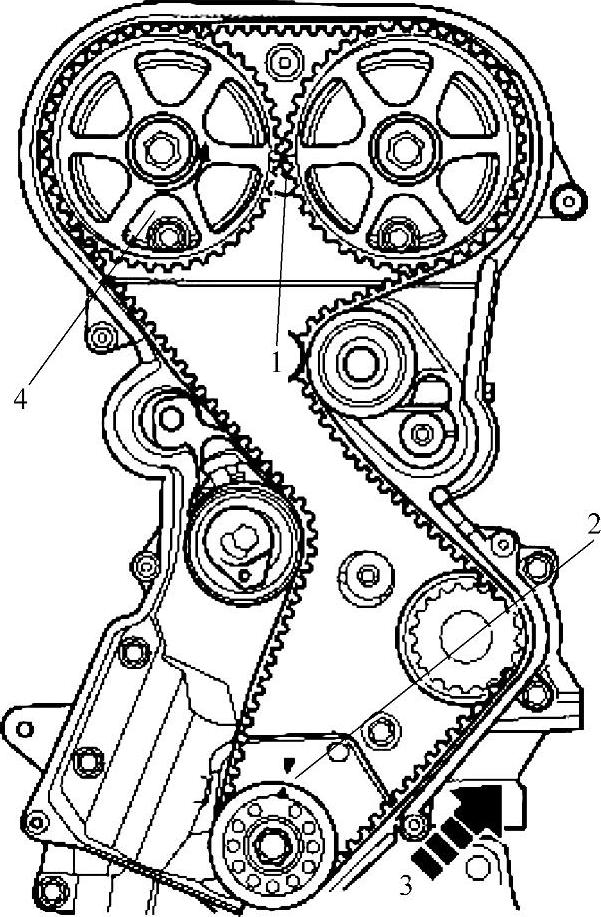
图3-11 安装正时带
1—凸轮轴正时标记线 2—由轴正时标记 3—正时带转动方向 4—排气凸轮轴带轮
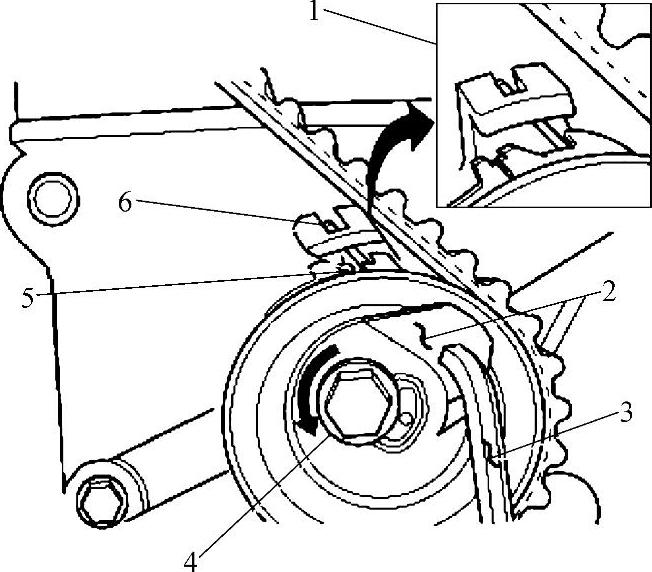
图3-12 安装正时带张紧轮
1—张紧器设定凹槽 2—钢板弹簧舌片 3—内六角扳手 4—张紧器锁止螺栓 5—凹槽 6—弹簧柄托
注意:仅可以在顺时针旋转的过程中重新将曲轴置于TDC位置上。若错过了TDC位置,则再旋转两次直至获得TDC位置。不要逆时针旋转曲轴,否则将不能恰当地检验张紧器的安装。
7)为了固定正时带,逆时针完整地旋转曲轴两次,直至曲轴可以重新定位在TDC位置上。确保曲轴和凸轮轴正时记号处于适当的位置。
8)如图3-13所示,检查弹簧柄托1是否在容许窗口2之内。若弹簧柄托在容许窗口内,安装过程完成,无需进行下一道程序。若弹簧柄托不在容许窗口内,务必重复步骤5)至步骤7)。
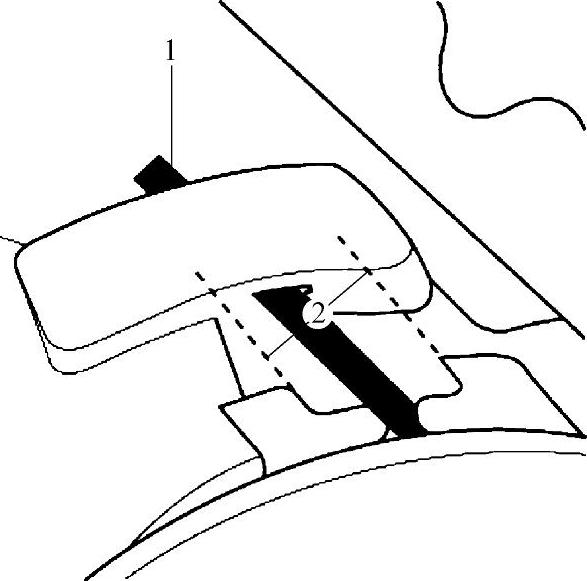
图3-13 检查弹簧柄托位置
1—弹簧柄托 2—容许窗口
9)安装上部和下部前正时带盖。
10)连接蓄电池的负极电缆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。