



活塞环在工作时,由于受高温、润滑条件差的影响,其磨损失效往往要比气缸的磨损极限速度快。随着活塞环磨损的加剧,活塞环的弹力将逐渐减弱,端隙、侧隙的增大,会使密封性能变差,降低发动机的动力性和经济性。
活塞环除磨损失效外,还有一种常见的断裂损坏。由于活塞环脆性较大,如果在安装时方法不当,或活塞环侧隙、端隙过小和发动机爆燃、大负荷的撞击都会造成活塞环断裂。因此,应正确的选配和安装活塞环。
(1)活塞环的选配
对活塞环选配的要求是:与气缸、活塞的修理尺寸一致;具有规定的弹力以保证气缸的密封性;活塞环的漏光度、端隙、侧隙、背隙应符合设计规定。
(2)活塞环的拆卸
以丰田5A—FE发动机为例介绍活塞环的拆卸过程。
①转动曲轴将一、四缸的活塞位于下止点。
②拆下一、四缸连杆大头的连杆轴承盖,逐缸将活塞连杆组总成取下。
③用同样的方法将二、三缸活塞连杆组拆下。
注意:拆下活塞活塞连杆组时应观察活塞或连杆上有无记号,若无则应做记号。
④用活塞环拆装钳将活塞连杆组上的活塞环拆下。
(3)活塞连杆组的装配
以丰田5A—FE发动机为例介绍活塞连杆组的装配过程。
1)将活塞环正确装于活塞环槽中。
注意:检查、调整各道活塞环的开口方向。第一道活塞环开口应朝向侧压力小一面,第二道与第一道开口对置;油环开口也要相互错开;如图7-9所示。

图7-9 活塞环开口错开安装
2)对每一道活塞环的间隙进行检查,方法如图7-10所示。(https://www.xing528.com)

图7-10 活塞环间隙的检查
①侧隙测量:第一道环的侧隙为:0.04~0.08mm;第二道环的侧隙为:0.03~0.07mm。
②开口端隙测量:第一道环的端隙为:0.25~0.45mm;第二道环的端隙为:0.35~0.45mm,油环的端隙为:0.15~0.50mm。
③如果间隙超过最大值则应更换活塞。
3)用干净清洁的机油涂在将要安装的气缸壁与该缸相应的活塞及曲轴的连杆轴径上。
4)转动曲轴到一、四缸的下止点,将活塞连杆组总成安装到相应的气缸中;如图7-11所示。
注意一:如果要安装二、三缸的活塞则应将曲轴转动到二、三缸下止点位置。
注意二:在将活塞装入气缸之前应用短软管套在连杆螺栓上保护曲轴不受损伤。
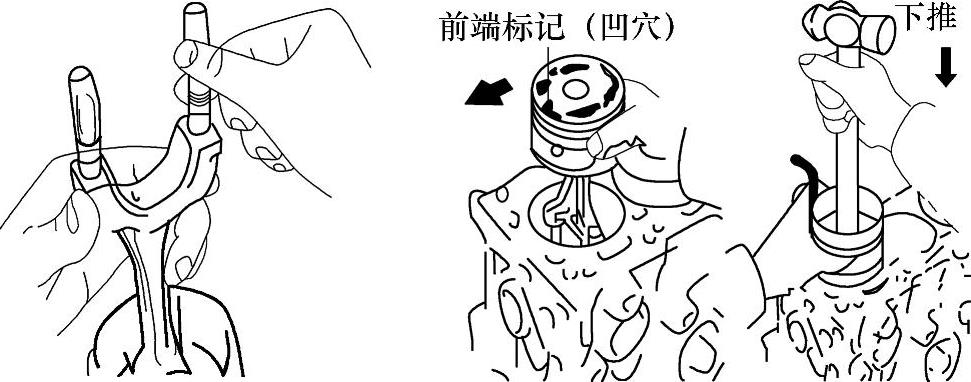
图7-11 活塞连杆组的安装
5)将该缸的连杆轴承盖与连杆相连,并按一定的力矩将之分次上紧。
注意一:各道轴承盖之间不能安错,且每一道轴承盖也有朝向的方向(凸点朝前),如图7-12所示。

图7-12 连杆轴承盖的安装
注意二:上紧的力矩为:第一次29N·m,第二次转过90°。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。