



(1)游标卡尺的规格与使用方法
游标卡尺可以直接测量出工件的外径、内径、长度、宽度、深度和孔距等尺寸。钳工常用的游标卡尺测量范围有0~125mm、0~200mm、0~300mm等几种。游标卡尺按其测量精度,有0.10mm、0.050mm和0.020mm三种。
用游标卡尺测量工件尺寸之前,应检查校对零位的准确性。测量时,应将两量爪张开到略大于被测尺寸,将固定量爪的测量面贴靠着工件,然后轻轻用力移动游标,使活动量爪的测量面也紧靠工件,并使卡尺测量面的连线垂直于被测表面(如图3-1、图3-2所示),不可处于歪斜位置,然后把螺钉拧紧,读出读数。读数时,应把卡尺水平拿着,在光线明亮的地方,视线垂直于刻线表面避免由斜视角造成的读数误差。
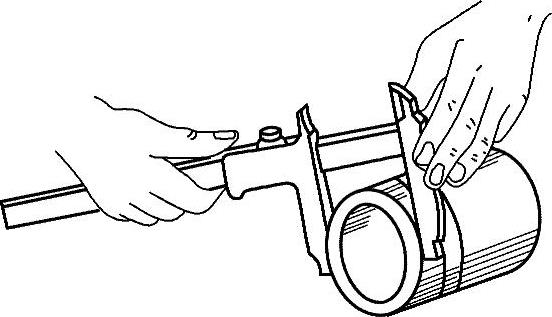
图3-1 游标卡尺的使用
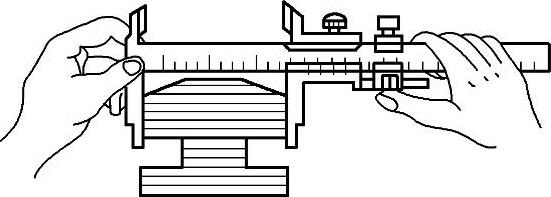
图3-2 游标卡尺的读数
游标卡尺的读数方法,可分为三个步骤:
①先读整数。游标零线以左最近的尺身刻度线所表示的数值,即为测量的整毫米数。
②再读小数。看游标卡尺从零线开始(零刻线不算)第几条刻线与尺身某一刻线对齐,其游标刻线数与测量精度的乘积就是不足1mm的部分。
③计算被测尺寸。将上面整数和小数两部分尺寸加起来,即为被测尺寸。
以图3-3为例,其所示尺寸为:22mm+10×0.05mm=22.50mm(最后的零不可省略)。
(2)千分尺的规格与使用方法
千分尺是测量零件尺寸的精密量具。其测量精度可达0.01mm,比游标卡尺精度高。千分尺按用途分,有内径千分尺和外径千分尺两种。
内、外径千分尺的结构基本相同,如图3-4所示,其由测砧(砧座)、测微螺杆、制动环、固定套筒、微分筒(活动套筒)、棘轮(测力装置)和弓架等组成。
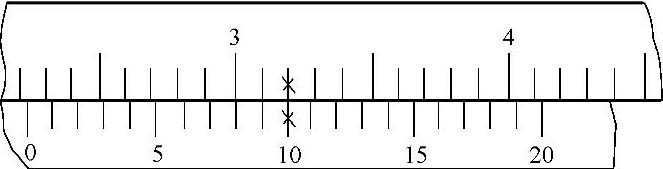
图3-3 游标卡尺读数举例
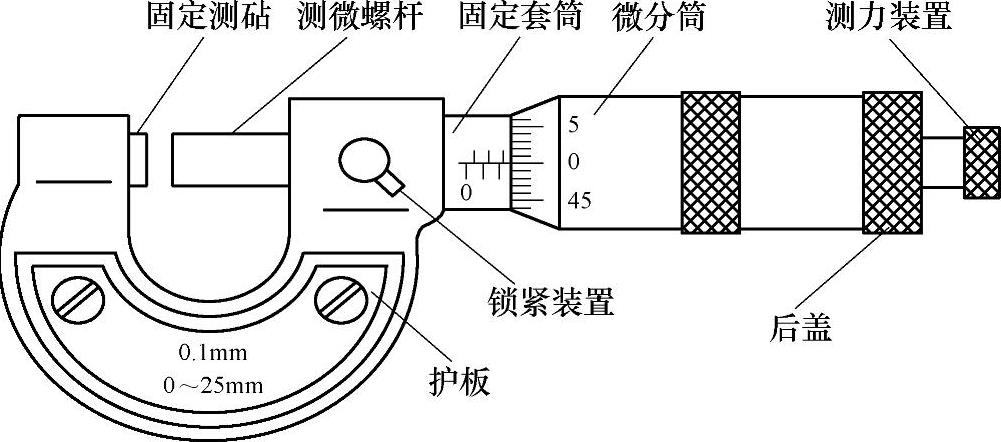
图3-4 千分尺结构示意图
千分尺测微螺杆的螺距为0.5mm,固定套筒上刻线距离每格为0.5mm,当微分筒转一周时,测微螺杆就移动0.5mm,微分筒的圆周斜面上共刻50格,因此当微分筒转一格时(1/50转),测微螺杆移动0.5mm/50=0.01mm,所以常用千分尺的测量精度为0.01mm。由于还能再估读一位,可读到毫米的千分位,故又名千分尺。
测量前必须校正零件。测量时,要控制测力,不允许用冲力转动微分筒。千分尺测微螺杆的轴线应与零件表面贴合垂直。读数时最好不取下千分尺,如需取下,应先锁紧测微螺标,然后轻轻取下千分尺,防止尺寸变动。读数要细心,看清刻度,不要错读0.5mm。
千分尺的使用方法:
①从固定套管主尺上读出暴露在微分筒外面的毫米数和半毫米数。
②察看微分筒上哪一格与固定套管主尺上的基准线对齐,并读出不足半毫米的数。
③把两个读数相加即为测得的实际尺寸数值。
以图3-5为例,其读数为5.5mm+0.235mm=5.735mm。
(3)百分表的规格与使用方法
百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。主要用于测量制件的尺寸和形状、位置误差等。分度值为0.01mm,测量范围为0~3mm、0~5mm、0~10mm。
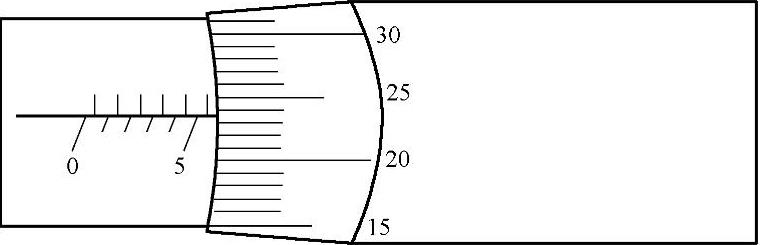
图3-5 千分尺的读数举例
其原理是:将测尺寸(或误差)引起的测杆微小直线移动,经过齿轮传动和放大,变为指针在刻度盘上的转动,从而读出被测尺寸(或误差)的大小,如图3-6所示。
百分表的正面共有大小两个表盘,大表盘上共有100个等分格,每格代表0.01mm,小表盘上共有10个等分格,每格代表1mm,当长指针在大表盘上转动一周时会带动短指针在小表盘上转动一个格。测量时,如果测量杆上移1mm,则会使长指针转一周,短指针转1个格。测量杆移动的距离=短指针的读数(整数部分)+长指针的读数(小数部分)。
测量前,检查表盘和指针有无松动现象。检查指针的平稳性和稳定性。测量时,测量杆应垂直于零件表面;测圆柱时,测量杆应对准圆柱轴中心。测量头与被测表面接触时,测量杆应对准圆柱轴中心。测量头与被测表面接触时,测量杆应预先有0.3~1mm的压缩量,要保持一定的初始测力,以免负偏差测不出来。
(4)扳手的种类与规格
扳手是用来旋紧六角形、正方形螺钉及各种螺母的常用工具,常用钢、合金钢或可锻铸铁制成,其开口处要求光整、耐磨。扳手分为通用(活扳手)、专用扳手和特殊扳手三类。
1)通用扳手。也叫活扳手,如图3-7所示。
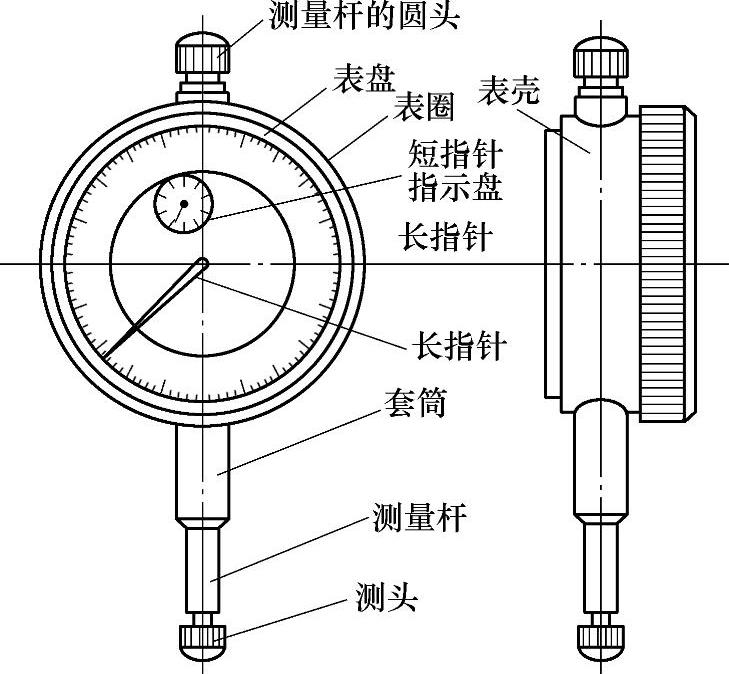
图3-6 百分表的结构示意图
使用活扳手时,应让其固定钳口承受主要作用力(图3-7),否则容易损坏扳手。钳口的开度应适合螺母对边间距尺寸,过宽会损坏螺母。不同规格的螺母(或螺钉),应选用相应规格的活扳手。扳手手柄不可任意接长,以免拧紧力矩过大而损坏扳手或螺母。活扳手操作费时,活动钳口容易歪斜,往往会损坏螺母或螺钉的头部表面。
2)专用扳手。专用扳手只能扳一个尺寸的螺母或螺钉,根据其用途的不同可分为呆扳手和整体扳手。
①呆扳手。用于装拆六角形或方头的螺母或螺钉,有单头和双头之分,如图3-8所示。它的开口尺寸是与螺母或螺钉的对边间距的尺寸相适应的,并根据标准尺寸做成一套。
②整体扳手。整体扳手可分为正方形、六角形、十二角形(梅花扳手)等,如图3-9所示。梅花扳手只要转过30°,就可改换方向再扳,适用于工作空间狭小,不能容纳普通扳手的场合,应用较广泛。(https://www.xing528.com)
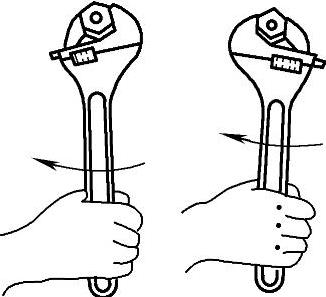
图3-7 通用扳手

图3-8 呆扳手
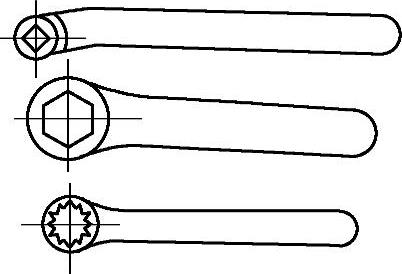
图3-9 整体扳手
3)特殊扳手
①成套套筒扳手。由一套尺寸不等的梅花套筒组成,如图3-10所示。使用时,扳手柄方榫插入梅花套筒的方孔内,弓形手柄能连续地转动,使用方便,工作效率较高。
②锁紧扳手。专门用来锁紧各种结构的圆螺母,其结构多种多样,常用的如图3-11所示。
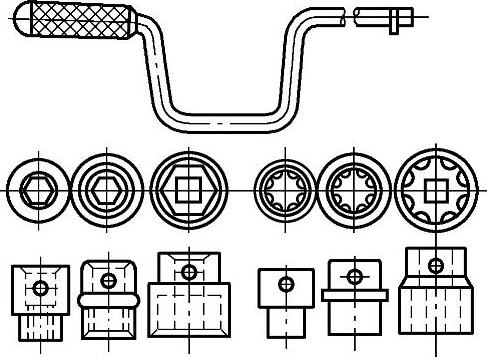
图3-10 成套套筒
③内六角扳手。如图3-12所示,用于装拆内六角螺钉。成套的内六角扳手,可供装拆M4~M30的内六角螺钉。
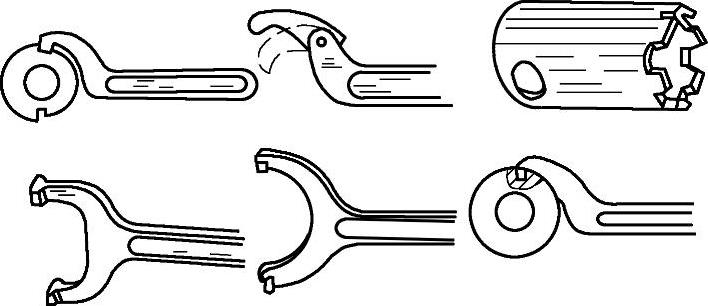
图3-11 锁紧扳手
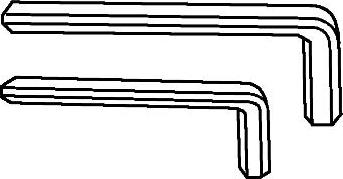
图3-12 内六角扳手
(5)台虎钳的规格、用途和使用方法
台虎钳是工具钳工夹持工件进行手工操作的通用夹具,其规格用钳口的宽度来表示。其常用几种规格有100mm、125mm和150mm等。图3-13分别为轻型活动带砧台虎钳(图3-13a)、重型活动带砧台虎钳(图3-13b)、固定带砧台虎钳(图3-13c)。
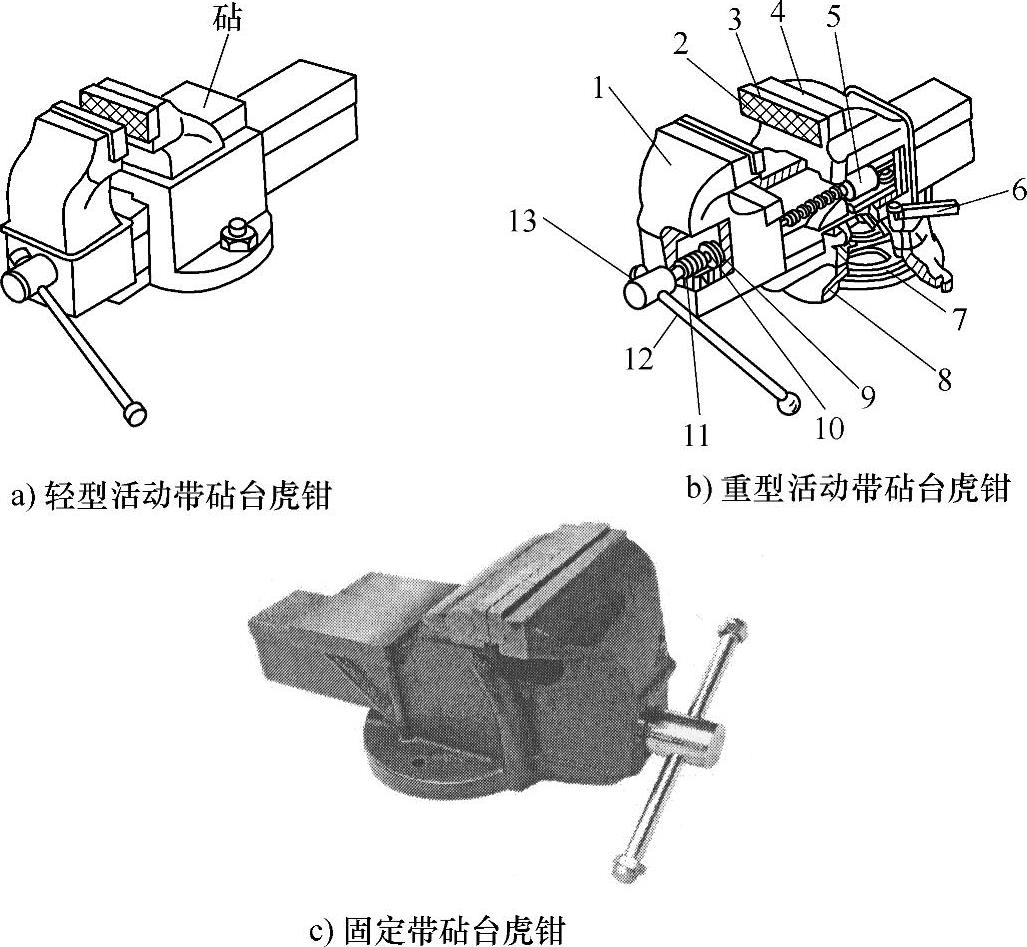
图3-13 台虎钳的结构与组成
1—活动钳身 2—螺钉 3—钢钳口 4—固定钳身 5、10—螺母 6—转座手柄 7—夹紧盘 8—转座 9—销 11—丝杆 12—夹紧手柄 13—夹紧手柄轴
安装台虎钳时,必须使固定钳身的钳口工作面处于钳桌的边缘外,以便在夹持长的工件时下端受到阻碍。
台虎钳在钳桌上的固定要牢固,工作时应注意左右两个转座手柄必须扳紧,且保证钳身没有松动迹象,以免损坏钳桌、台虎钳及影响工件的加工质量。
夹紧工件时,只允许用手的力量来扳紧丝杆手柄,不允许用锤子敲击手柄或套上长管子去扳手柄,以免丝杆、螺母及钳身因受力过大而损坏。
夹紧工件所需夹紧力的大小,应视工件的精度、表面粗糙度、刚度及操作要求来定。原则是既要夹紧可靠,又不要损伤和破坏完工后工件的质量。
有强力作用时,应尽量使强力朝向固定钳身,以免损坏丝杆和螺母。
不允许在活动钳身的光滑平面上进行敲击作业,以免降低活动钳身与固定钳身的配合性能。
台虎钳使用完后,应立即清除钳身上的切屑,特别是对丝杆和导向面应擦干净,并加注适量机油,有利于润滑和防锈。
(6)砂轮机的用途和操作注意事项
砂轮机是用来磨去工件或材料的毛刺和锐边以及刃磨钻头、刮刀等刀具或工具的简易机器。
砂轮机的操作:
①砂轮机起动前,应检查安全托板装置是否固定可靠和完好,并注意观察砂轮表面有无裂缝。
②砂轮机起动后,应观察砂轮机的旋转是否平稳,旋转方向与指示牌是否相符,以及有无其他故障存在。
③砂轮外圆表面若不平整,应用砂轮修正器进行修正。
④待砂轮转速正常后才能进行磨削。
⑤对长度<50mm的小件进行磨削时,应用钳子或其他工具夹持,千万不能用手握。
⑥使用完毕应随即切断电源。
砂轮机使用注意事项(安全常识)
①砂轮机应有安全罩。
②操作时,人不能正对砂轮站立,应站在砂轮的侧面或斜侧位置。在磨削时不要用力太猛,以免砂轮碎裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。