



【摘要】:焊接用钢盘条的牌号及其化学成分见表4-34。表4-34 焊接用钢盘条的牌号及其化学成分(续)(续)注:1.根据供需双方协议,也可供应其他牌号及化学成分的盘条。
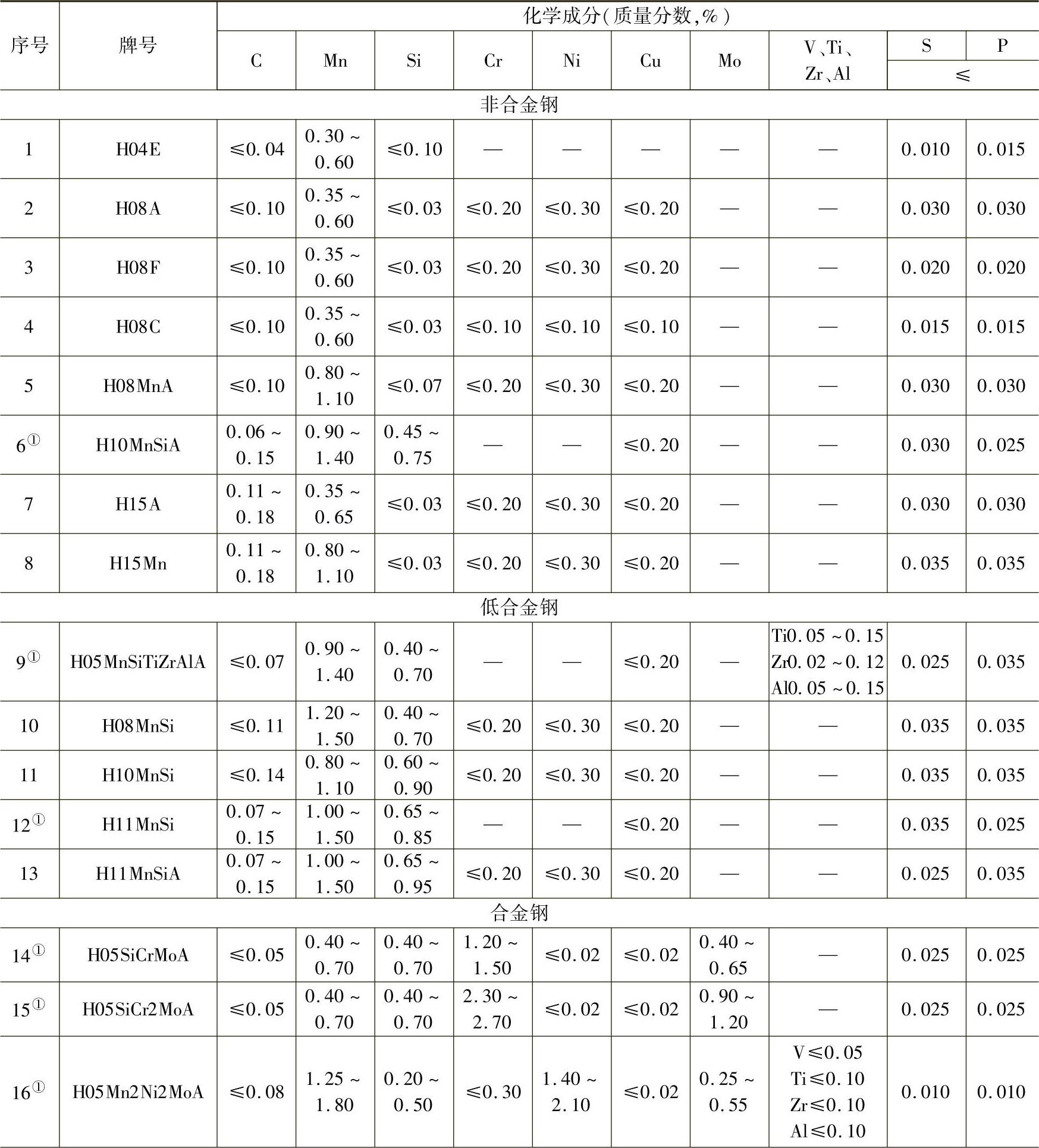
焊接用钢盘条的牌号及其化学成分(成品分析)见表4-34。
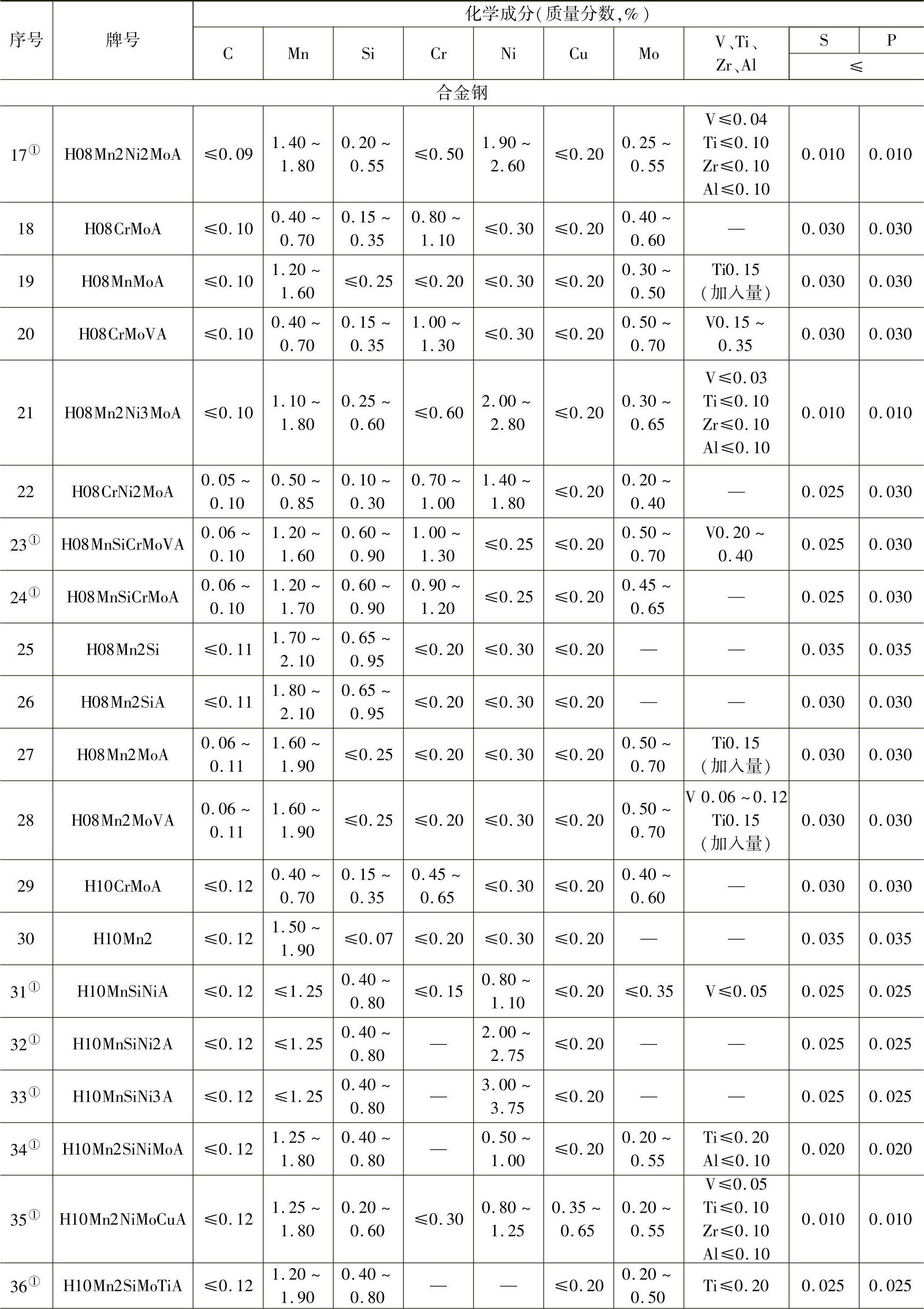
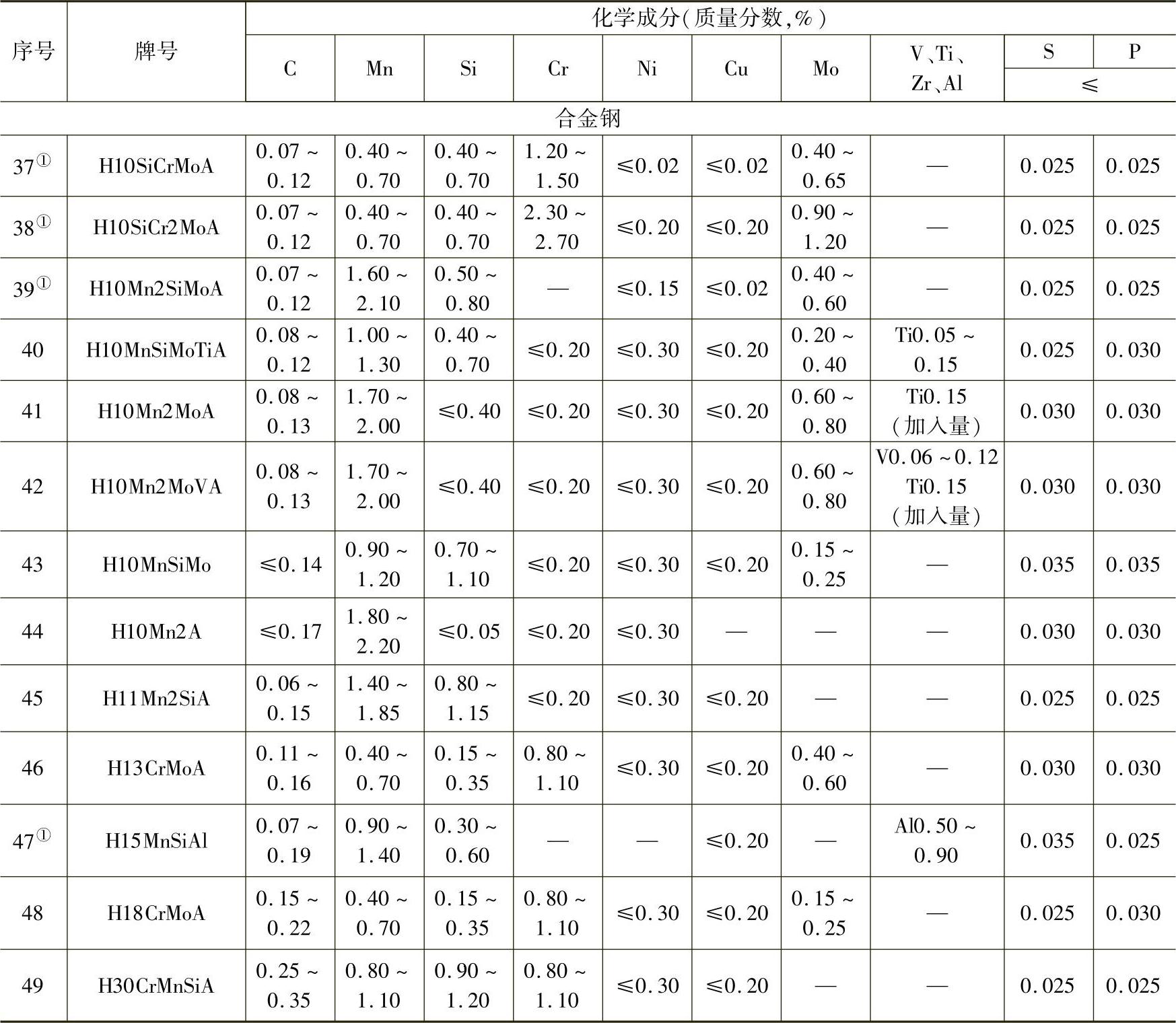
表4-34 焊接用钢盘条的牌号及其化学成分(成品分析)
(续)
(续)
注:1.根据供需双方协议,也可供应其他牌号及化学成分的盘条。(https://www.xing528.com)
2.根据供需双方协议,H08A、H08E、H08C非沸腾钢允许硅含量不大于0.07%(质量分数)。
3.盘条的尺寸、外形及允许偏差应按《热轧圆盘条的尺寸、外形、质量及允许偏差》(GB/T 14981—2009)的规定。质量组别应符合《热轧圆盘条的尺寸、外形、质量及允许偏差》(GB/T 14981—2009)中Ⅰ、Ⅱ、Ⅲ、Ⅳ的规定。
4.盘条以热轧、控冷状态交货。
5.盘条表面不得有裂纹、折叠、结疤、耳子、分层及夹杂,允许有压痕及局部的凸块、凹坑、划痕、麻面,但其深度或高度B、C级精度盘条不得大于0.10mm,其他精度等级不得大于0.20mm。
6.根据需方要求,合金钢盘条的力学性能由供需双方协商确定。
①作为残余元素的Ni、Cr、Mo、V总量应不大于0.50%(质量分数)。
选用说明:《焊接用钢盘条》(GB/T 3429—2002)规定了焊接用钢盘条的尺寸、外形、质量及允许偏差、技术要求、试验方法、检验规则、包装、标志、质量证明书等,适用于手工电弧焊、埋弧焊、电渣焊、气焊和气体保护焊等用途的焊接用钢盘条,不适用于焊接用不锈钢盘条。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。