



(一)气门组分解与装配
1.拆卸程序
1)拆卸气缸盖总成。
2)使用专用工具压缩气门弹簧,如图4-61所示。
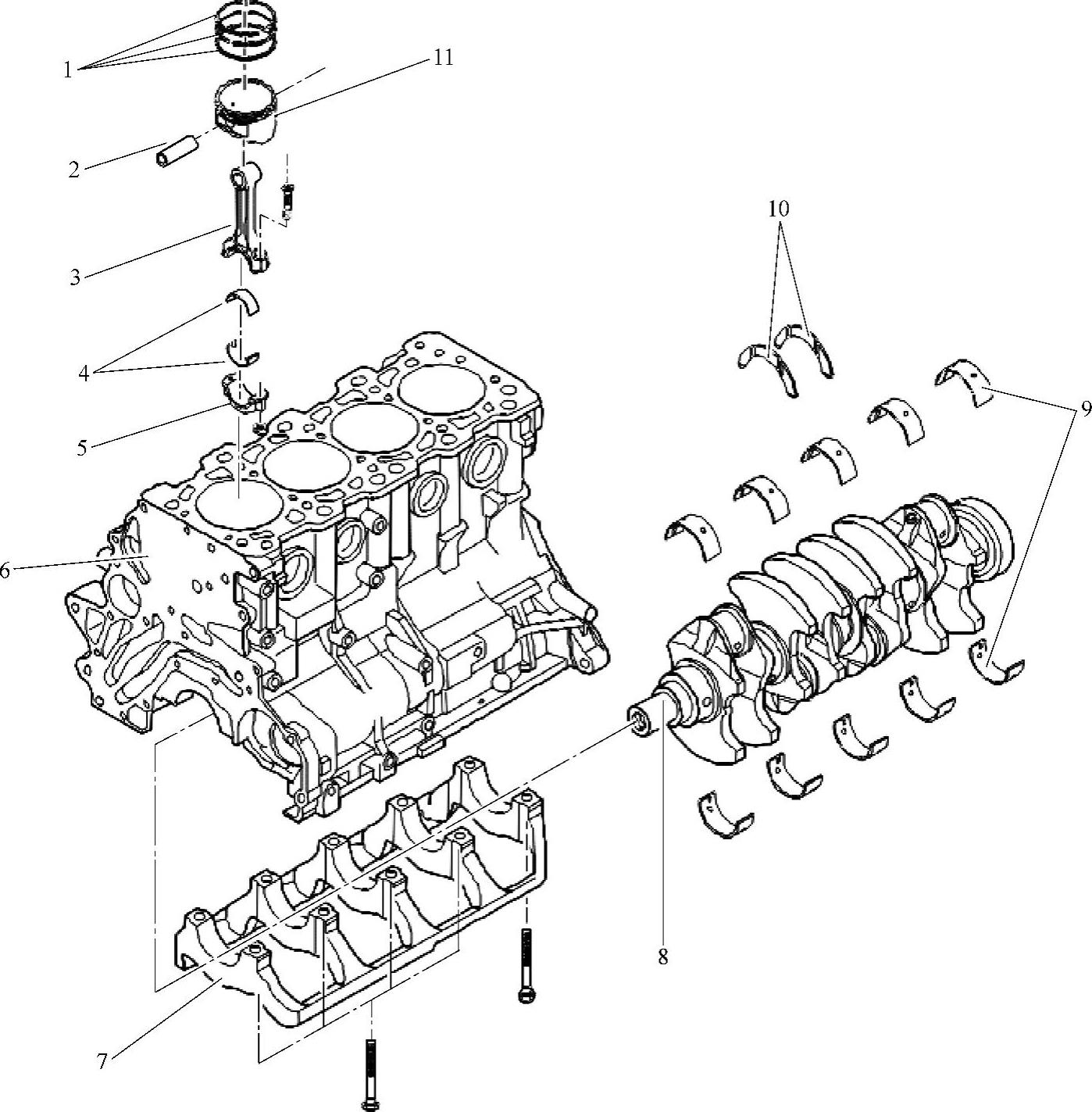
图4-59 发动机气缸体分解
1—活塞环 2—活塞销 3—连杆 4—连杆轴承 5—连杆轴承盖 6—发动机气缸体 7—曲轴轴承盖 8—曲轴 9—曲轴轴承 10—曲轴推力轴承 11—活塞
3)用磁力吸棒取出气门锁片。
4)去掉专用工具,拆卸气门弹簧座。
5)取出气门弹簧。
6)用磁力吸棒取出气门弹簧垫片。
7)拆卸气门(图4-62),保持气门的原始位置以便重新安装。
8)拆卸气门油封。
2.检查气门
1)检查气门座接触(图4-63)。气门座接触应与气门面中心一致。如果不正确,使用气门面整修器,重新整修。
2)如果气门边缘低于限制值,更换气门。
●标准值:
进气:1.0mm。
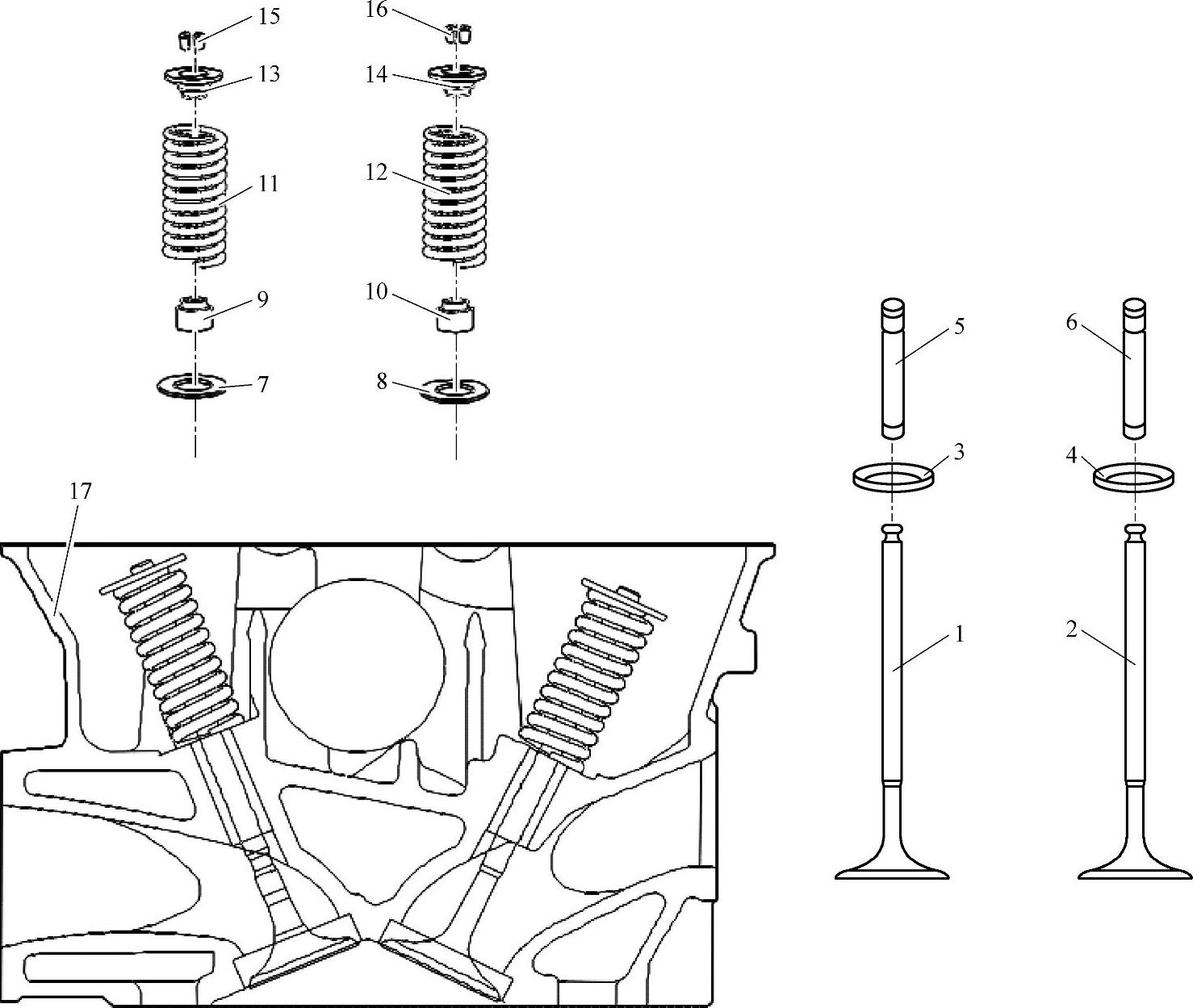
图4-60 进排气门组分解
1—进气门 2—排气门 3—进气门座圈 4—排气门座圈 5—进气门导管 6—排气门导管 7—进气门弹簧垫片 8—排气门弹簧垫片 9—进气门油封 10—排气门油封 11—进气门弹簧 12—排气门弹簧 13—进气门弹簧座 14—排气门弹簧座 15—进气门锁片 16—排气门锁片 17—气缸体
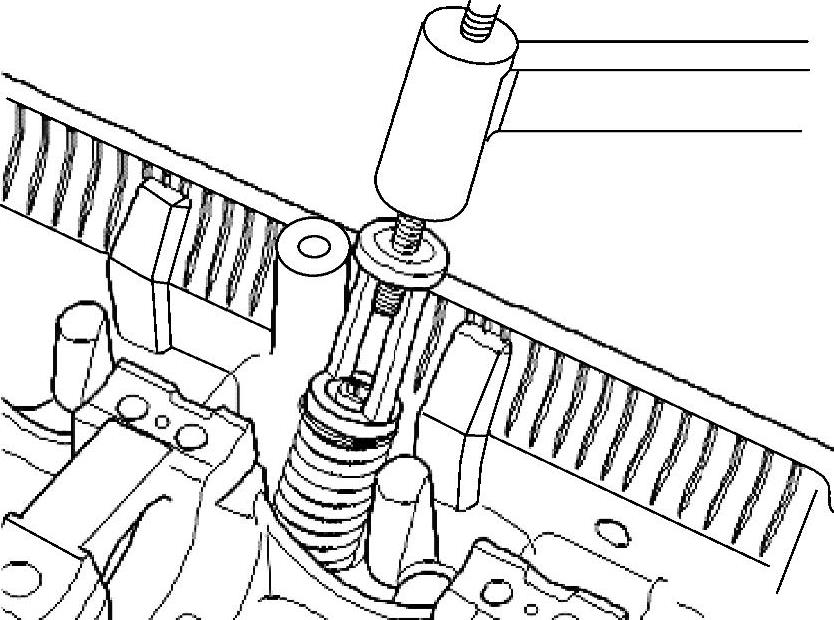
图4-61 用专用工具压缩气门弹簧

图4-62 气门组分解图
排气:1.2mm。
●最小限制值:
进气:0.5mm。
排气:0.7mm。
3)量测气门总长度(图4-64)。如果量测低于限制值,更换气门。
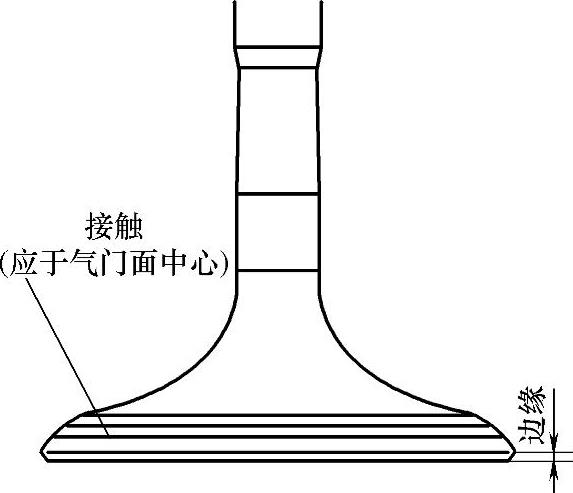
图4-63 检查气门
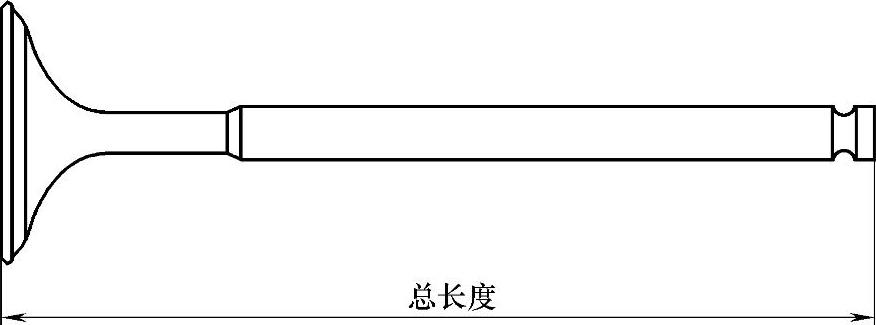
图4-64 测量气门总长度
●标准值:
进气:111.33mm。
排气:113.54mm。
●最小限制值:
进气:110.83mm。
排气:113.04mm。
3.检查气门弹簧
1)量测弹簧自由长度(图4-65)。如果低于限制值,更换气门弹簧。
●标准值:
进气:54.8mm。
排气:56.1mm。
●最小限制值:
进气:53.8mm。
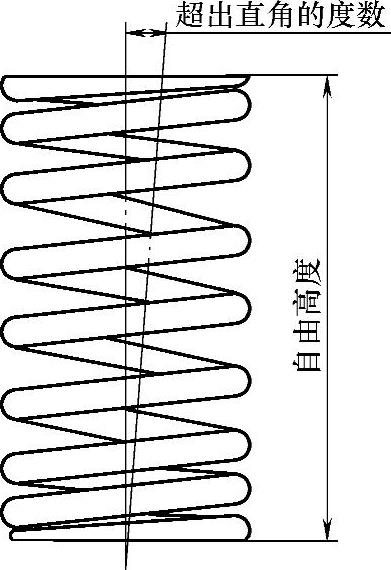
图4-65 检测气门弹簧自由长度和垂直角度
排气:55.1mm。
2)量测弹簧垂直角度(图4-65),如果超出限制值,更换气门弹簧。
●标准值:20°以下
●限制值:40°
4.安装程序
1)使用专用工具安装气门油封(图4-66)。
2)安装气门。
3)安装气门垫片。
4)安装气门弹簧。
提示:依气门弹簧底部(大间隙侧)漆上的识别颜色朝上(朝气门弹簧固定器)安装气门弹簧(图4-67)。
识别 进气:淡蓝色;排气:橘色。
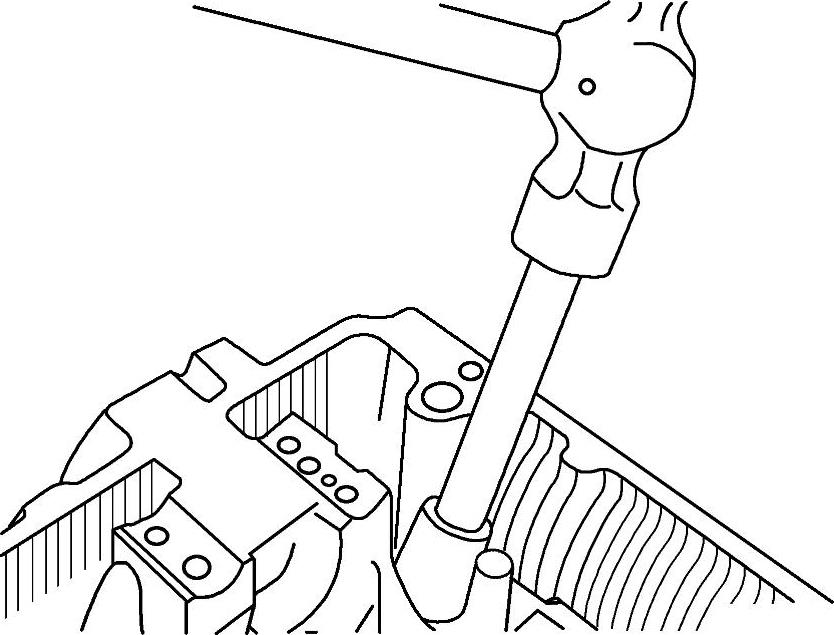
图4-66 用专用工具安装气门油封
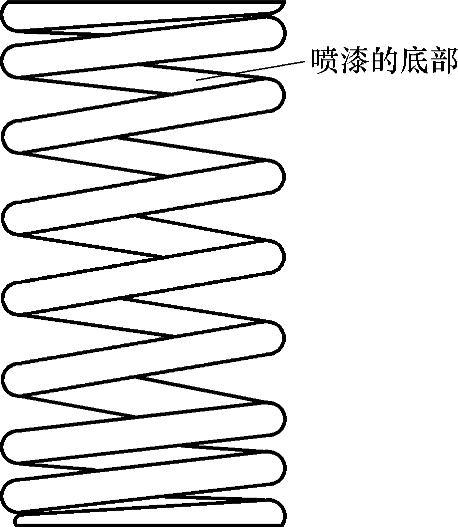
图4-67 根据颜色确定安装位置
5)安装气门弹簧座。
6)使用专用工具压缩气门弹簧,并安装气门锁片。
7)安装气缸盖总成。
(二)发动机正时传动带的更换
1.拆卸程序
1)旋转曲轴,使第一缸处于压缩上止点,拆卸正时传动带前上、下罩盖。
2)用撬棒向下压正时传动带张紧轮臂,使正时带张力调整器杆设定孔A与正时带张力调整器缸设定孔B对正,如图4-68所示。
3)将对正的设定孔用线或销插入,如图4-69所示。
4)松开正时带张紧轮固定螺栓并且拆下正时带。
注意:
①传动带上的水或机油会大大地缩短传动带寿命,所以拆卸正时带、带轮、张紧器时必须清洗或浸入清洗剂里。如果被污染即必须更换零件。
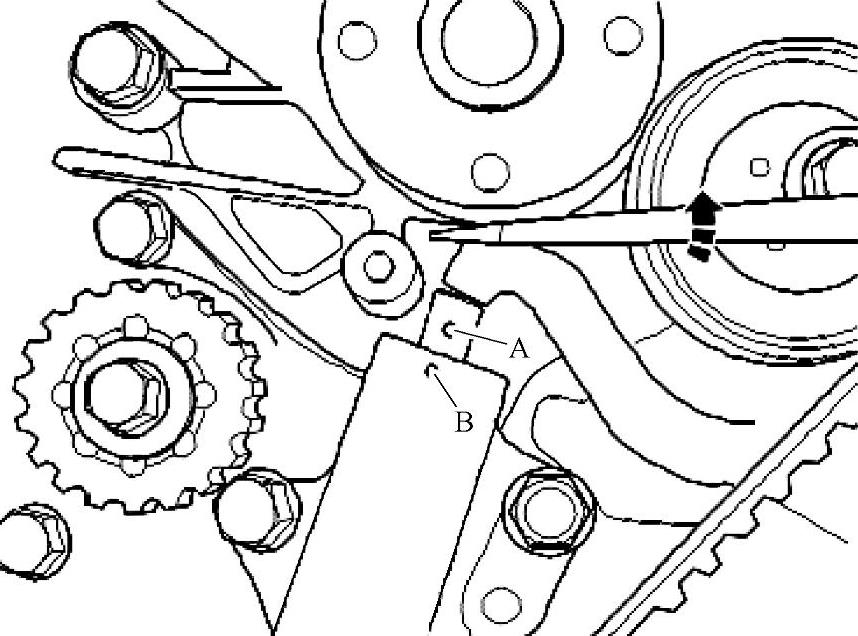
图4-68 对正调整杆设定孔与调整器设定孔
②如果任何零件上有水或机油,检查前壳体油封、凸轮轴油封与水泵是否泄漏。
提示:作一传动带旋转方向记号以便再次安装。
2.检查和更换正时带
检查正时带,如果有下列情况,则更换正时带。
1)橡胶里衬硬化。正时带背侧应光滑无弹性并且用指甲压下时不会留下凹口(图4-70所示)。
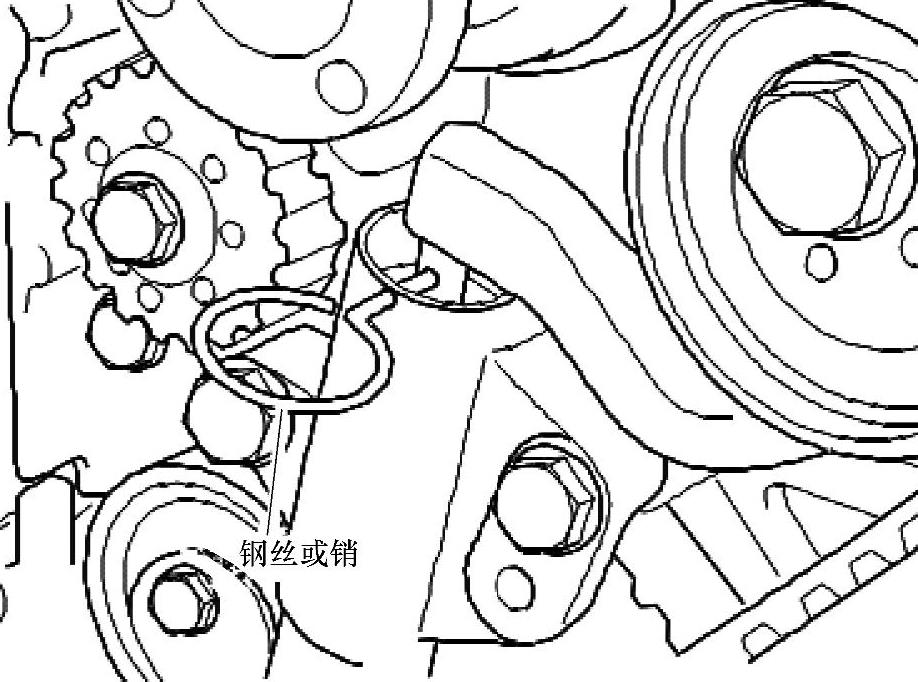
图4-69 将对正时设定孔用线或销插入

图4-70 检查正时带有没有硬化
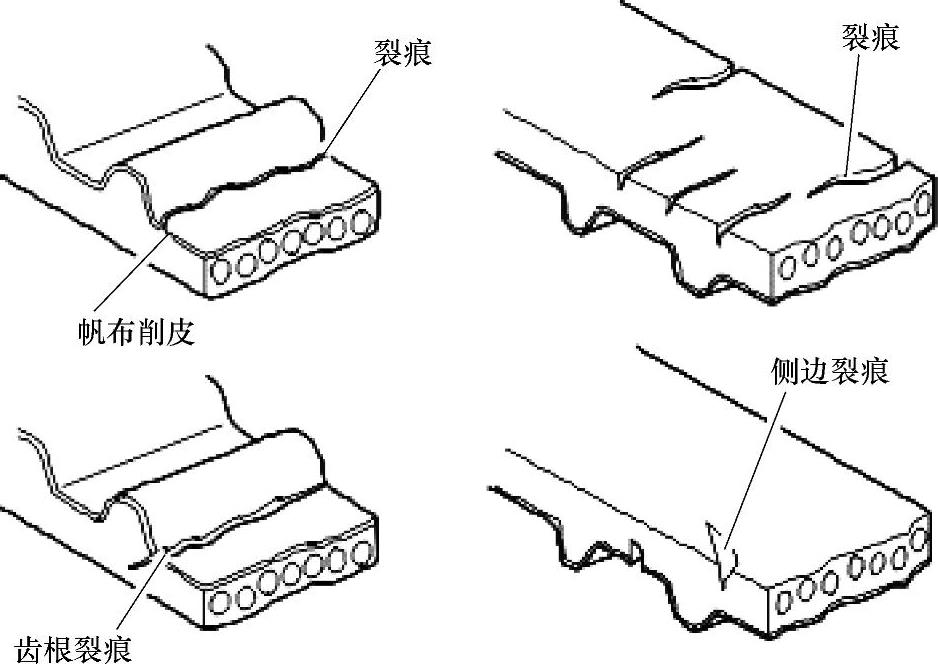
2)橡胶背部裂痕,如图4-71所示。
3)帆布裂痕或削皮。
4)肋条底部裂痕。
5)正时带侧裂痕。
6)正时带侧异常磨损。正常磨损表示侧边形状像被刀割;异常磨损表示侧边呈锯齿状,如图4-72所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-71 正时带各种损坏情形

图4-72 异常磨损表示侧边呈锯齿状
7)齿部异常磨损。初期:帆布磨损(绒状帆布纤维、弹性结构消失、白化、帆布结构模糊)。末期:帆布磨损、橡胶暴露(齿宽减少)。
8)缺齿,如图4-73所示。
3.检查正时带自动张紧器
1)检查漏油。如果明显漏油,更换自动张紧器。
2)检查杆端磨损或损坏,并且需要时更换自动张紧器。
3)量测杆凸出部(图4-74)。如果超出规格值,更换自动张紧器。
●标准值:12mm。
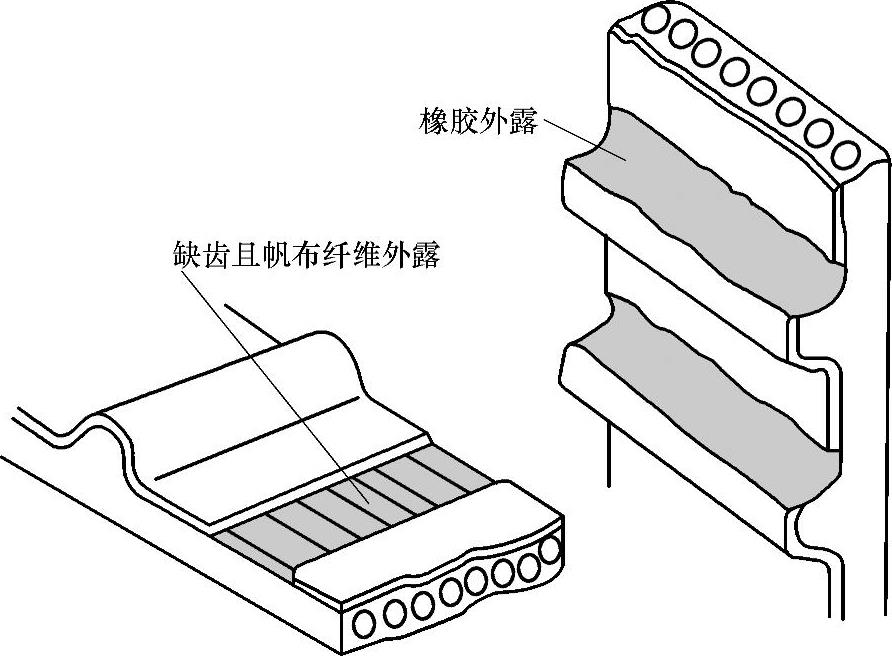
图4-73 正时带缺齿磨损
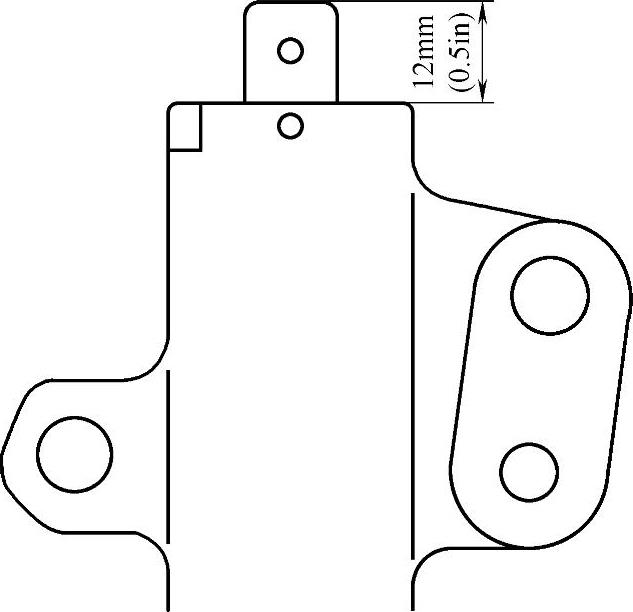
图4-74 检查正时带张紧器
4)施加98~196N的力压下杆子,并且量测杆移动量(图4-75)。如果量测值超出标准值,更换传动带自动张紧器。
●标准值:1.0mm以下。
4.安装程序
1)在凸轮轴正时带轮、曲轴正时带轮与机油泵带轮上对正正时记号,如图4-76所示。

图4-75 施加外力并测量移动量
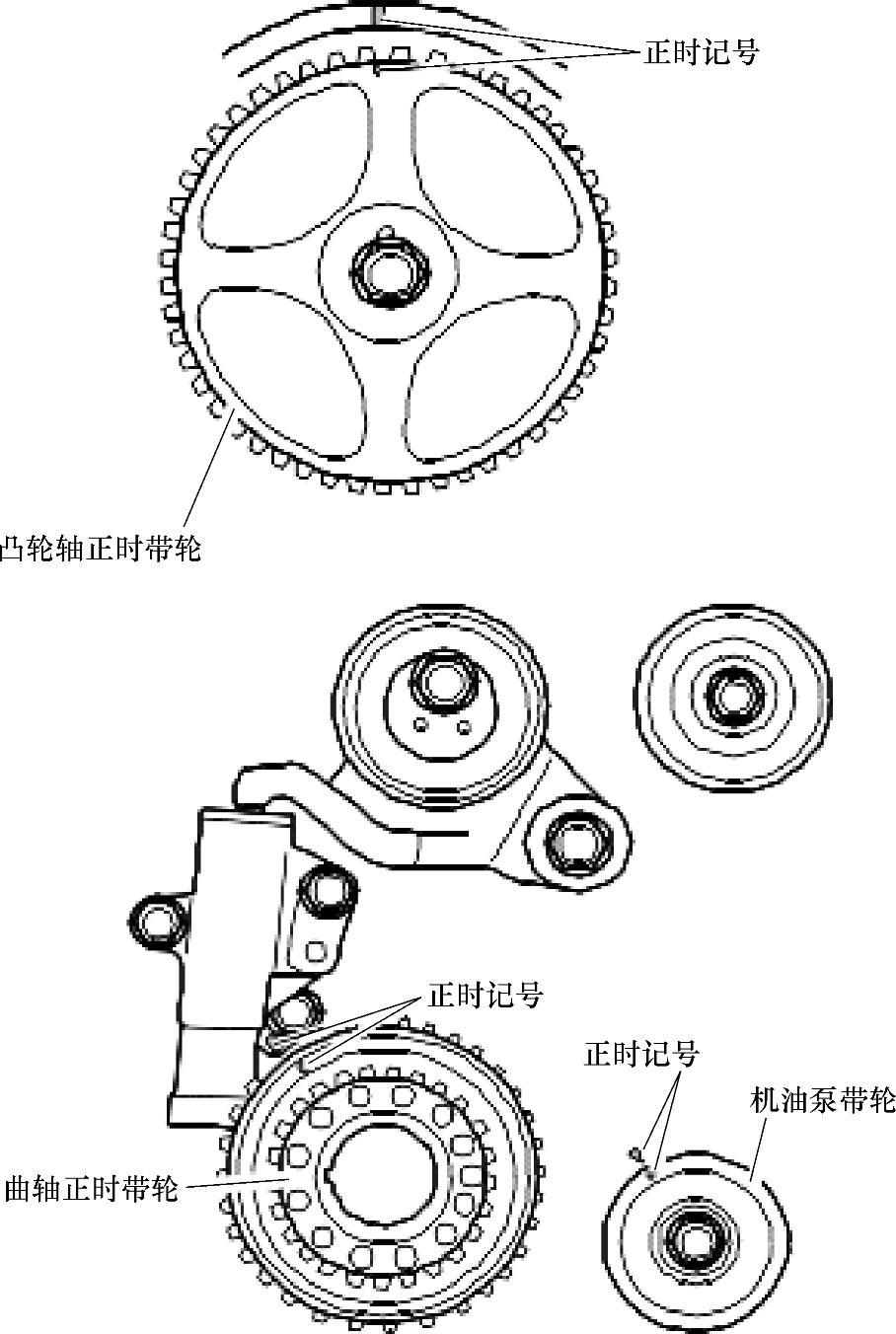
图4-76 正时带对正记号
2)安装并调整正时传动带,使正时带张力不会松弛。
提示:安装时,逆时针旋转凸轮轴正时带轮,再次检查各正时记号,是否正确对正。
3)设定正时传动带张紧轮,使得该孔能将扳手装于图4-77位置,紧固正时传动带张紧轮固定螺栓。
拧紧力矩:(48±5)N·m。
4)将插入于自动张紧器线或销拉出,去除撬棒。
(三)凸轮轴的更换
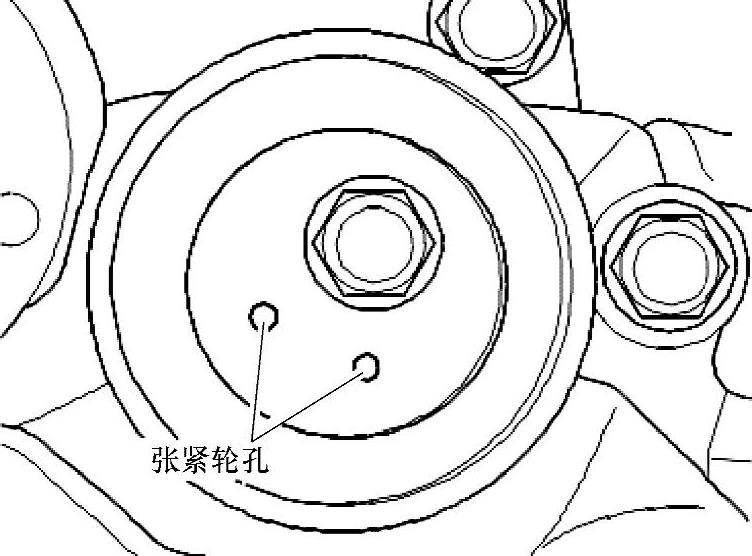
图4-77 设定正时传动带张紧轮
1)断开蓄电池负极电缆。
2)拆卸发动机塑料护罩。
3)断开前后氧传感器线束连接器,并拆卸线束连接器固定支架,如图4-78所示。
4)依次断开冷却液温度传感器、机油控制阀、凸轮轴位置传感器线束连接器,如图4-79所示。

图4-78 断开前后氧传感器线束连接器
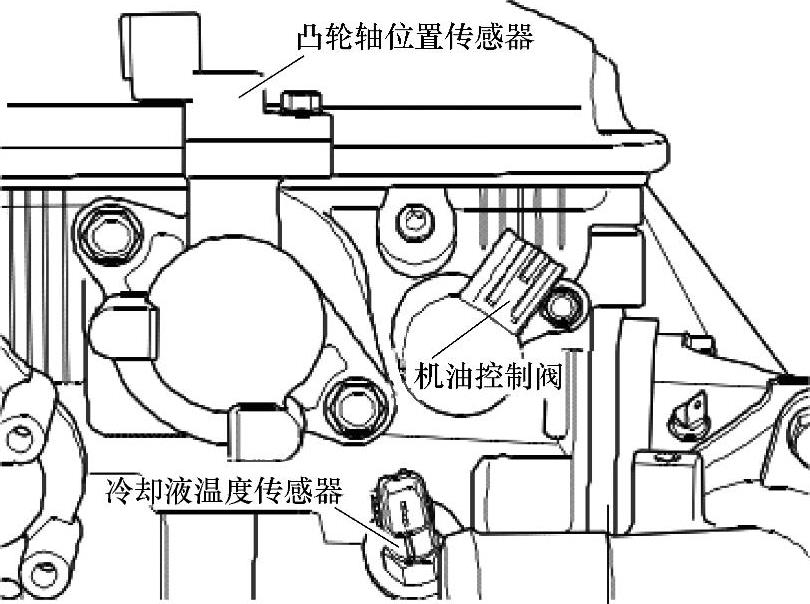
图4-79 断开传感器线束连接器
5)拆卸气缸盖罩。
6)拆卸传动带。
7)拆卸发动机正时传动带前上、下罩盖。
8)拆卸发动机正时传动带。
9)拆卸排气侧摇臂轴固定螺栓。
10)拆卸排气侧摇臂轴和摇臂总成,如图4-80所示。
11)拆卸进气侧摇臂轴固定螺栓。
12)拆卸进气侧摇臂轴和摇臂总成,如图4-81所示。
13)拆卸凸轮轴带轮固定螺栓。
14)拆卸凸轮轴带轮和凸轮轴油封,如图4-82所示。
15)拆卸出水管。

图4-80 拆卸排气侧摇臂轴和摇臂总成
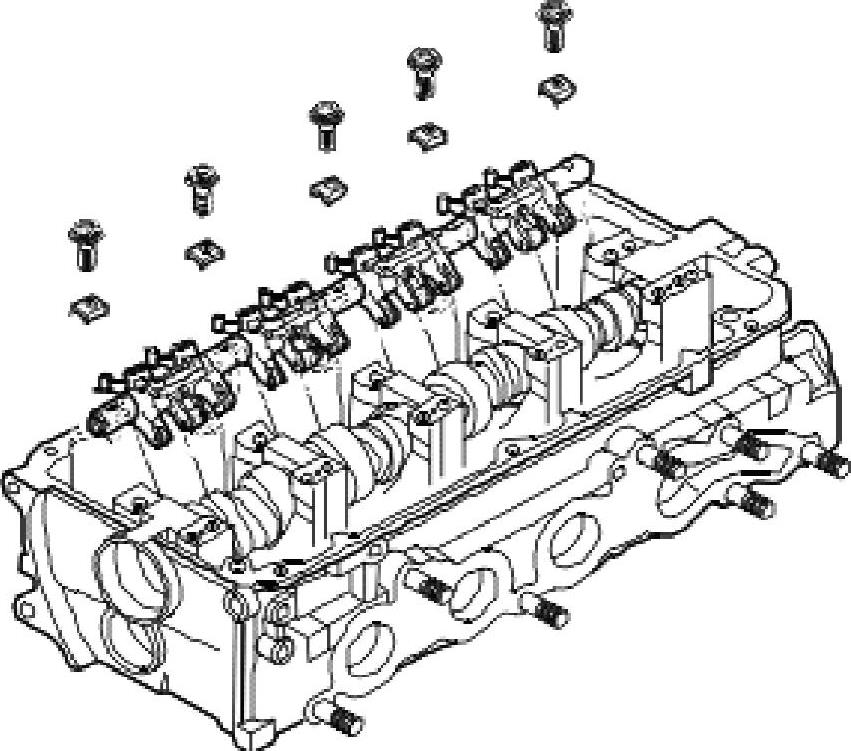
图4-81 拆卸进气侧摇臂轴和摇臂总成
16)拆卸出水管接头固定螺栓,并拆卸出水管接头,如图4-83所示。
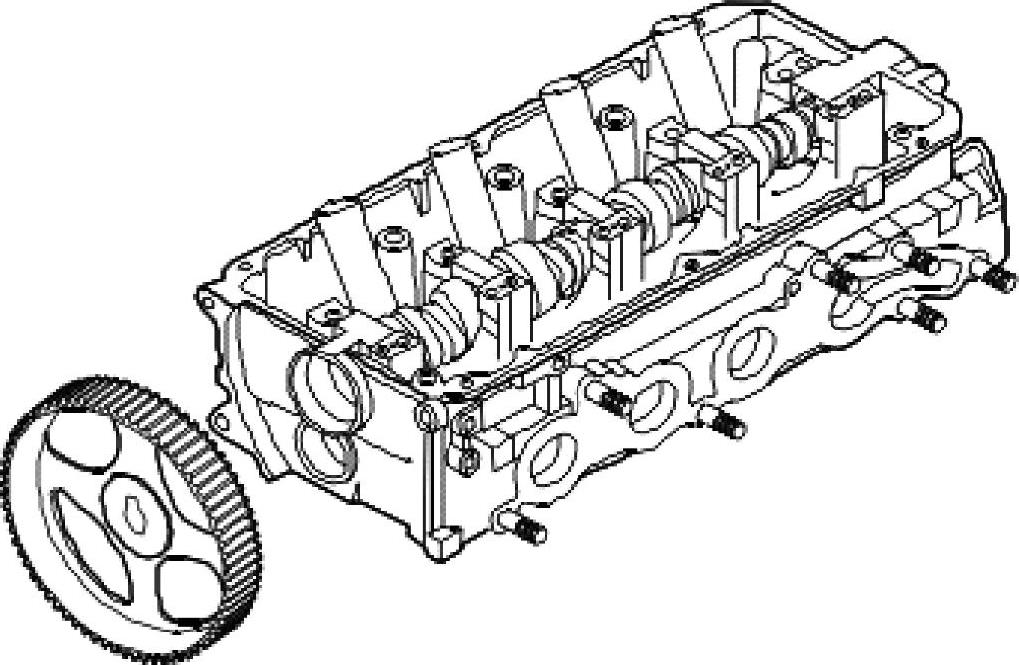
图4-82 拆卸凸轮轴带轮
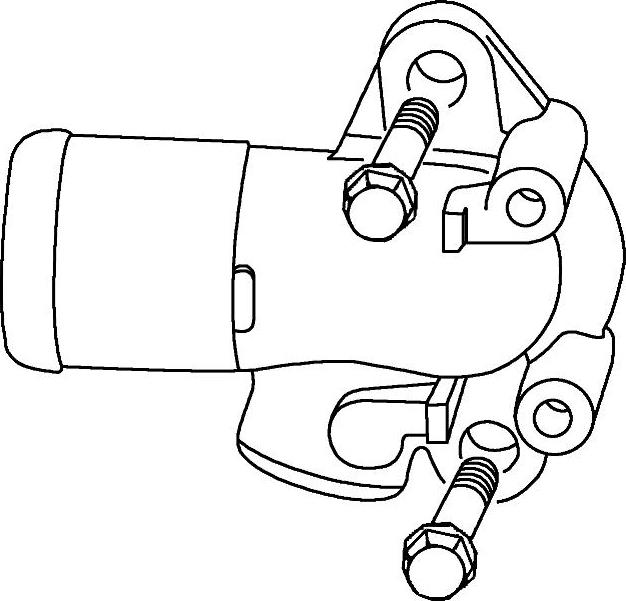
图4-83 拆卸出水管接头
17)拆卸机油控制阀固定螺栓,并拆卸机油控制阀。
18)拆卸凸轮轴位置传感器支架固定螺栓,并拆卸凸轮轴位置传感器支架。
19)拆卸凸轮轴位置信号套固定螺栓,并拆卸凸轮轴位置信号套,如图4-84所示。
20)从气缸盖中抽出凸轮轴,如图4-85所示。
21)检查凸轮轴:测量凸轮高度(图4-86)。如果低于限制值(图4-87),更换凸轮轴。
(四)气门间隙的调整
1)顺时针旋转曲轴,然后将凸轮轴齿带轮上正时记号与摇臂盖上之正时记号对正(图4-88,此时曲轴置于第一缸压缩行程上止点)。
注意:必须顺时针旋转曲轴。
2)拆卸气缸盖罩。
3)如图4-89中箭头指示,量测气门间隙。
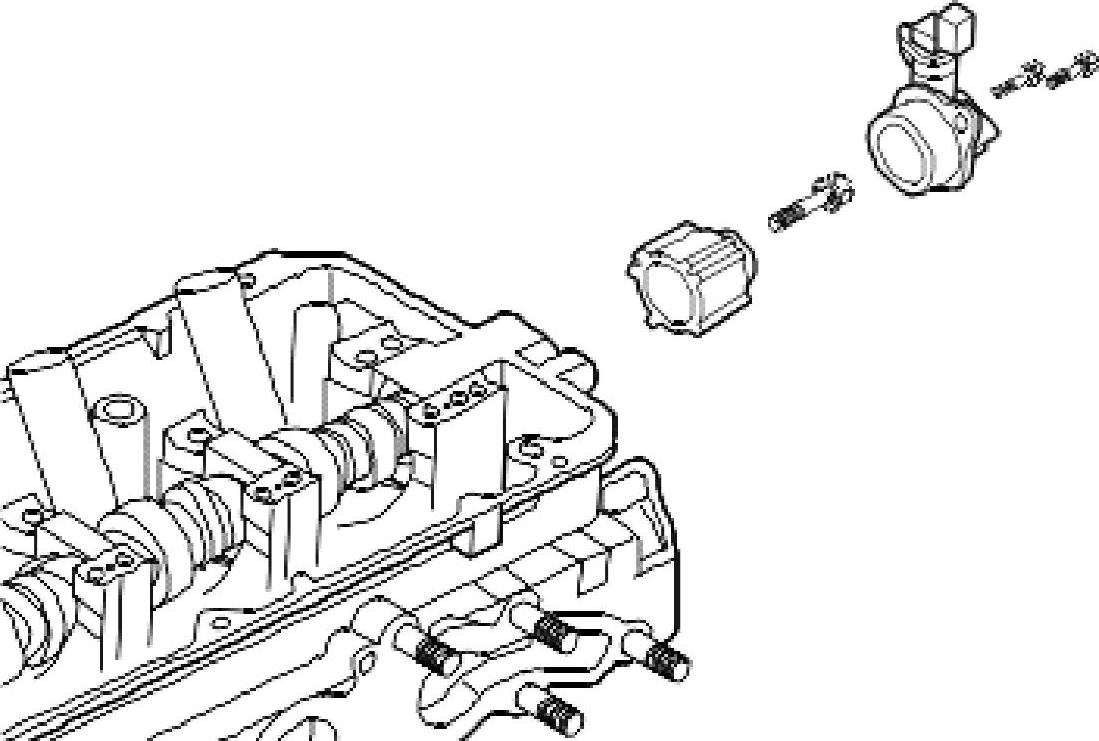
图4-84 拆卸凸轮轴位置信号套
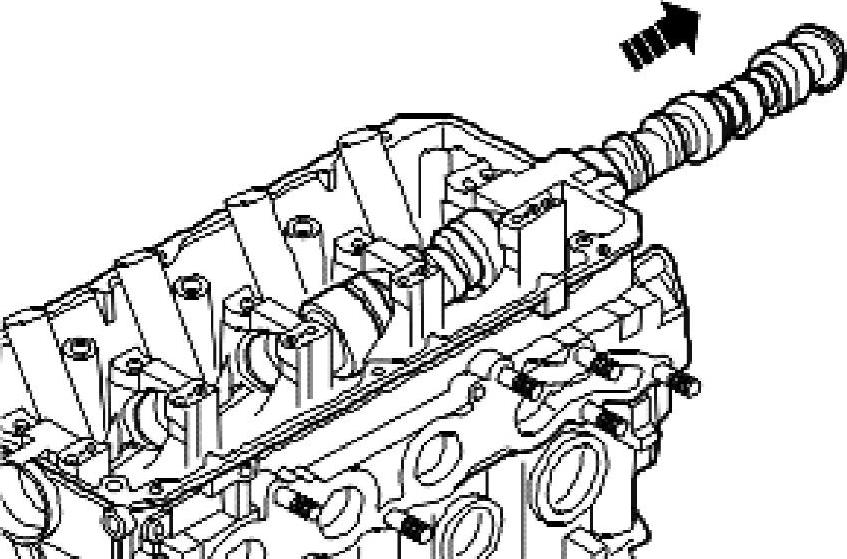
图4-85 拆出凸轮轴
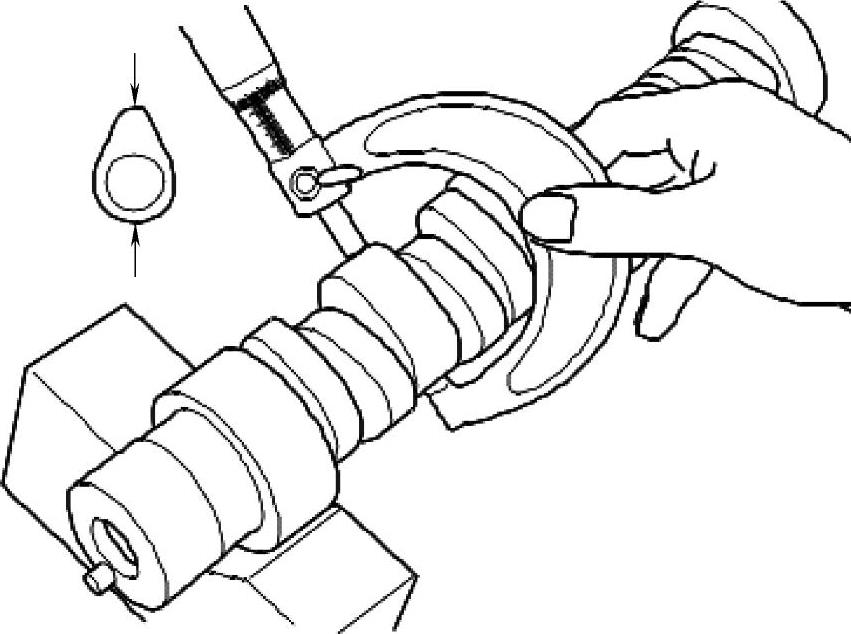
图4-86 检查凸轮高度
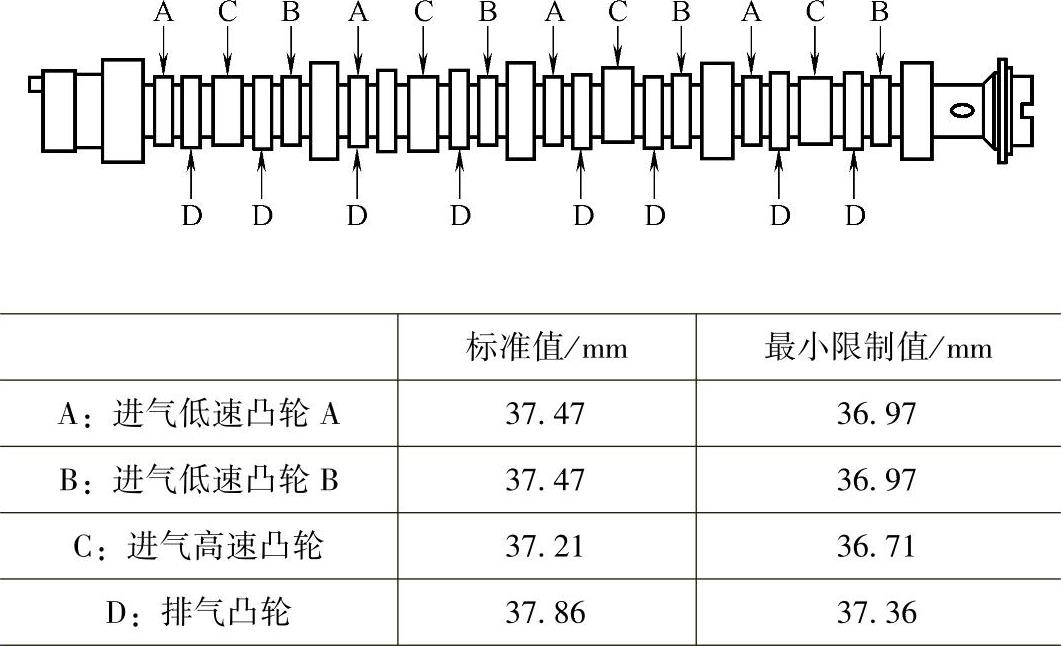
图4-87 检查凸轮高度,并与标准值对照

图4-88 将凸轮轴齿带轮上正时记号与摇臂盖上之正时记号对正
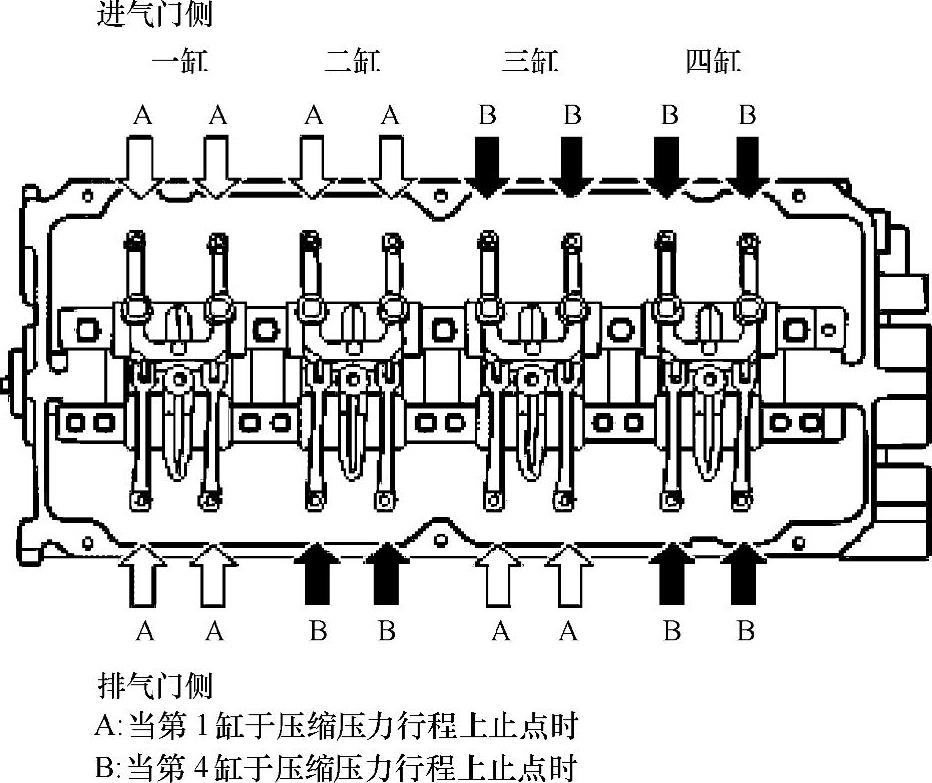
图4-89 测量气门间隙
4)使用塞尺表,在气门轴末端与调整螺母之间测量、调整间隙。
●标准值(冷发动机时):
进气侧:0.11mm。
排气侧:0.20mm。
注意:在发动机总成安装于车辆后,在发动机暖车后,再次检查气门间隙,必要时进行调整。
5)使用旋具固定调整螺母,固定不让它旋转,然后锁紧固定螺母。
6)顺时针旋转曲轴一圈,然后将曲轴带轮上的正时记号对正(第4缸置于压缩行程上止点)。
7)调整其余气门的气门间隙。
8)安装摇臂盖,如图4-90所示。
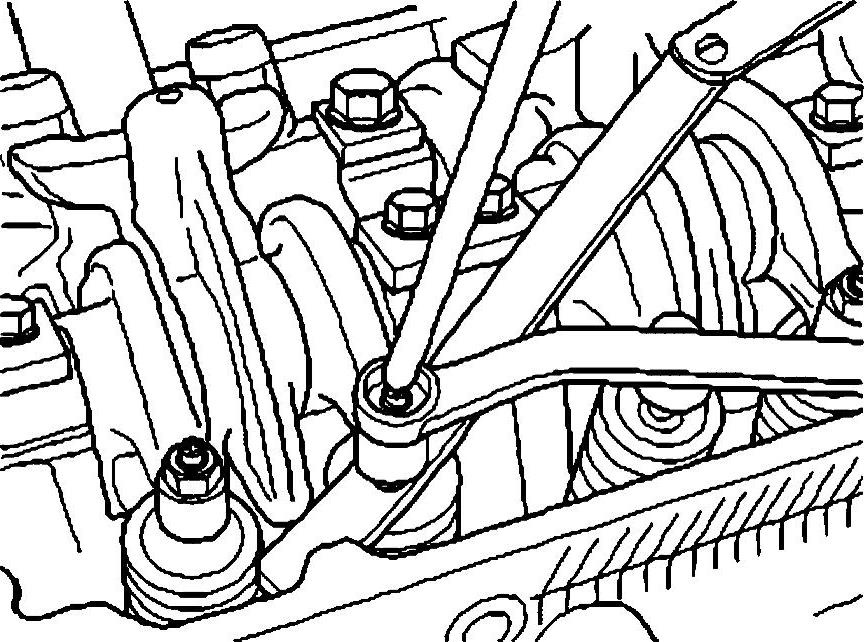
图4-90 安装摇臂盖
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。