



检测汽车零件隐伤的方法有磁力探伤、荧光探伤、水压试验等。
1.磁力探伤法
在汽车维修中的待探零部件主要是用钢铁材料制成的,探伤的目的主要是探查有无表面和近表面裂纹。磁力探伤对铁磁质零部件的表面和近表面探伤灵敏度都比较高,且无毒,对零部件的形状、表面要求和技术要求及投资要求都较低,而且直观方便。因此,在汽车维修的无损探伤方法中,目前采用磁力探伤法比较多。
(1)磁力探伤原理及方法
磁力探伤是利用电磁原理来检验金属零件的隐蔽缺陷,适用于能被磁化的金属零件隐伤的检测。其原理是当磁通量通过被检零件时,若零件内部有裂纹,则在裂纹部位会由于磁力线的外泄形成局部磁极,产生一对有S、N极的局部磁场,如图6-5所示。若在零件表面上喷洒磁性铁粉,或将铁粉与油的混合液通过零件表面,铁粉就被磁化并吸附在裂纹处,从而显现出裂纹的位置和大小及裂纹方向。
用磁力探伤法检查零件时,根据裂纹可能产生的位置和方向,可采用纵向磁化法及周向磁化法和联合磁化法。
(2)磁力探伤工艺
磁力探伤的工序包括预处理、磁化、施加磁粉(或磁悬液)、检查、退磁和后处理等。
探伤前零件的预处理工作主要是消除零件表面的油污、铁锈等。干法探伤时,零件表面应充分干燥;使用磁悬液时,零件上不应有水分;有非导电覆盖层(如油漆层)的零件必须通电磁化时,应将其清除干净。
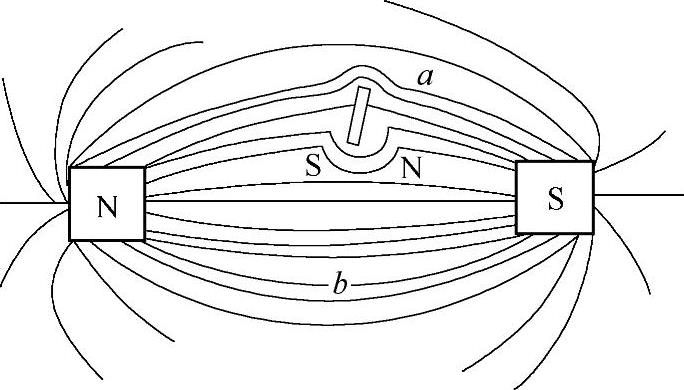
图6-5 磁场在缺陷边缘的分布和磁极的形成
a—横切磁力线的缺陷 b—平行于磁力线的缺陷
零件经磁化检验后,必须进行退磁,否则,会因有磁性吸附铁屑,导致零件在使用中产生磨损。退磁方法有直流退磁法和交流退磁法。(https://www.xing528.com)
直流退磁法适用于直流磁化的零件,它是利用原直流磁场不断改变其磁场方向,并逐渐将磁化电流降低到零。
交流退磁法是将零件从交变磁场中慢慢退出,或者将零件放在交变磁场中,逐渐减少磁场电流,直至电流为零。
零件探伤完毕应进行后处理,如用磁悬液检查的零件,可用汽油或煤油等溶剂去掉零件上残存的磁粉。
2.荧光探伤法
荧光探伤是利用渗透到缺陷内的荧光物质,在紫外线激发后发出可见光,将零件表面上的缺陷显示出来。
荧光探伤适用于从表面开始的裂纹,不但能检测能被磁化的金属零件,还能检测不能被磁化的其他金属零件以及非金属零件。
检测零件表面缺陷时,在零件表面涂一层渗透性好的荧光剂,它能渗透到零件表面细微的裂纹中去,保持10~20min,再经过293~313K的水的冲洗,然后在358K温度下快速烘干1~2min后,在零件表面上均匀地撒上一层氧化镁干粉,10~15min后,用压缩空气吹掉多余的粉末,再用紫外线灯进行照射,就可以显现裂纹的部位、大小、方向。
3.水压试验法
发动机缸体、缸盖和散热器等零件裂纹的检验,通常采用水压试验的方法进行,图6-6所示为缸体检验。其方法是将气缸盖及气缸衬垫装在气缸体上,将水压机的出水管接头与气缸前端水泵入口处连接好,堵住其他水道口,然后将水压入水套,在300~400kPa的压力下,保持5min,观察气缸体和气缸盖有无渗漏。如果发现气缸体、气缸盖由里向外有水珠渗出,表明该处有裂纹。
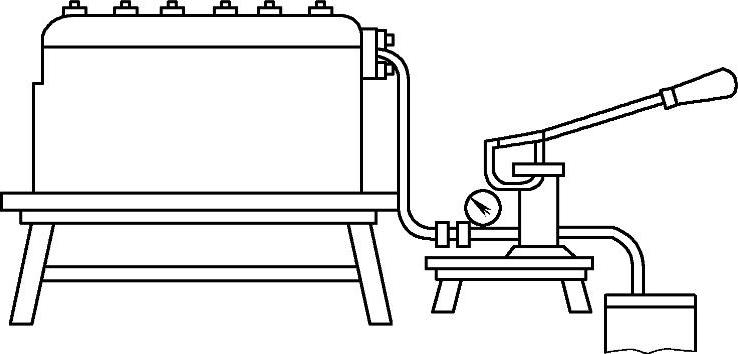
图6-6 气缸体、气缸盖的水压试验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。