



6.2.1 钢构件加工制作工艺和质量应符合现行国家标准《钢结构工程施工规范》GB 50755和《钢结构工程施工质量验收规范》GB 50205的规定。
条文链接 ★6.2.1
根据《钢结构工程施工规范》GB 50755的有关规定:
零件及部件加工前,应熟悉设计文件和施工详图,做好各道工序的工艺准备;并应结合加工的实际情况,编制加工工艺文件。
6.2.2 钢构件和装配式楼板深化设计图应根据设计图和其他有关技术文件进行编制,其内容包括设计说明、构件清单、布置图、加工详图、安装节点详图等。
6.2.3 钢构件宜采用自动化生产线进行加工制作,减少手工作业。
6.2.4 钢构件与墙板、内装部品的连接件宜在工厂与钢构件一起加工制作。
6.2.5 钢构件焊接宜采用自动焊接或半自动焊接,并应按评定合格的工艺进行焊接。焊缝质量应符合现行国家标准《钢结构工程施工质量验收规范》GB 50205和《钢结构焊接规范》GB 50661的规定。
条文链接 ★6.2.5
根据《钢结构工程施工质量验收规范》GB 50205的有关规定:
焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应小于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
6.2.6 高强度螺栓孔宜采用数控钻床制孔和套模制孔,制孔质量应符合现行国家标准《钢结构工程施工质量验收规范》GB 50205的规定。
条文链接 ★6.2.6
根据《炼铁机械设备安装规范》GB 50679的有关规定:
数量较多的高强螺栓孔,宜采用数控钻床进行加工。因构件尺寸较大而采用摇臂钻时,应采用钻模板钻孔。
6.2.7 钢构件除锈宜在室内进行,除锈方法及等级应符合设计要求,当设计无要求时,宜选用喷砂或抛丸除锈方法,除锈等级应不低于Sa2.5级。
条文链接 ★6.2.7
根据《涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级》GB/T 8923.1的有关规定:
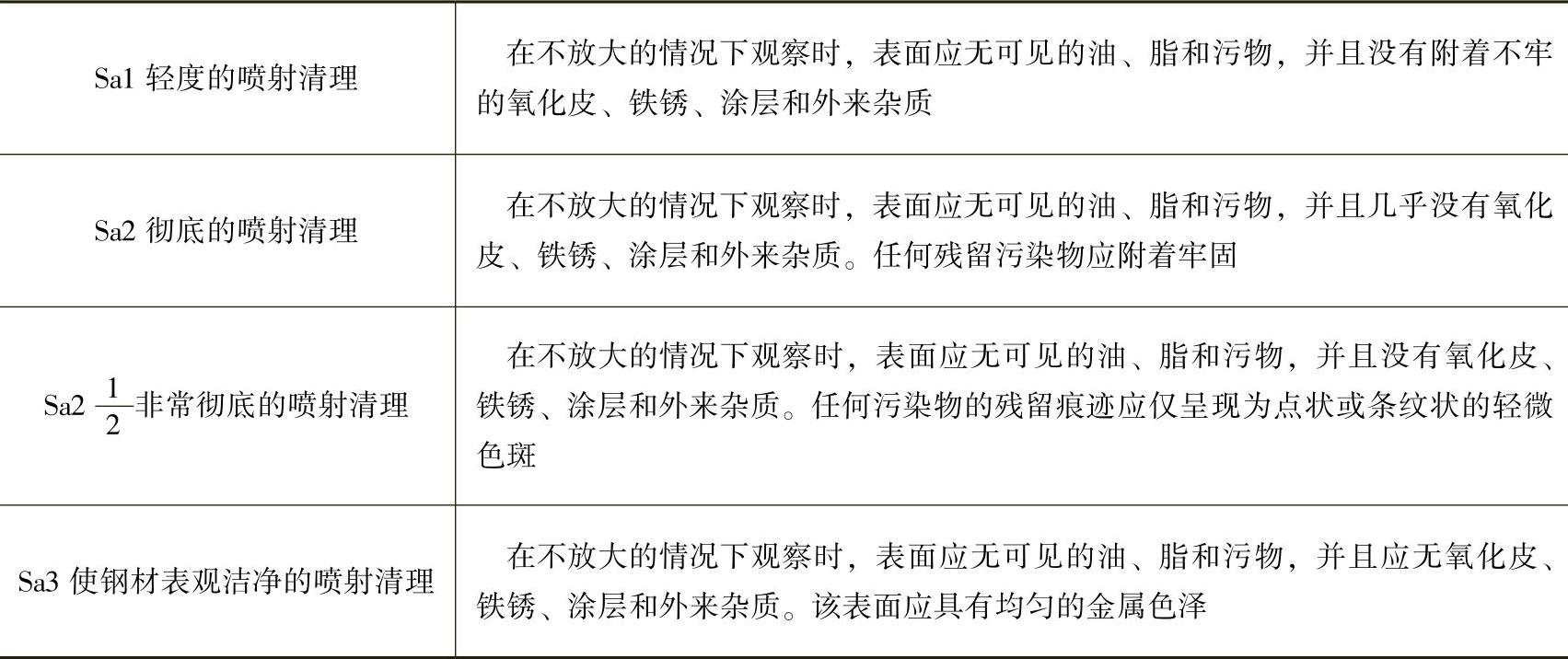
(1)对喷射清理的表面处理,用字母“Sa”表示。喷射清理等级描述见表2-11。
表2-11 喷射清理等级
喷射清理前,应铲除全部厚锈层。可见的油、脂和污物也应清除掉。
喷射清理后,应清除表面的浮灰和碎屑。
注:对表面喷射清理处理方法的说明,包括喷射清理前后的处理程序,见ISO 8504-2。
(2)对手工和动力工具清理,例如刮、手工刷、机械刷和打磨等表面处理,用字母“St”表示。手工和动力工具清理等级描述见表2-12。
条文链接
表2-12 手工和动力工具清理等级(https://www.xing528.com)

手工和动力工具清理前,应铲除全部厚锈层。可见的油、脂和污物也应清除掉。
手工和动力工具清理后,应清除表面的浮灰和碎屑。
注1.对手工和动力工具清理表面处理的说明,包括手工和动力工具清理前后的处理程序,见ISO 8504-3。
注2.本部分不包括处理等级St1,因为这个等级的表面不适合于涂覆涂料。
(3)对火焰清理表面处理,用字母“FI”表示。火焰清理等级描述见表2-13。
表2-13 火焰清理

火焰清理前,应铲除全部厚锈层。
火焰清理后,表面应以动力钢丝刷清理。
注:火焰清理包括最后的动力钢丝刷清理程序;手工钢丝刷处理的表面达不到涂覆涂料的满意要求。
6.2.8 钢构件防腐涂装应符合下列规定:
(1)宜在室内进行防腐涂装。
(2)防腐涂装应按设计文件的规定执行,当设计文件未规定时,应依据建筑不同部位对应环境要求进行防腐涂装系统设计。
(3)涂装作业应按现行国家标准《钢结构工程施工规范》GB 50755的规定执行。
条文链接 ★6.2.8
根据《钢结构工程施工规范》GB 50755的有关规定:
(1)钢结构防腐涂装施工宜在构件组装和预拼装工程检验批的施工质量验收合格后进行。涂装完毕后,宜在构件上标注构件编号;大型构件应标明重量、重心位置和定位标记。
(2)防腐涂装施工前,钢材应按本规范和设计文件要求进行表面处理。当设计文件未提出要求时,可根据涂料产品对钢材表面的要求,采用适当的处理方法。
6.2.9 必要时,钢构件宜在出厂前进行预拼装,构件预拼装可采用实体预拼装或数字模拟预拼装。
6.2.10 预制楼板生产应符合下列规定:
(1)压型钢板应采用成型机加工,成型后基板不应有裂纹。
(2)钢筋桁架楼承板应采用专用设备加工。
(3)钢筋混凝土预制楼板加工应符合现行行业标准《装配式混凝土结构技术规程》JGJ1的规定。
条文链接 ★6.2.10
根据《装配式混凝土结构技术规程》JGJ1的有关规定:
预制板式楼梯的梯段板底应配置通长的纵向钢筋;板面宜配置通长的纵向钢筋;当楼梯两端均不能滑动时,板面应配置通长的纵向钢筋。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。