



(1)气缸盖裂纹的检修
气缸盖裂纹的检查方法采取的是水压试验法,其具体的步骤如下:
①将气缸盖、气缸体和气缸垫按要求装合在一起。
②将水压机水管接在气缸体进水口处,并将其他水口封住。
③用水压机将水压入水套,压力在0.3~0.5MPa时,保持5min,若气缸盖表面、燃烧室等部位无水珠出现,表明无裂纹。
④在受力和受热不大的部位若出现裂纹,可采用环氧树脂粘结法修复;受力较大的部位出现裂纹时,应采用焊接法修复;也可直接通过更换气缸盖修复。
注意:气缸盖上裂纹的检查也可以采用染色渗透法,包括检查进、排气管与各个接触安装平面等是否有裂纹。
(2)气缸盖变形的检修
气缸盖的变形主要表现为翘曲。其变形程度可通过检测气缸盖下平面和侧平面的平面度误差获得。
①将所测缸盖倒放在检测平台上。
②如图8-1所示,将钢直尺或刀形尺沿两条对角线和纵轴线贴靠在缸盖下平面上。
③如图8-2所示,在钢直尺或刀形尺与缸盖下平面间的缝隙处,插入塞尺。塞尺所测数值即为缸盖的变形量。
④气缸盖下平面的平面度误差,在整个平面上不大于0.05mm。局部不平可用刮研法或磨削法修复,当修复量大于1mm时,应更换气缸盖。
气缸盖侧平面的平面度误差的检修方法与气缸盖下平面类似。
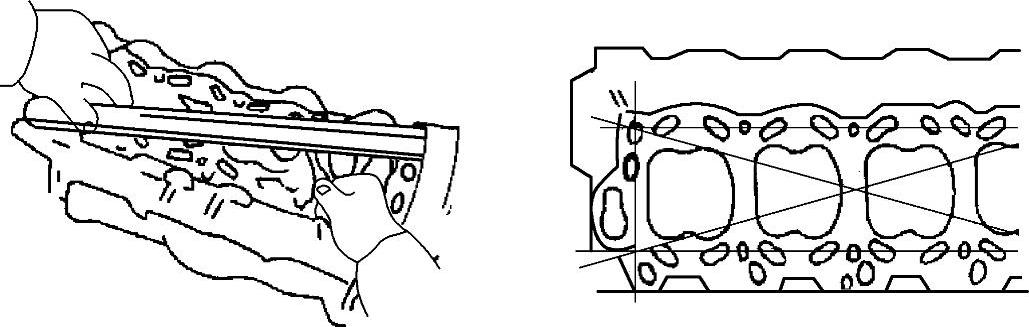
图8-1 用钢直尺或刀形尺检查气缸盖的下平面(https://www.xing528.com)
(3)燃烧室容积的检测
①装上气缸盖上的全部火花塞,并将待测气缸盖倒放在检测平台上,使其保持水平。
②用量杯向燃烧室注入80%(体积分数)的煤油和20%(体积分数)的机油的混合液。
③加入量约为燃烧室容积的95%时,停止加注。用中间带有圆孔的玻璃板盖在燃烧室平面上。
④再用注射器或滴管注入混合油,直至液面与玻璃板相接触。
⑤总注入量即为燃烧室容积。若活塞顶部有凹坑,还应测量凹坑的容积。
技术要求:
①气缸盖经加工修整后燃烧室容积的减少不得小于额定容积的5%。
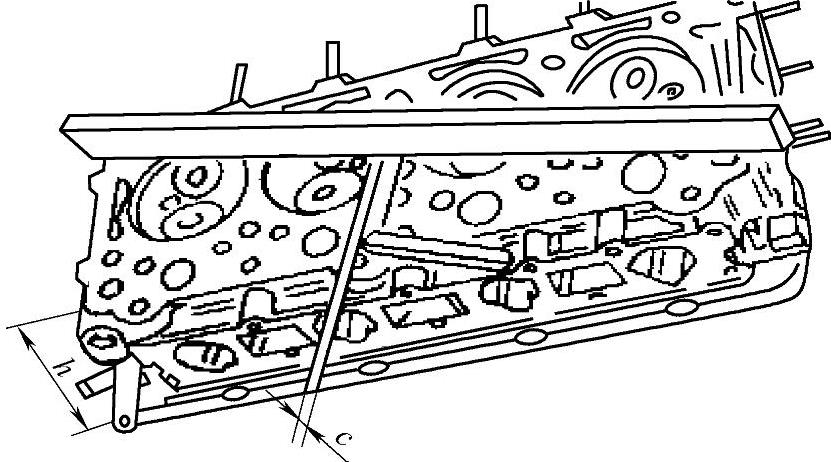
图8-2 气缸盖变形量的检测
②同一台发动机各燃烧室容积相差不应大于平均值的4%。
③EQ6100各缸燃烧室容积差不大于4mL。
同时满足以上三个条件的气缸盖燃烧室容积才符合技术要求。若不符合技术要求,应进行如下处理。
①容积过大的燃烧室,则应进行点焊。
②容积过小的燃烧室,则应进行铣削,注意应在缸壁厚的地方进行修整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。