



(一)输送流体用无缝钢管
1.钢的牌号和化学成分
1)钢管由10、20、Q295、Q345、Q390、Q420、Q460牌号的钢制造。
2)根据需方要求,经供需双方协商,可生产《优质碳素结构钢》(GB/T 699—1999)中其他牌号的钢管,其化学成分(熔炼分析)应符合相应标准的规定。
3)牌号为10、20钢的化学成分(熔炼分析)应符合《优质碳素结构钢》(GB/T 699—1999)的规定。
表2-87 1×2结构钢绞线的力学性能
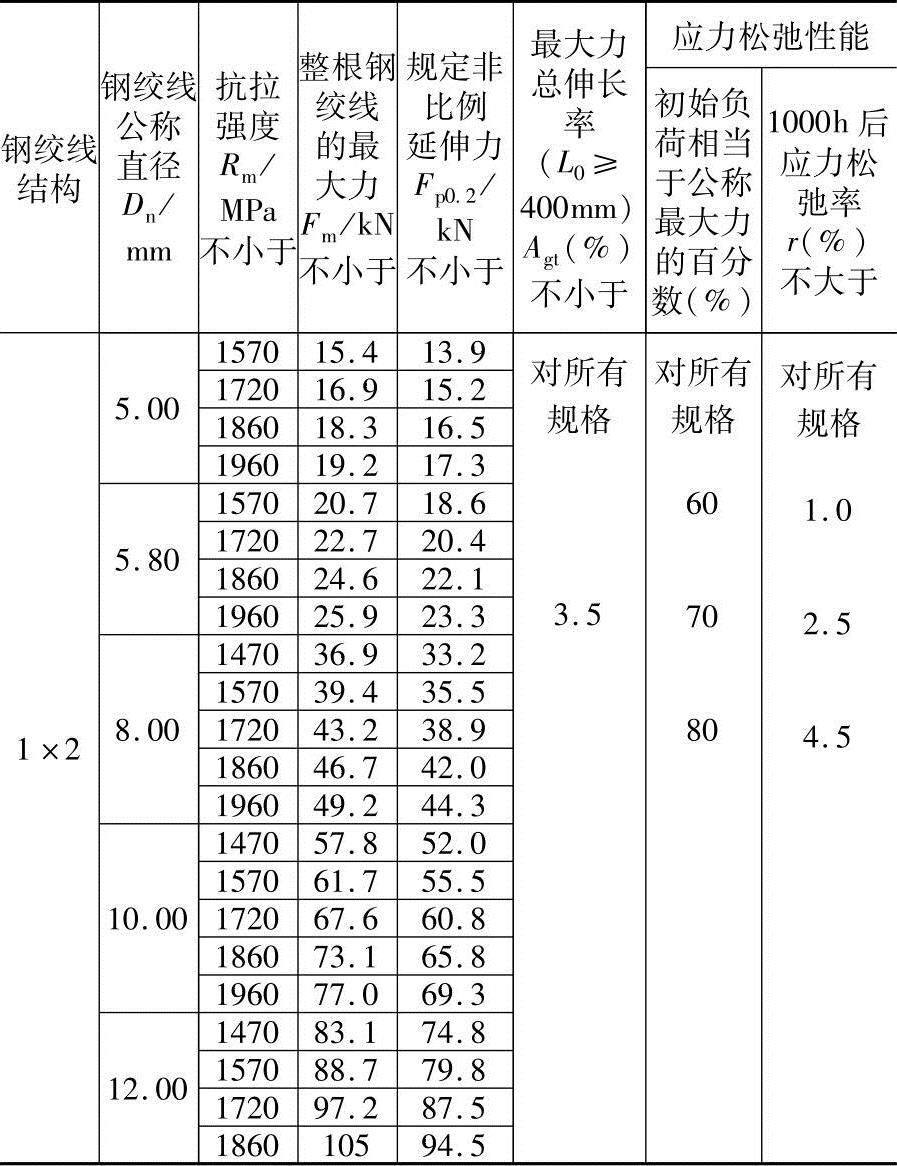
注:规定非比例延伸力Fp0.2值不小于整根钢绞线公称最大力Fm的90%。
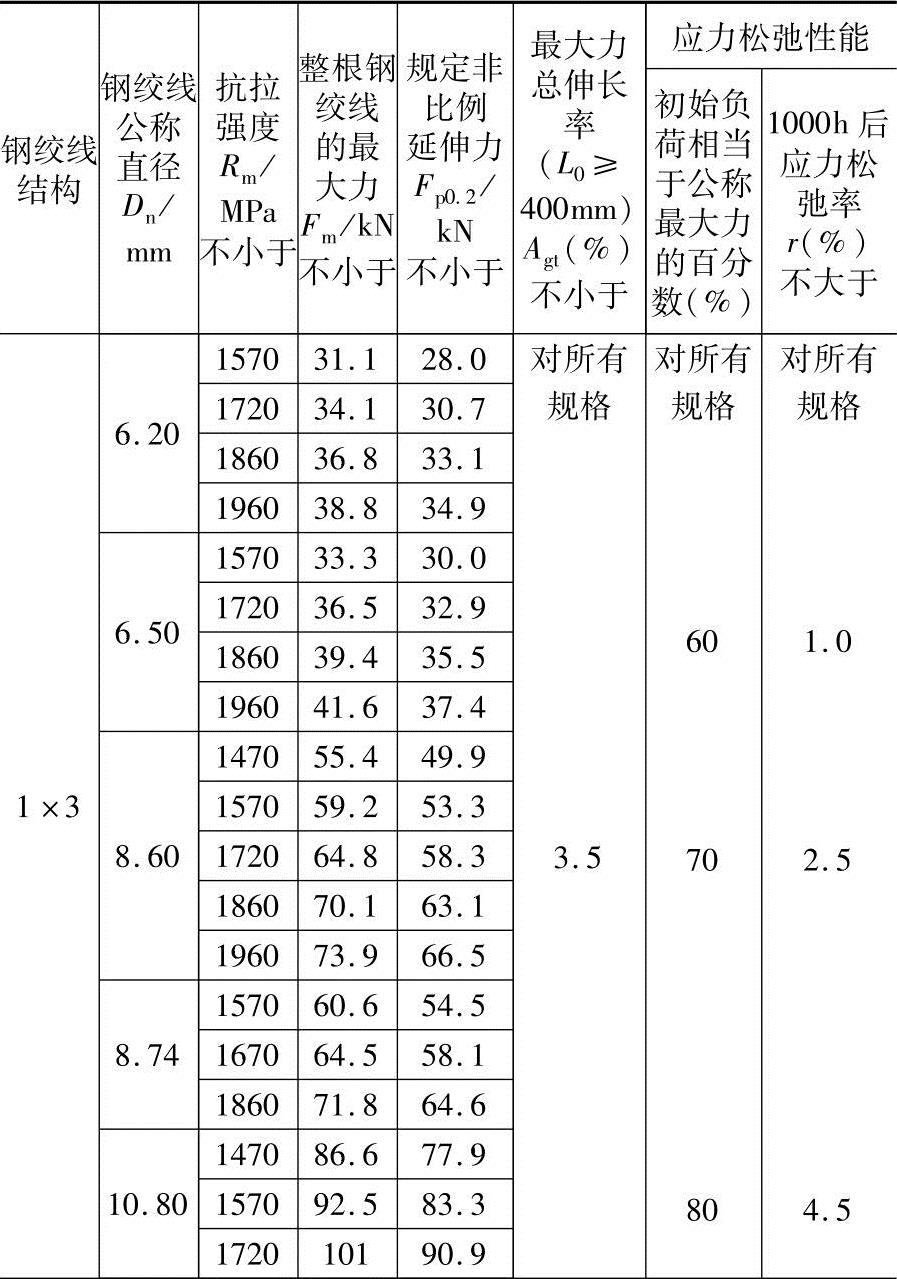
表2-88 1×3结构钢绞线的力学性能
(续)
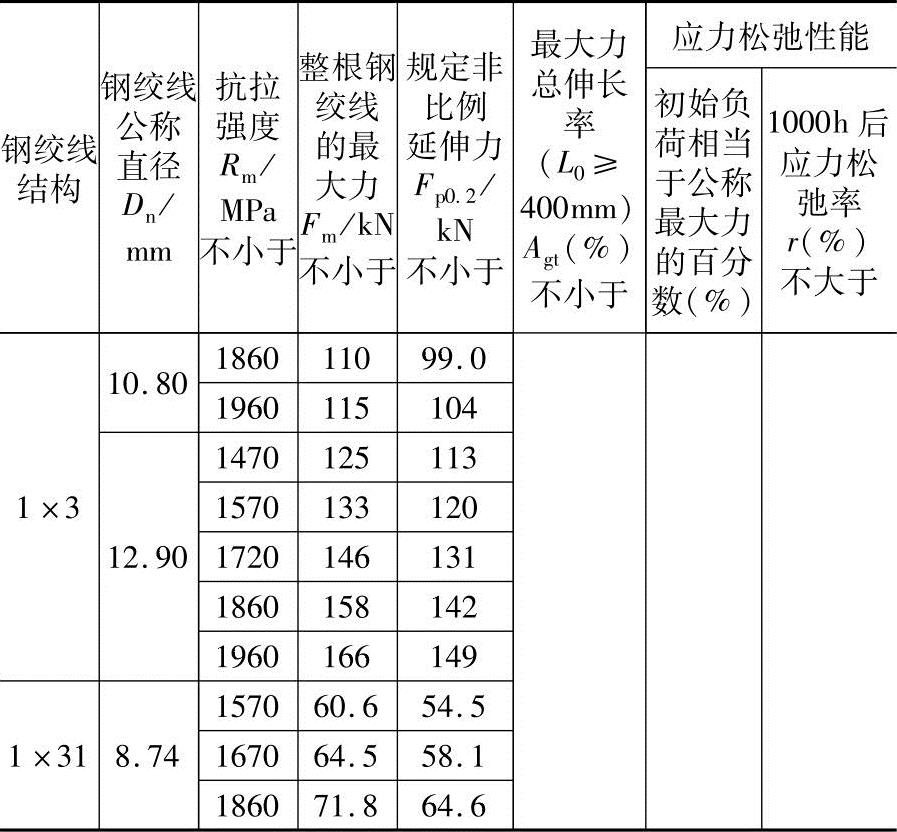
注:规定非比例延伸力Fp0.2值不小于整根钢绞线公称最大力Fm的90%。
4)牌号为Q295、Q345、Q390、Q420和Q460钢的化学成分(熔炼分析)应符合《低合金高强度结构钢》(GB/T 1591—2008)的规定,其中质量等级为A、B、C级钢的磷、硫含量均应不大于0.030%。
5)当需方要求做成品分析时,应在合同中注明,成品钢管化学成分的允许偏差应符合《金属管扩口试验方法》(GB/T 242—2007)的规定。
2.外径和壁厚
钢管的外径D和壁厚S应符合《无缝钢管尺寸、外形、重量及允许偏差》(GB/T 17395—2008)的规定。
根据需方要求,经供需双方协商,可供应其他外径和壁厚的钢管。
3.外径和壁厚的允许偏差
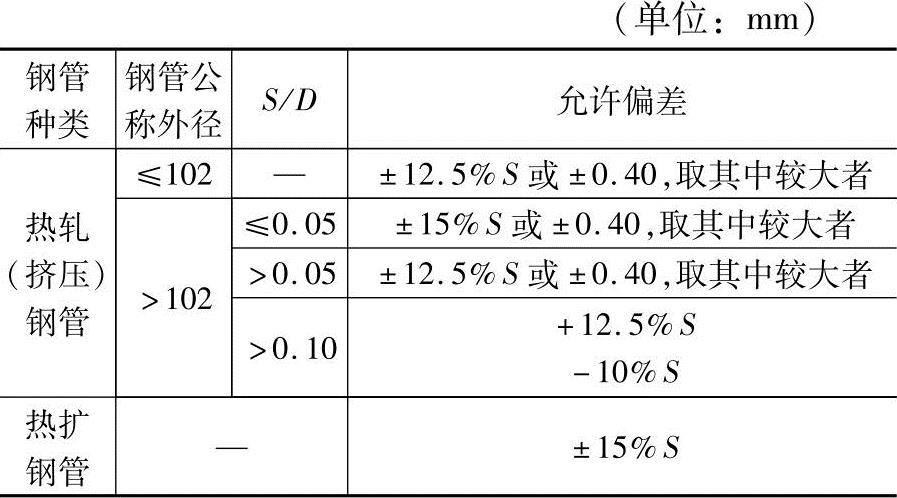
1)钢管外径允许偏差应符合表2-89的规定。
表2-89 钢管外径允许偏差
2)热轧(挤压、扩)钢管壁厚允许偏差应符合表2-90的规定。
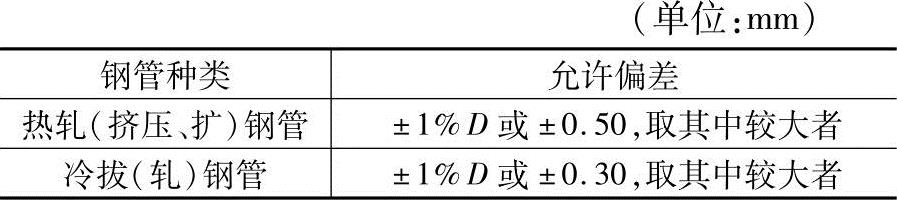
表2-90 热轧(挤压、扩)钢管壁厚允许偏差
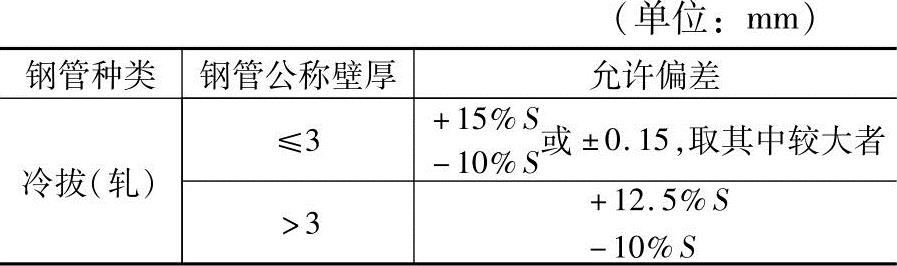
3)冷拔(轧)钢管壁厚允许偏差应符合表2-91的规定。
表2-91 冷拔(轧)钢管壁厚允许偏差
4.性能
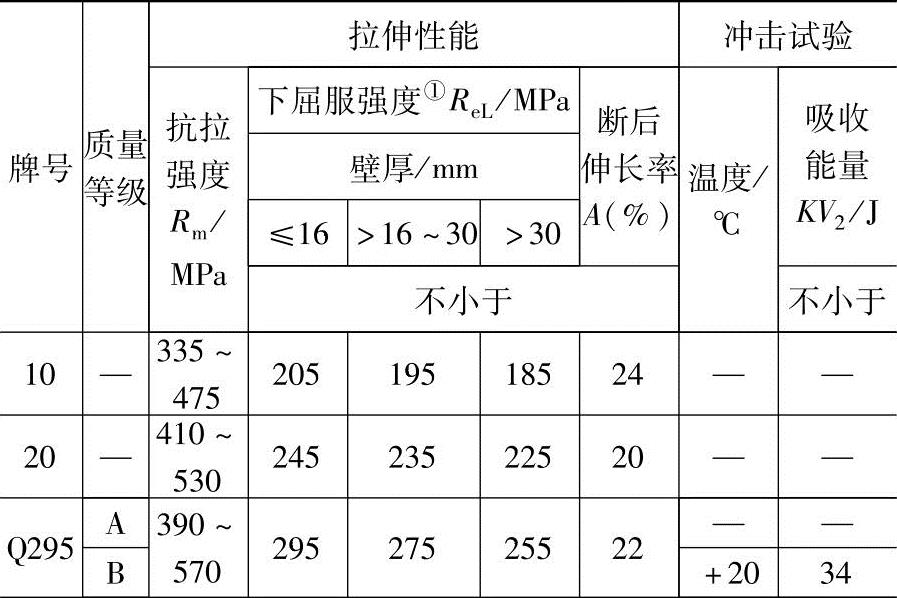
输送流体用无缝钢管交货状态的纵向拉伸性能应符合表2-92中的规定。
表2-92 输送流体用无缝钢管交货状态的纵向拉伸性能
(续)
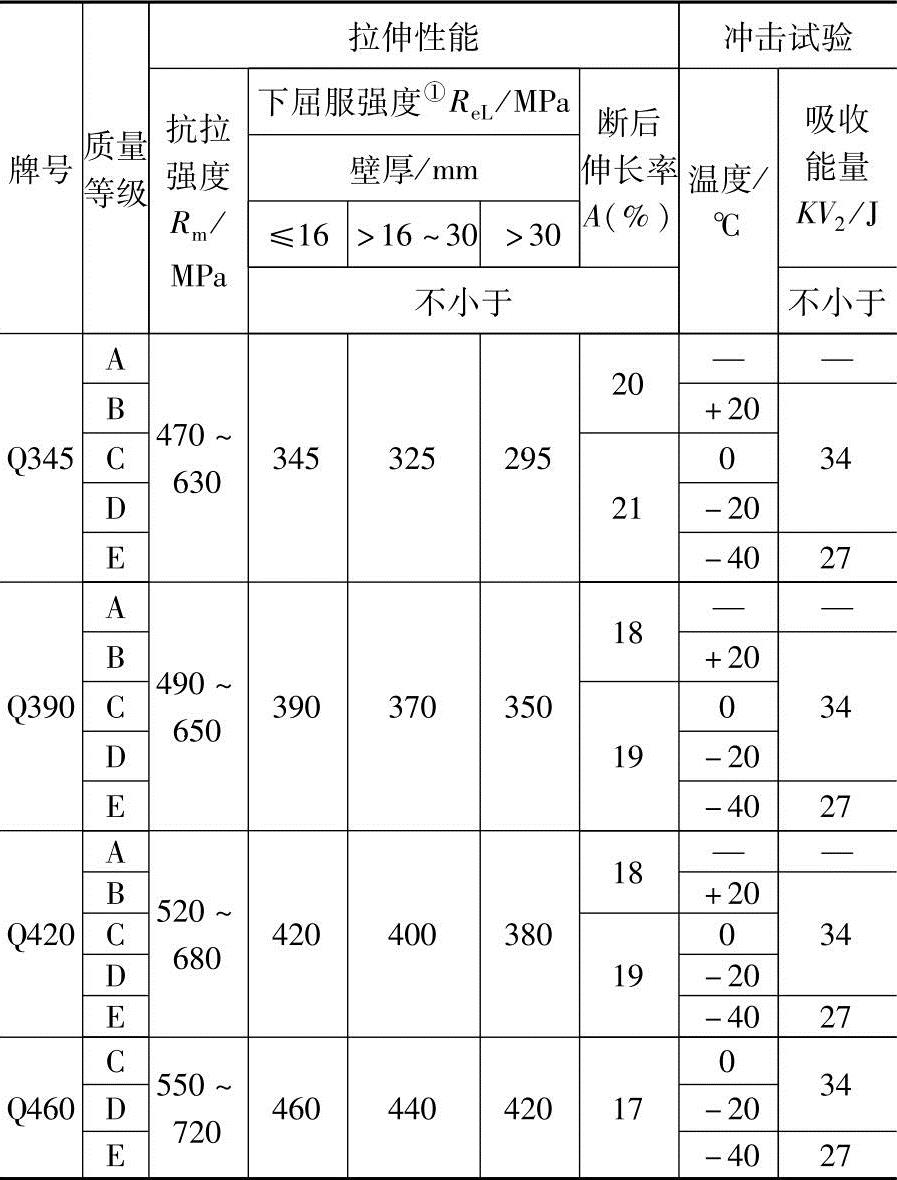
① 拉伸试验时,如不能测定屈服强度,可测定规定非比例延伸强度Rp0.2代替ReL。
(二)流体输送用不锈钢无缝钢管
1.分类及代号
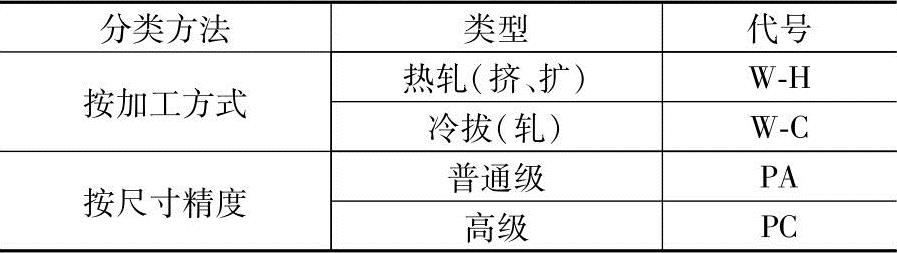
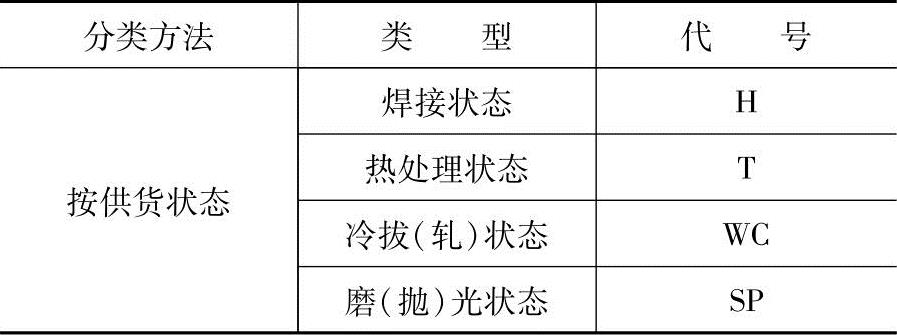
流体输送用不锈钢无缝钢管的分类及代号见表2-93。
表2-93 流体输送用不锈钢无缝钢管的分类及代号
2.钢的牌号和化学成分
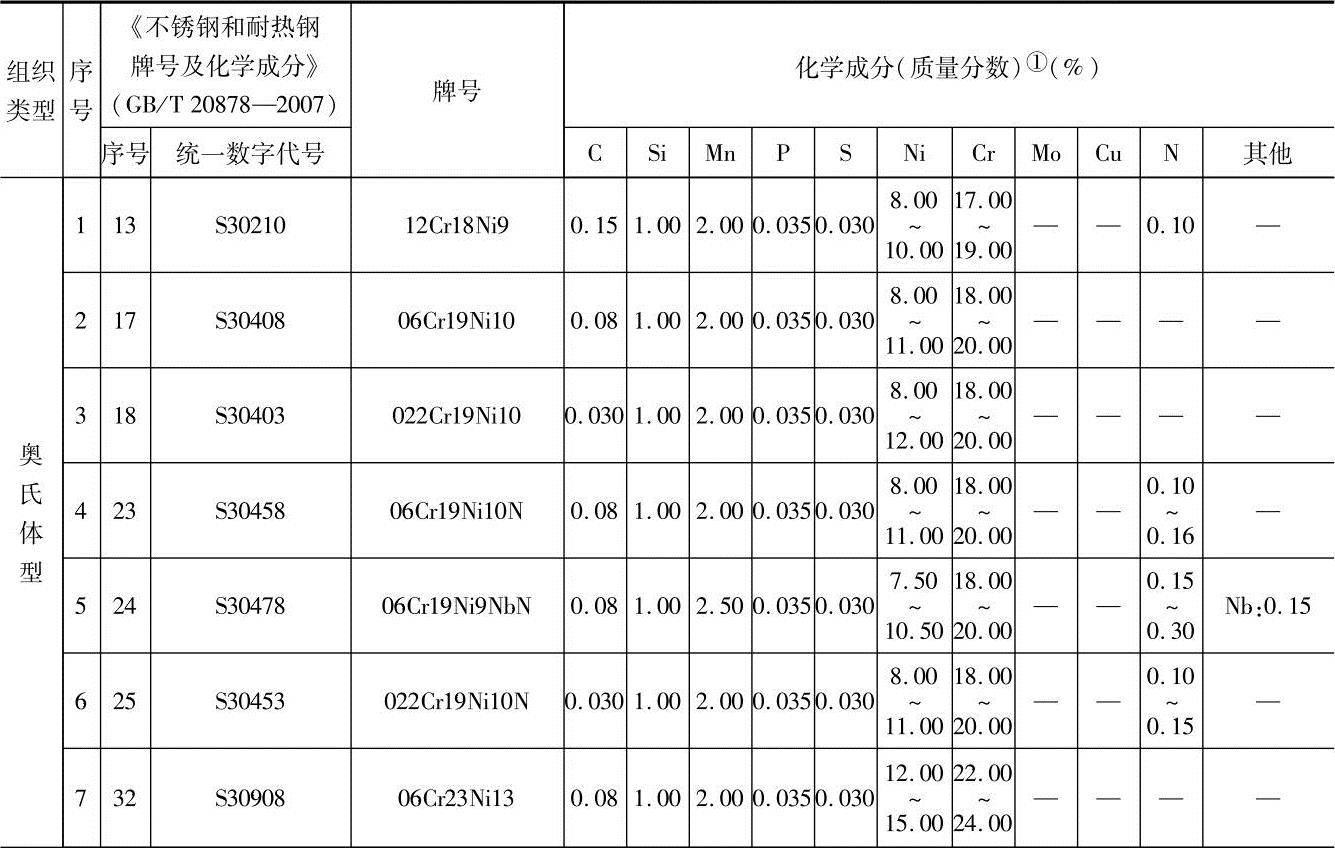
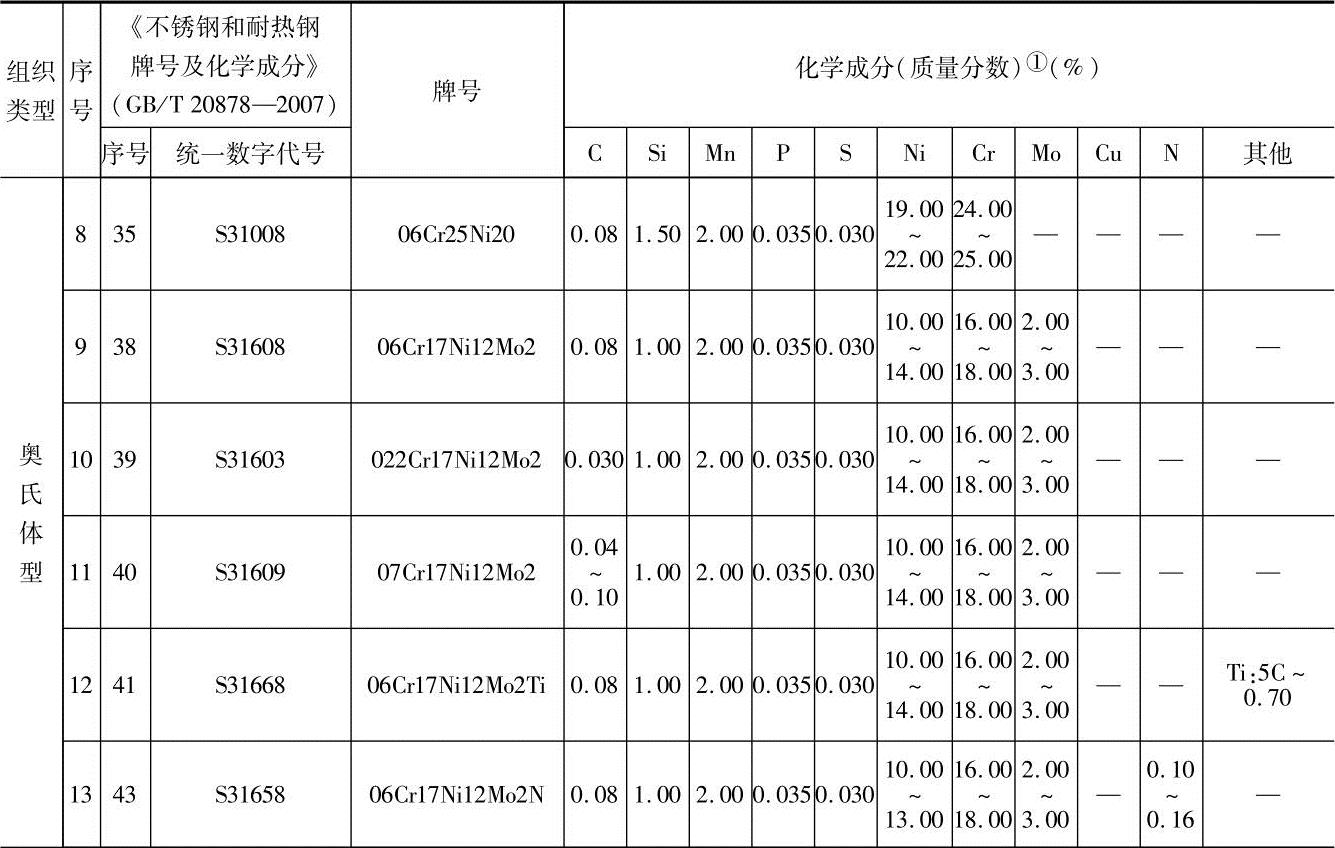
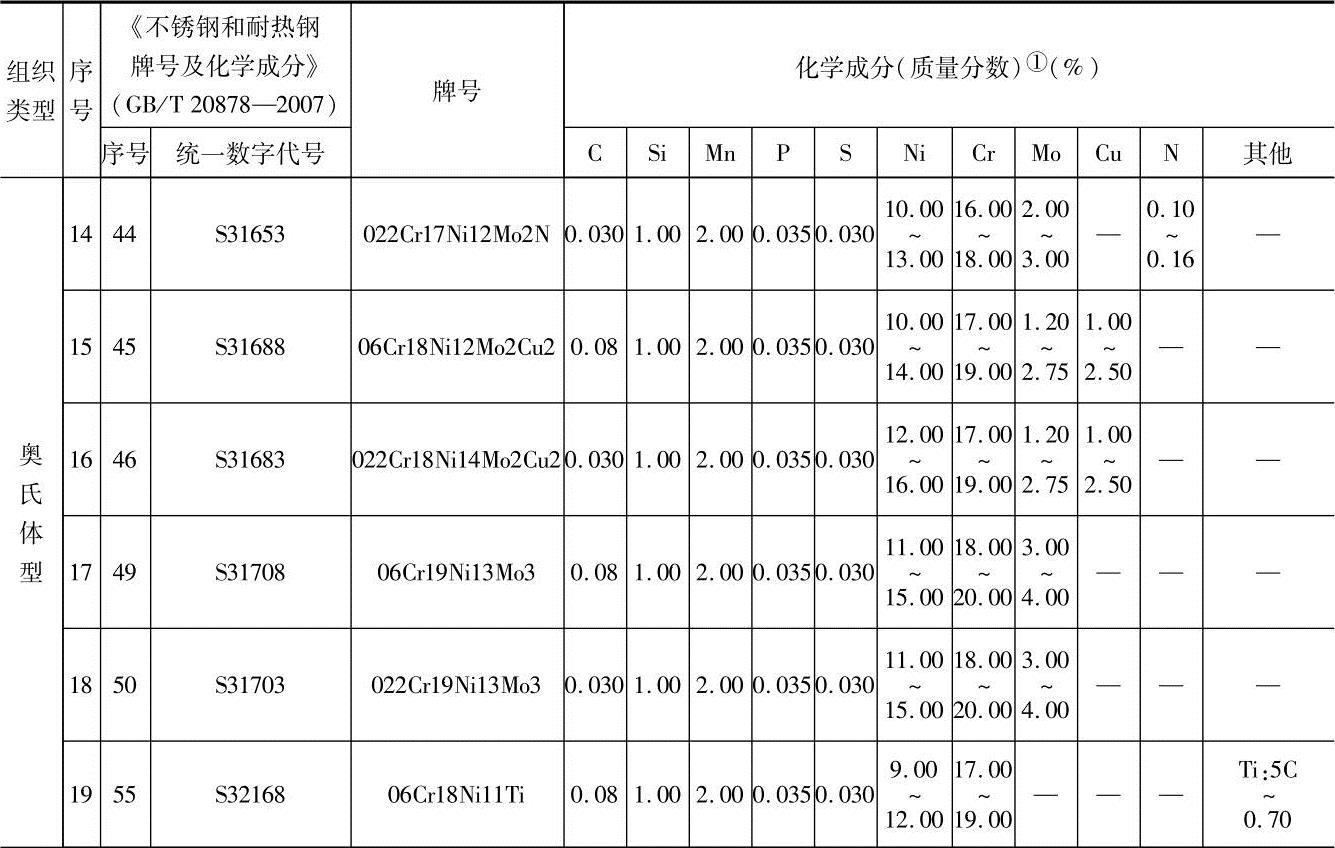
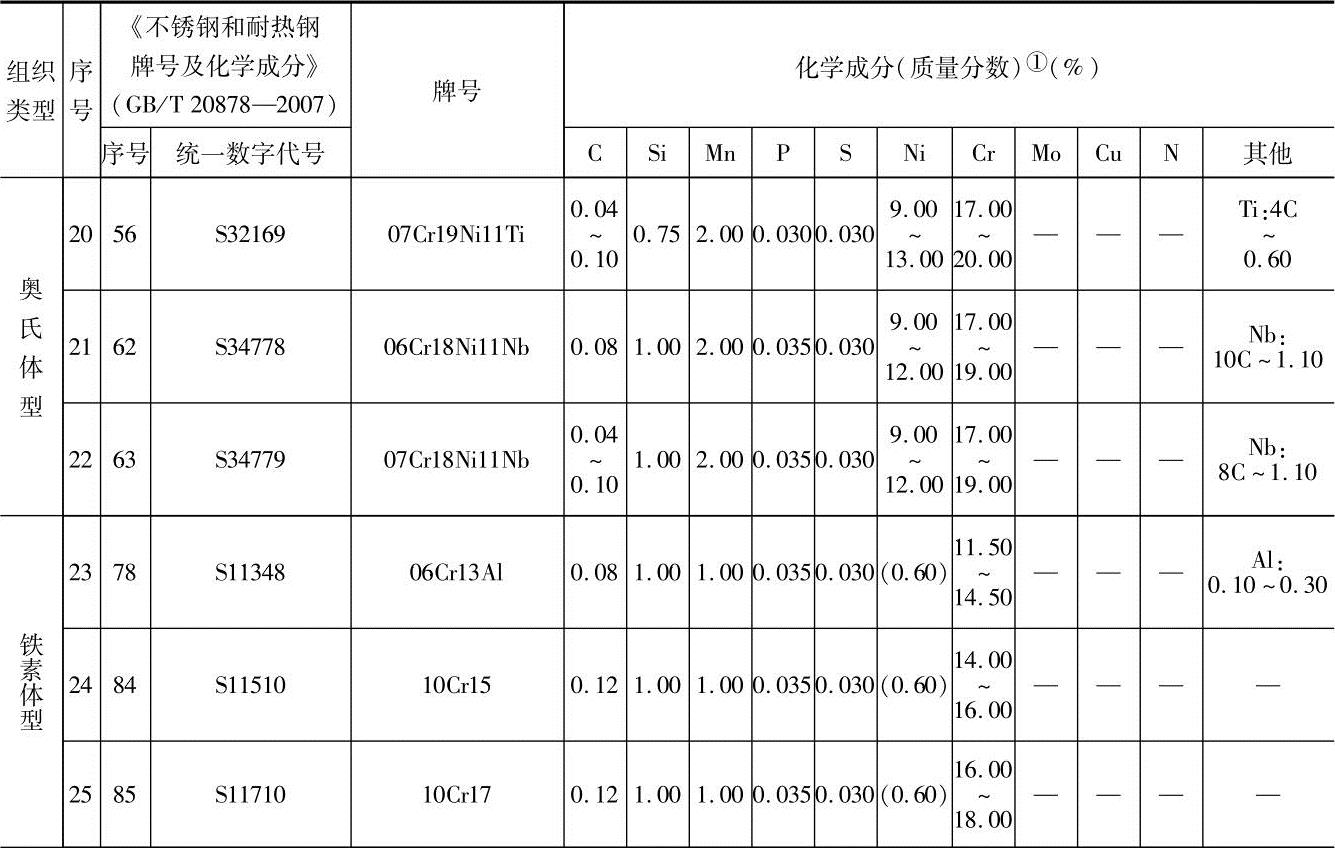
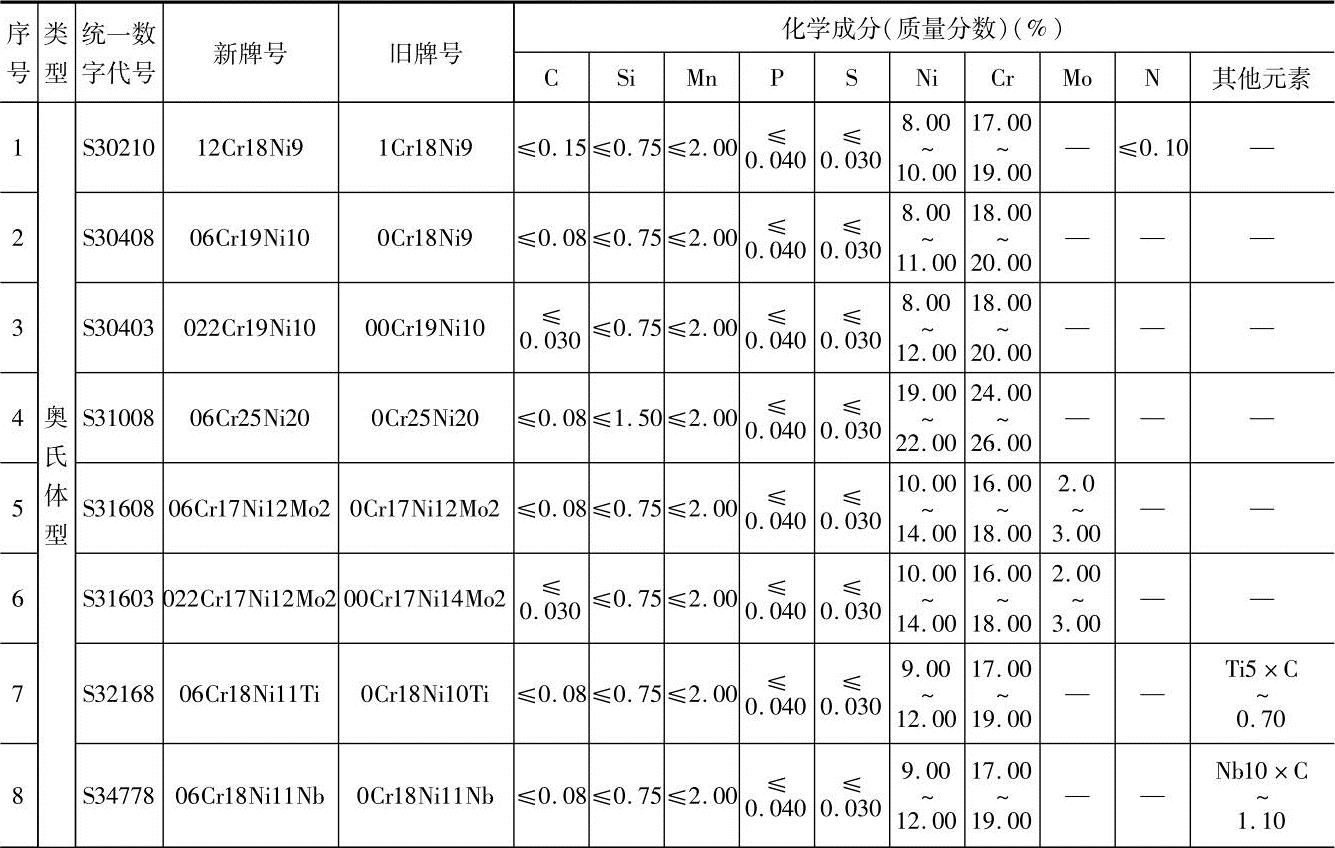
流体输送用不锈钢无缝钢管用钢的牌号和化学成分(熔炼分析)应符合表2-94中的规定,钢管按熔炼成分验收。
3.外径和壁厚
1)流体输送用不锈钢无缝钢管的外径和壁厚应符合《无缝钢管尺寸、外形、重量及允许偏差》(GB/T 17395—2008)的规定。根据需方要求,经供需双方协商,并在合同中注明,可供应《无缝钢管尺寸、外形、重量及允许偏差》(GB/T 17395—2008)规定以外的其他尺寸的钢管,尺寸偏差执行相邻较大规格的规定。
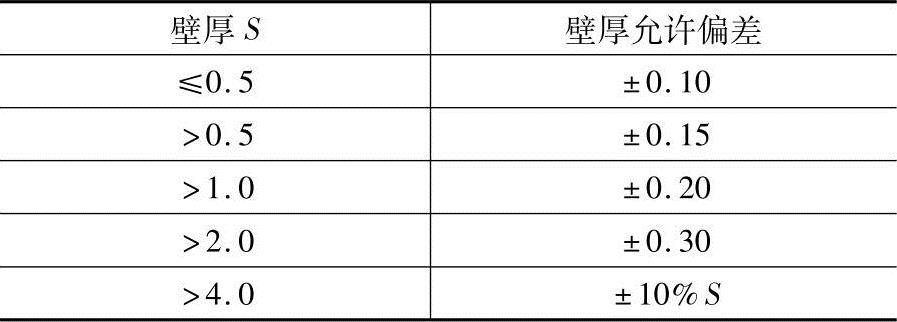
2)流体输送用不锈钢无缝钢管外径和壁厚的允许偏差应符合表2-95中的规定。
4.性能
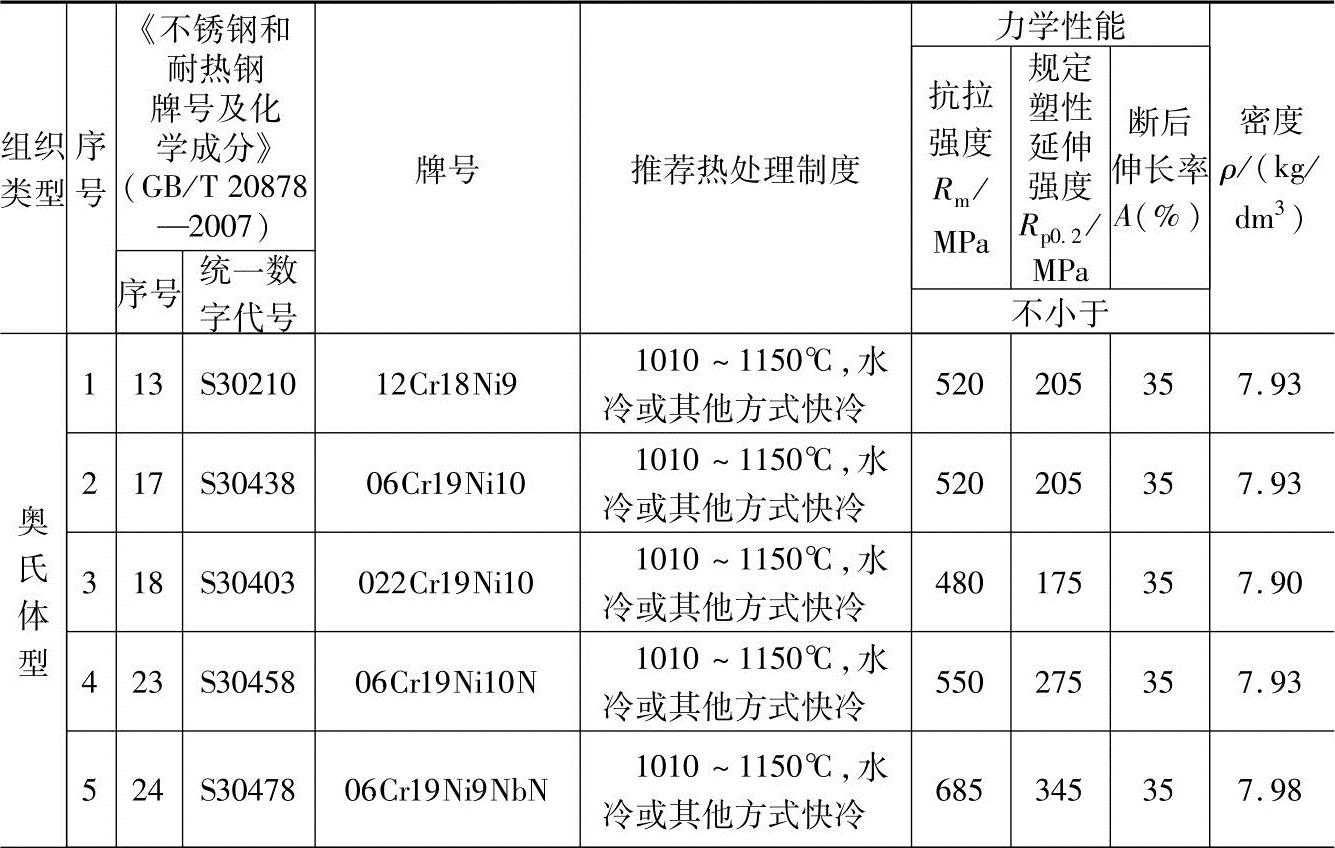
热处理状态钢管的纵向力学性能应符合表2-96中的规定。
表2-94 流体输送用不锈钢无缝钢管用钢的牌号和化学成分
(续)
(续)
(续)
(续)
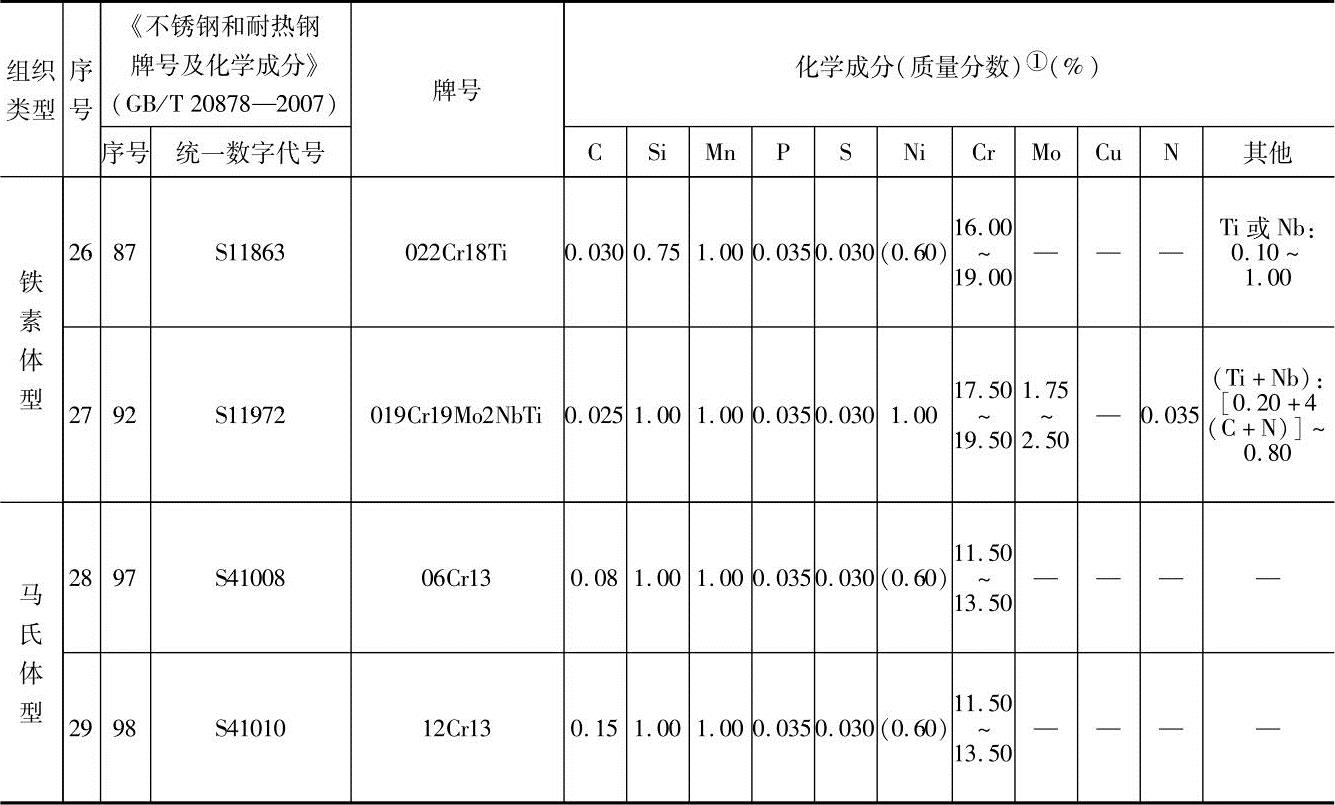
① 表中所列成分除标明范围或最小值外,其余均为最大值。括号内值为允许添加的最大值。
表2-95 流体输送用不锈钢无缝钢管外径和壁厚的允许偏差 (单位:mm)
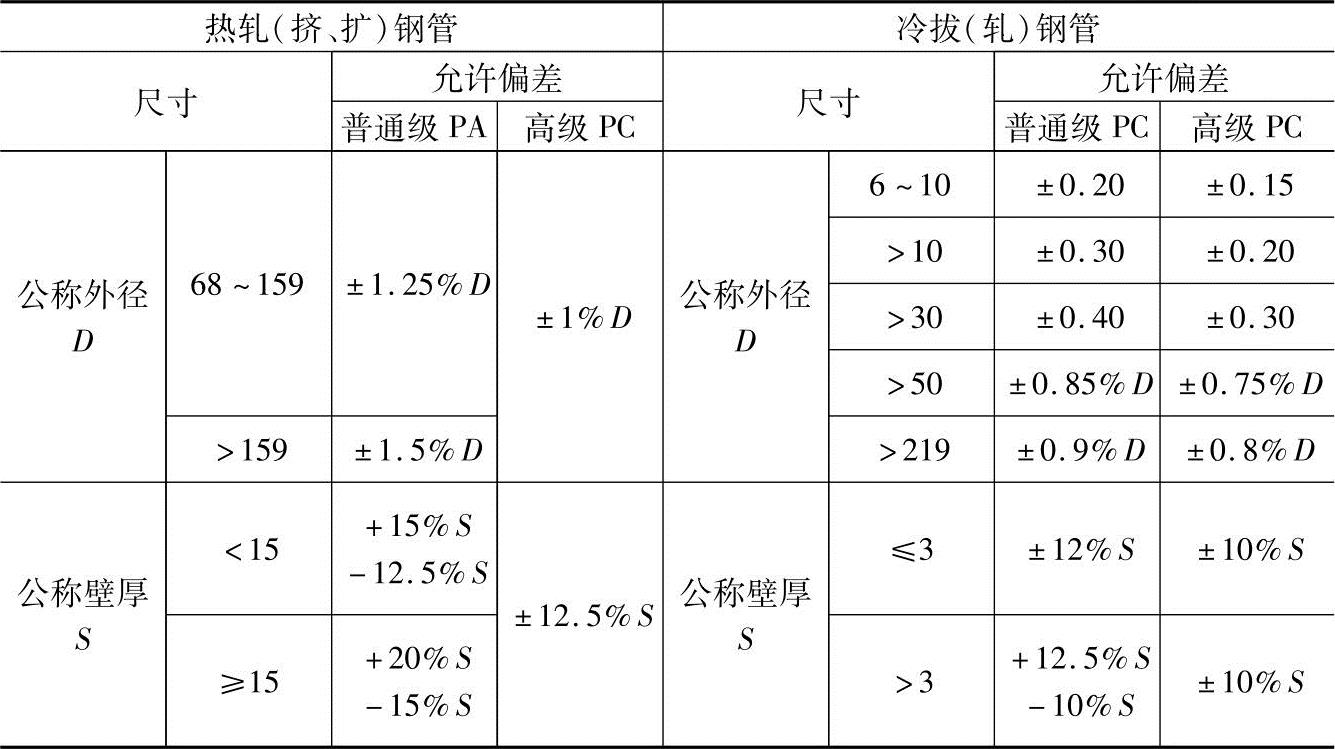
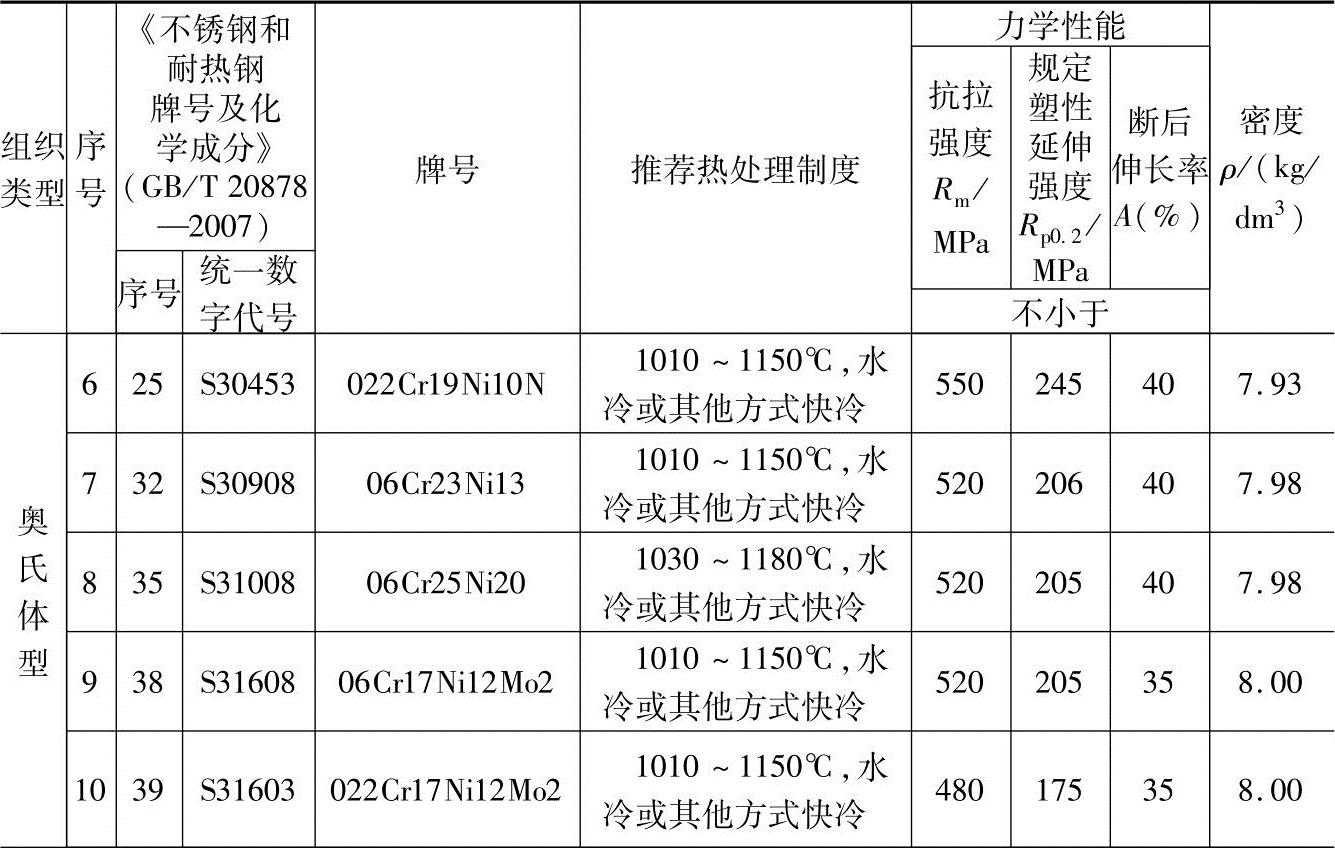
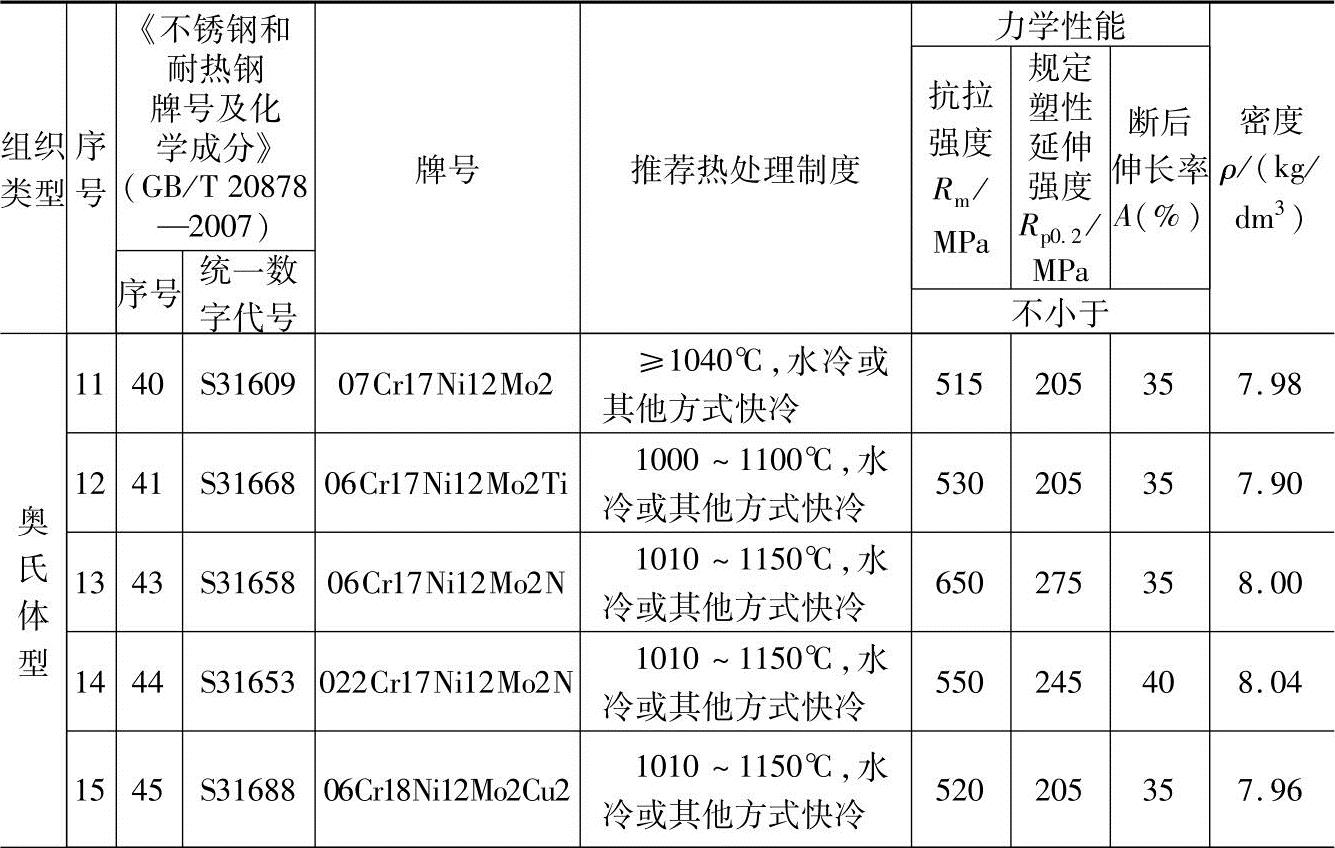
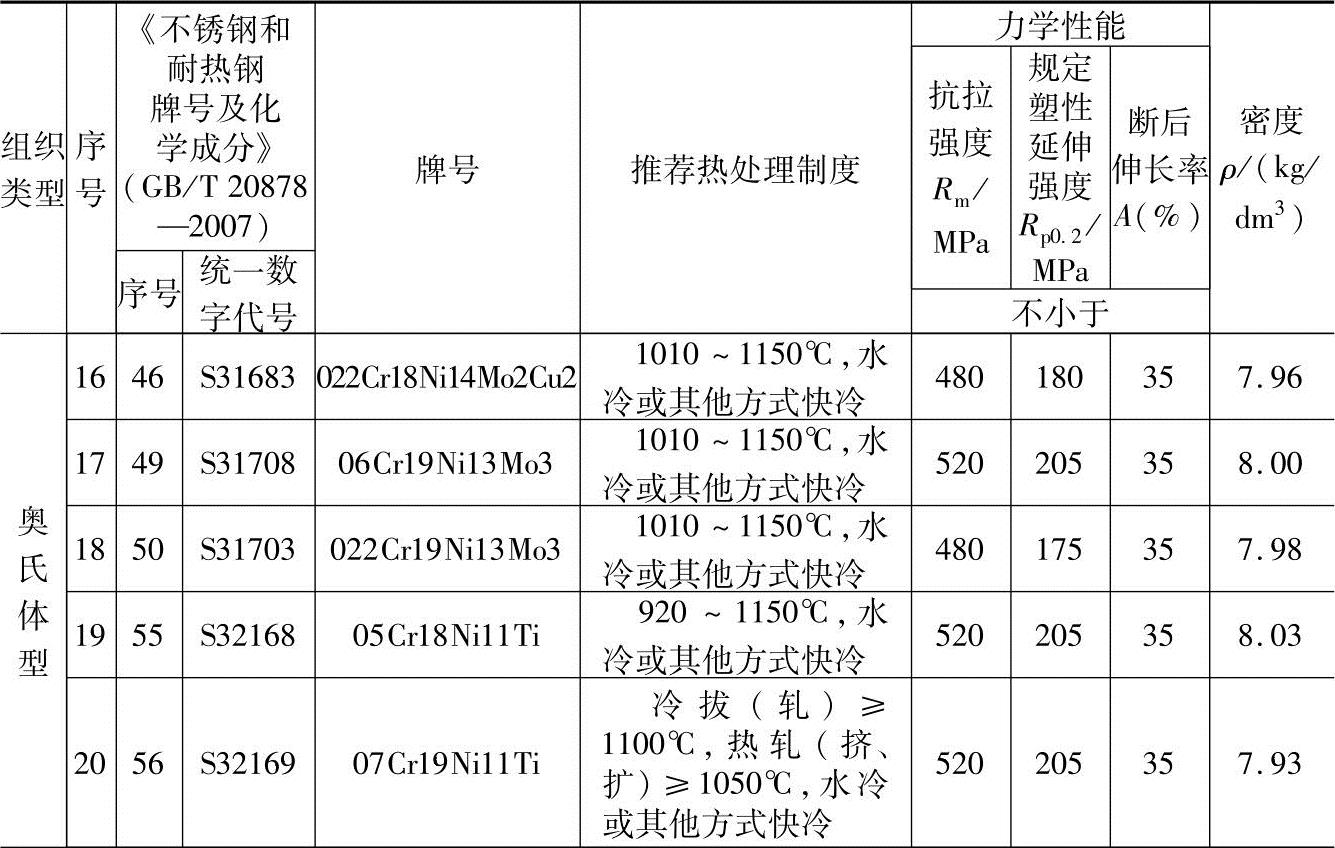
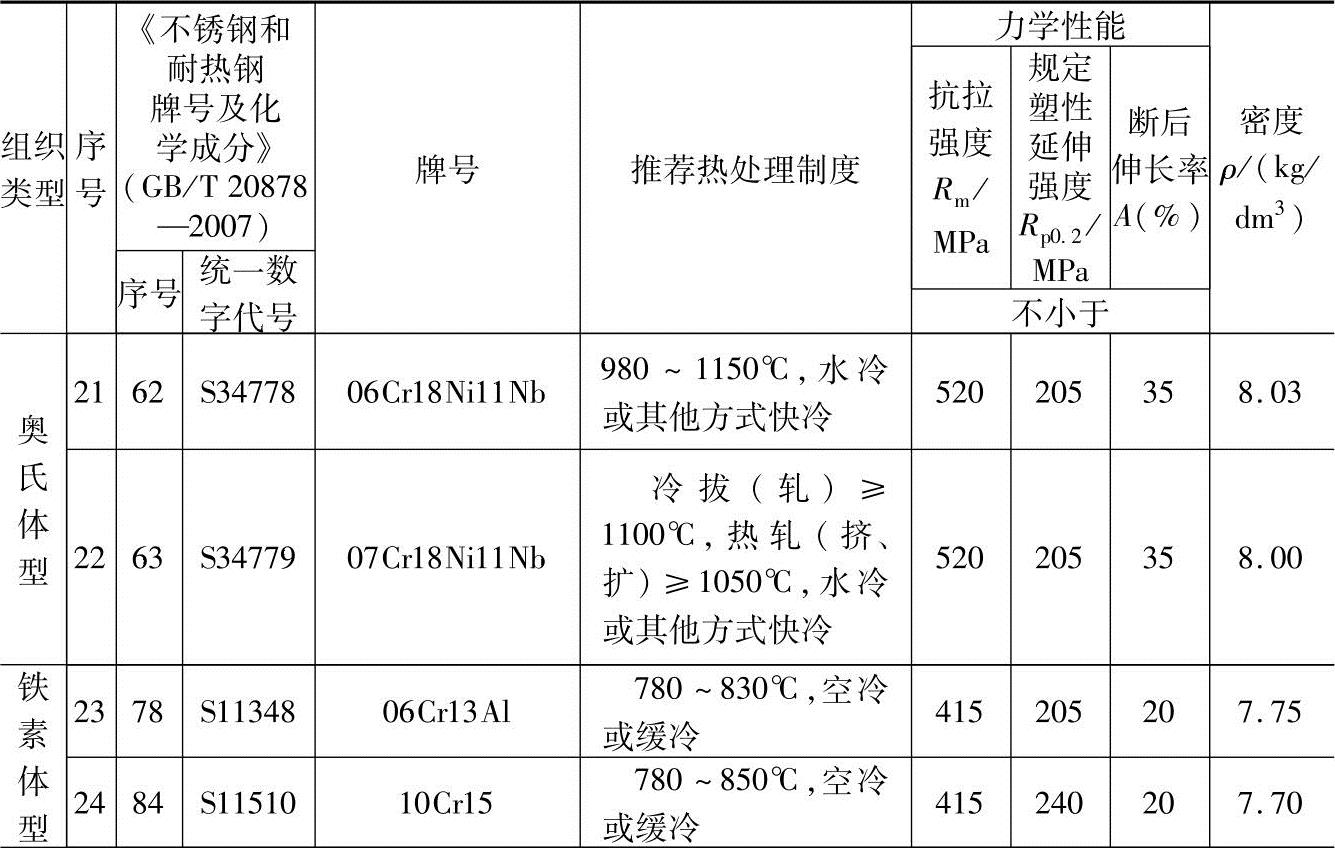
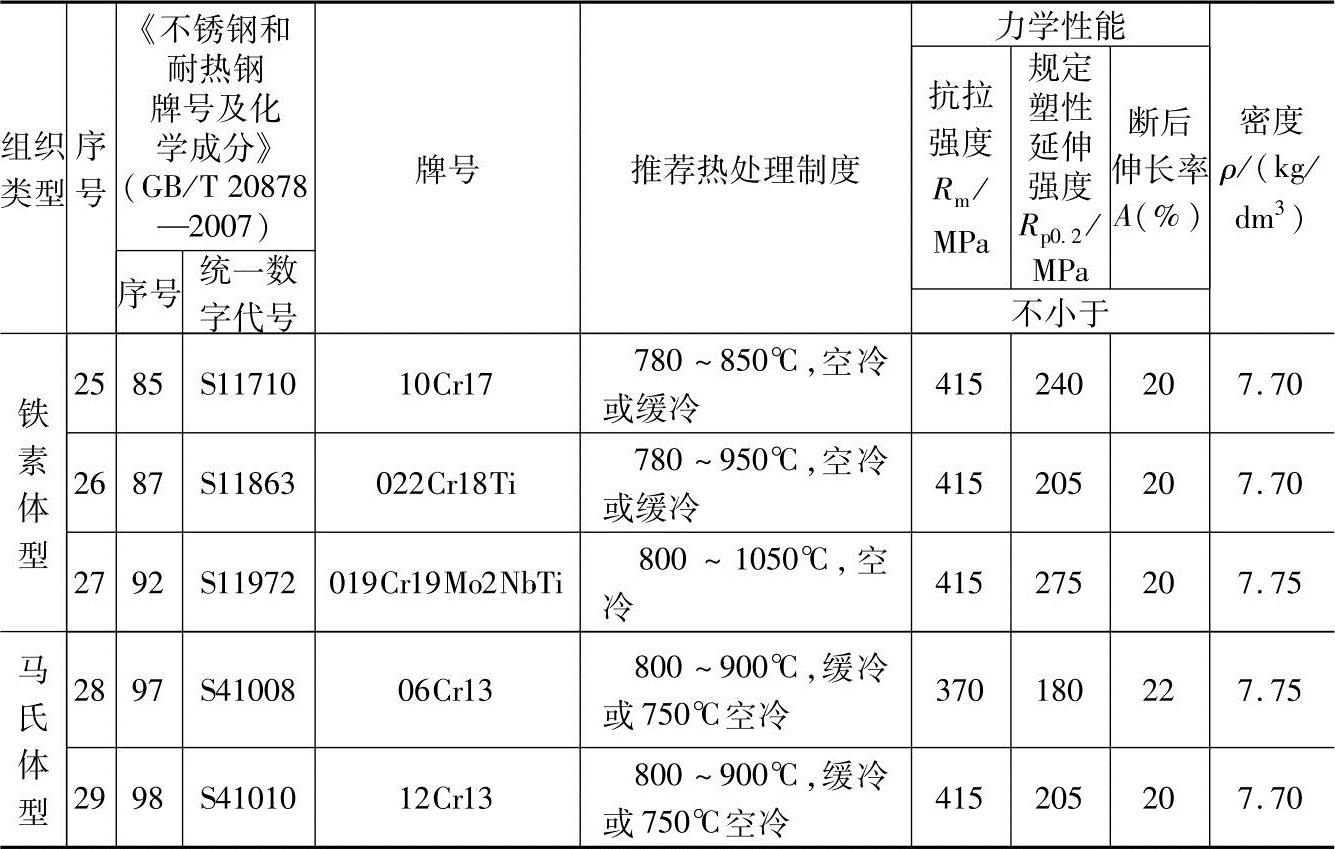
表2-96 热处理状态钢管的纵向力学性能
(续)
(续)
(续)
(续)
(续)
5.交货状态及质量
(1)交货状态
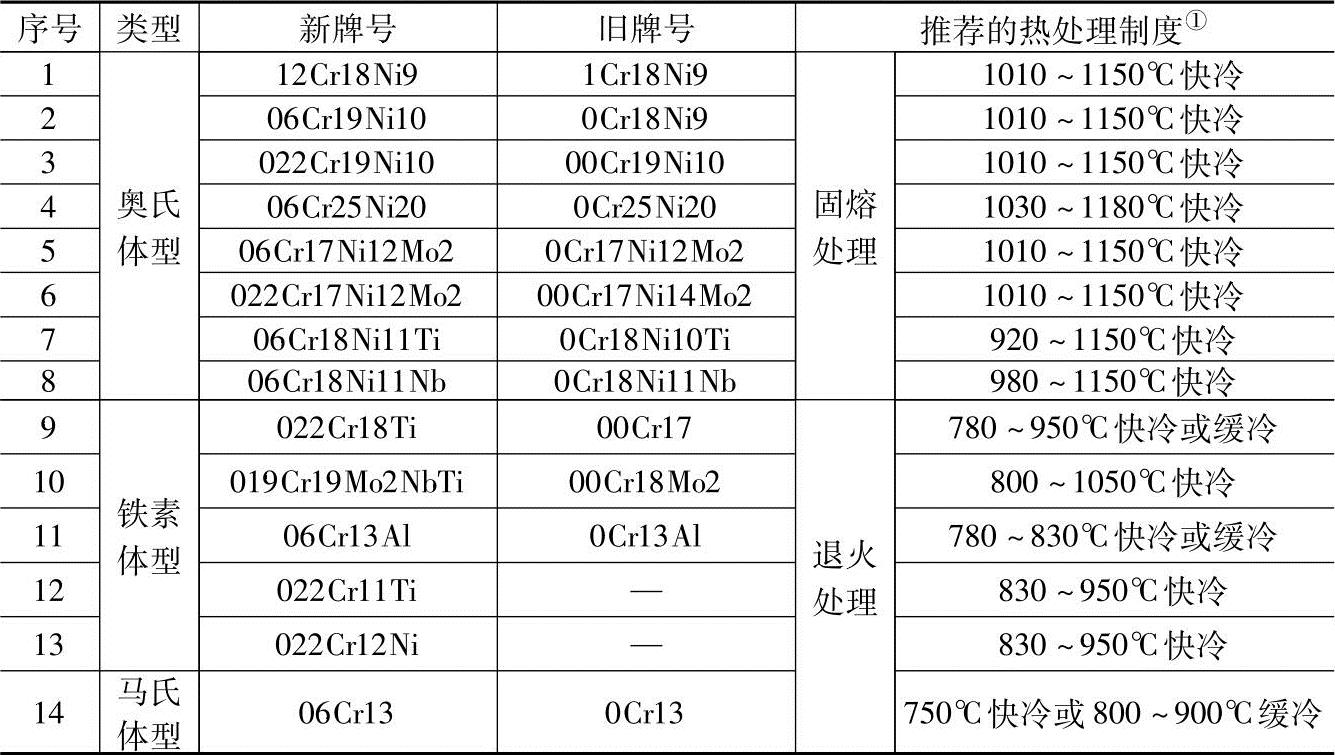
1)钢管经热处理并酸洗后交货。成品钢管的推荐热处理制度见表2-96。
2)奥氏体型热挤压管,如果在热变形后,按表2-96中规定的热处理温度范围进行直接水冷或其他方式快冷,则应认为已符合钢管热处理要求。
3)凡经整体磨、镗或经保护气氛热处理的钢管,可不经酸洗交货。
4)根据需方要求,如合同中注明,奥氏体型冷拔(轧)钢管也可以冷加工状态交货,其弯曲度、力学性能、压扁试验等由供需双方协议。
5)经供需双方协议,并在合同中注明,钢管可采用表2-96中规定以外的其他热处理制度。
(2)交货质量
1)钢管的内外表面不得有裂纹、折叠、轧折、离层和结疤存在。这些缺陷应完全清除,清除深度不得超过壁厚的10%,其清理处实际壁厚不得小于壁厚所允许的最小值。
2)在钢管内外表面上,直道允许深度如下:
热轧(挤、扩)钢管:不大于壁厚的5%,直径小于和等于140mm的钢管,最大允许深度不大于0.5mm;直径大于140mm的钢管,最大允许深度不大于0.8mm。
冷拔(轧)钢管:不大于壁厚的4%(壁厚小于1.4mm的直道允许深度为0.05mm),最大深度不大于0.30mm。
不超过壁厚负偏差的其他缺陷允许存在。
(三)流体输送用不锈钢焊接钢管
1.分类及代号
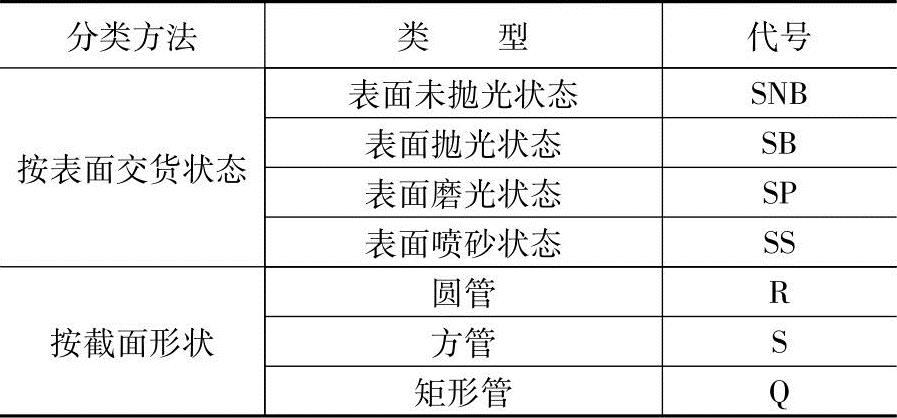
流体输送用不锈钢焊接钢管的分类及代号见表2-97。
表2-97 流体输送用不锈钢焊接钢管的分类及代号
2.钢的牌号和化学成分
流体输送用不锈钢焊接钢管用钢的牌号和化学成分(熔炼分析)应符合表2-98中的规定。
3.外径和壁厚的允许偏差
流体输送用不锈钢焊接钢管外径和壁厚的允许偏差应分别符合表2-99和表2-100中的规定。
4.性能
流体输送用不锈钢焊接钢管的力学性能应符合表2-101中的规定,其中,规定非比例延伸强度仅在需方要求、合同中注明时才给予保证。
表2-98 流体输送用不锈钢焊接钢管用钢的牌号和化学成分
(续)
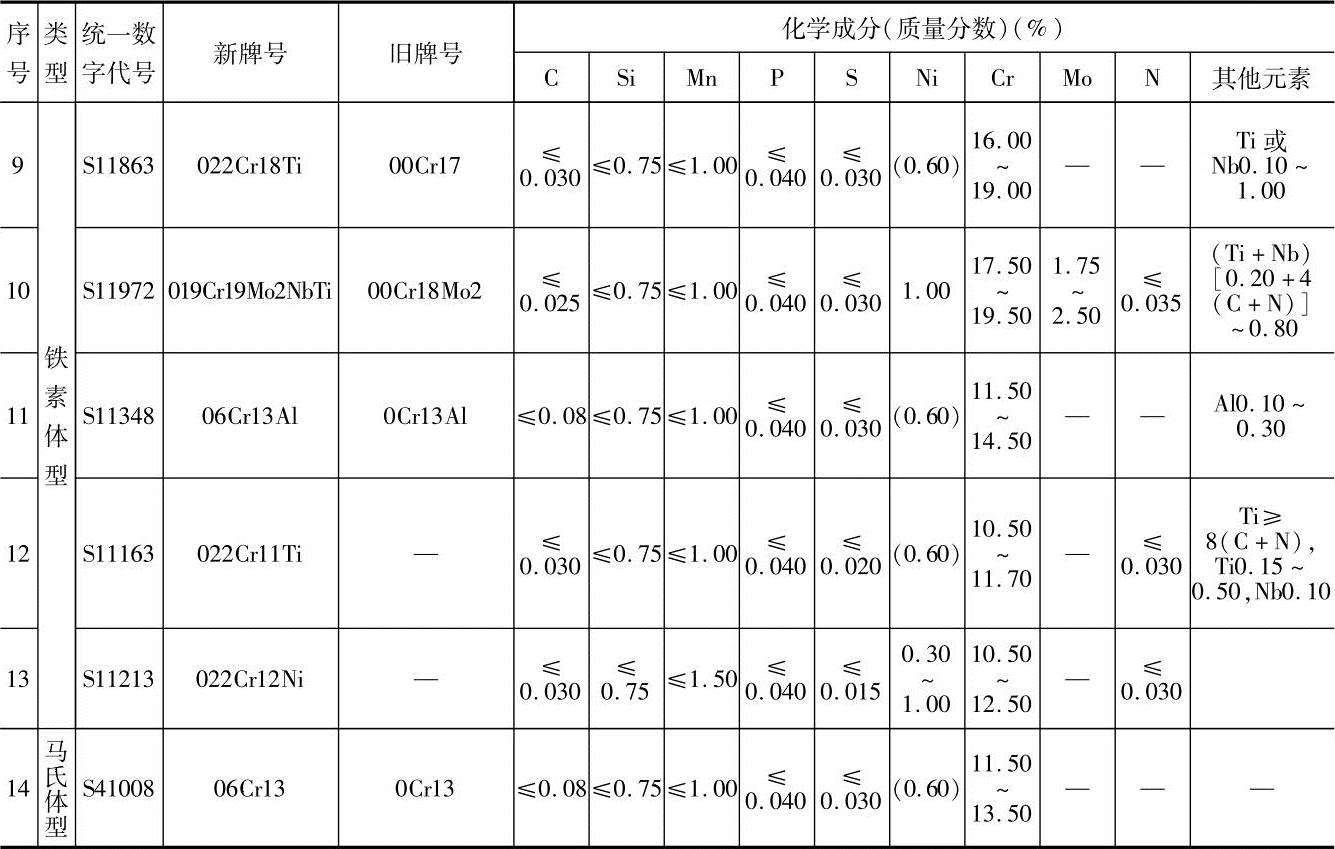
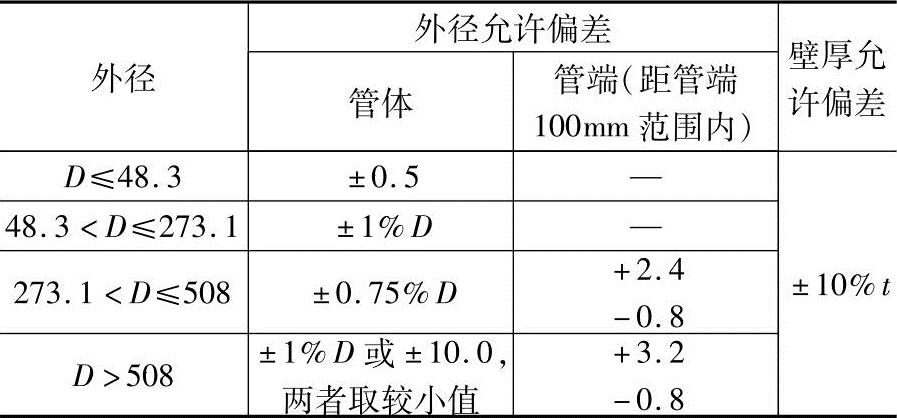
表2-99 流体输送用不锈钢焊接钢管外径的允许偏差 (单位:mm)
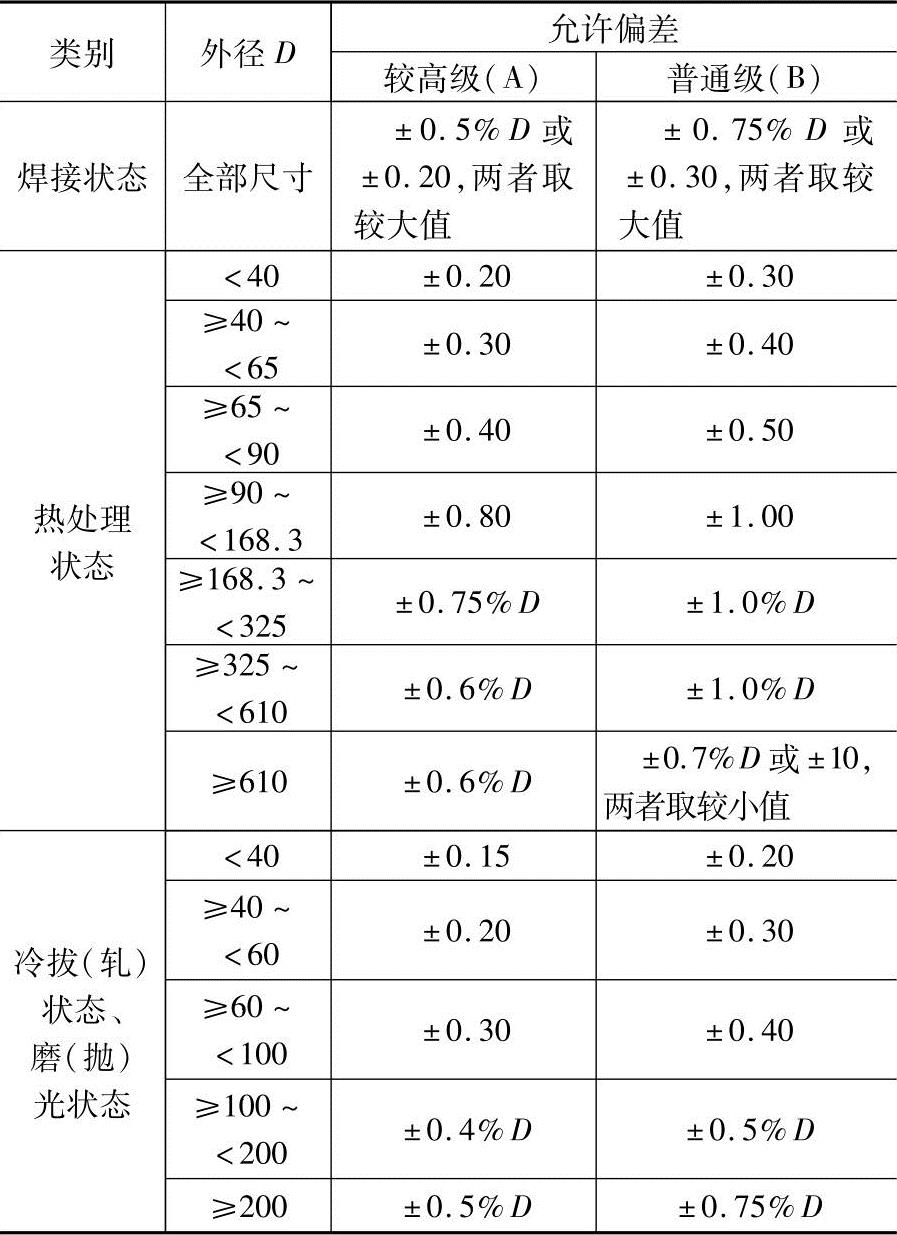
表2-100 流体输送用不锈钢焊接钢管壁厚的允许偏差 (单位:mm)
5.交货状态及质量
(1)交货状态 流体输送用不锈钢焊接钢管以热处理状态交货,热处理时须采用连续式或周期式炉全长热处理。其推荐热处理制度见表2-102。
(2)质量
1)钢管的内外表面应光滑,不得有裂纹、裂缝、折叠、重皮、扭曲、过酸洗、残留氧化层及其他妨碍使用的缺陷。上述缺陷应完全清除掉,清除处实际壁厚不得小于壁厚允许的负偏差。深度不超过壁厚负偏差的轻微划伤、压坑、麻点等允许存在。
2)错边、咬边、凸起、凹陷等缺陷不得大于壁厚允许偏差。焊缝缺陷允许修补,但修补后应进行液压试验。以热处理状态交货的钢管还应重新进行热处理。
表2-101 流体输送用不锈钢焊接钢管的力学性能
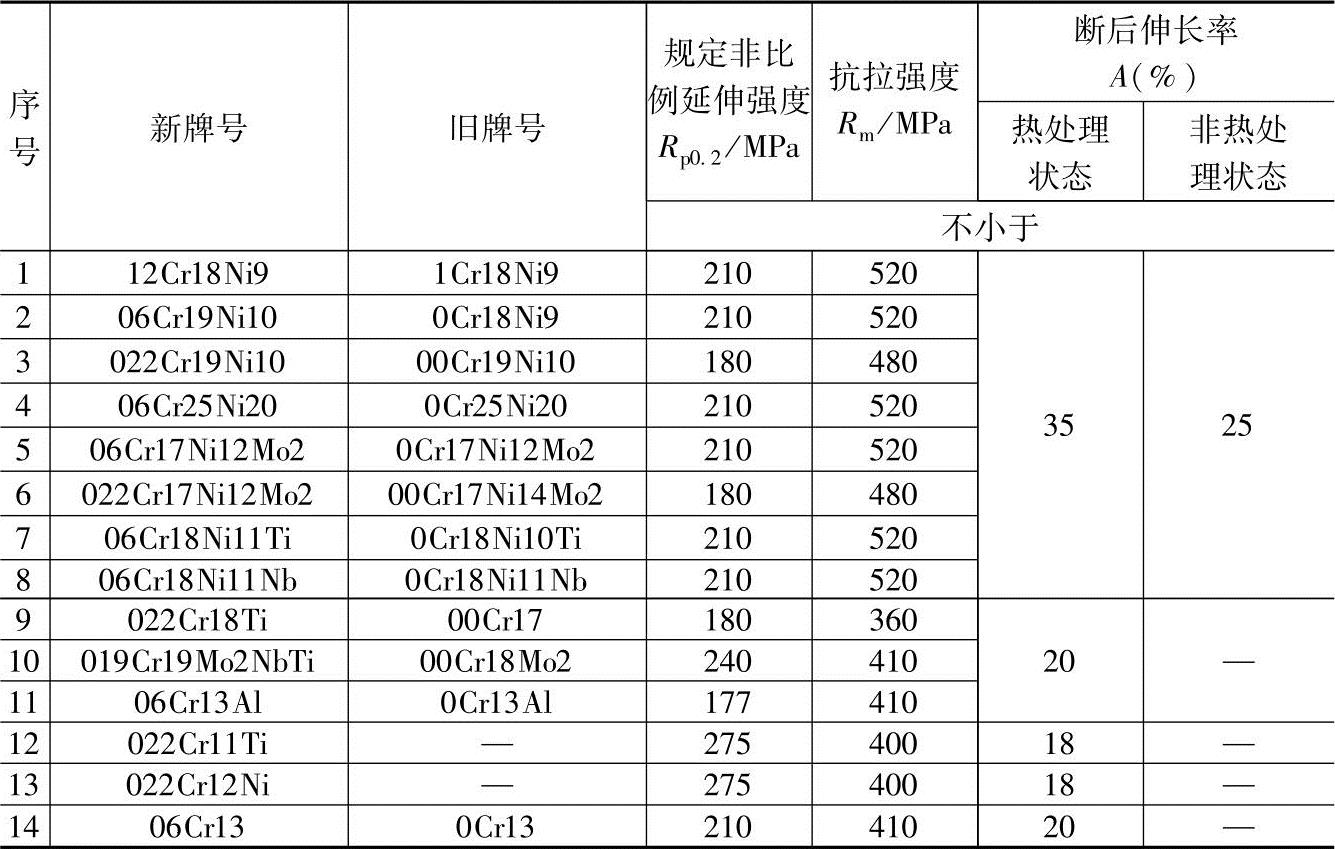
表2-102 流体输送用不锈钢焊接钢管的推荐热处理制度
① 对于06Cr18Ni11Ti、06Cr18Ni11Nb,需方规定在固熔热处理后需进行稳定化热处理时,稳定化热处理制度为850~930℃快冷。
3)焊缝最大余高应符合《流体输送用不锈钢焊接钢管》(GB/T 12771—2008)第6.7.3节的规定。(https://www.xing528.com)
(四)低压流体输送用焊接钢管
1.钢的牌号及化学成分
1)低压流体输送用焊接钢管用钢的牌号和化学成分(熔炼分析)应符合《碳素结构钢》(GB/T 700—2006)中Q195、Q215A、Q215B、Q235A、Q235B和《低合金高强度结构钢》(GB/T 1591—2008)中Q295A、Q295B、Q345A、Q345B的规定。经供需双方协议,也可采用其他易焊接的钢牌号。
2)化学成分按熔炼成分进行验收。当需方要求进行成品分析时,应在合同中注明。成品化学成分的允许偏差应符合《钢的成品化学成分允许偏差》(GB/T 222—2006)中的有关规定。
2.外径和壁厚
1)钢管的公称口径与钢管的外径、壁厚对照应符合表2-103中的规定。
表2-103 钢管的公称口径与钢管的外径、壁厚对照 (单位:mm)

(续)

注:表中的公称口径是指近似内径的名义尺寸,不表示外径减去两个壁厚所得的内径。
2)钢管外径、壁厚的允许偏差应符合表2-104中的规定。
表2-104 钢管外径、壁厚的允许偏差 (单位:mm)
3.性能
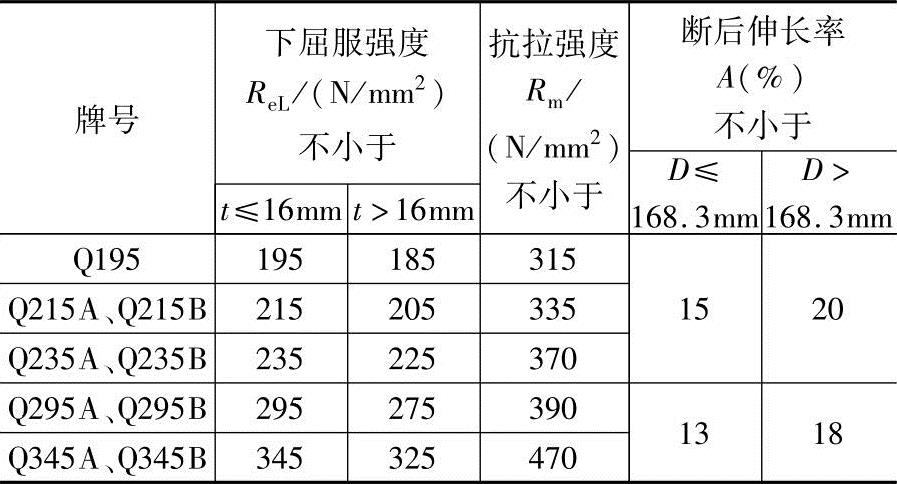
钢管的力学性能应符合表2-105中的规定。
表2-105 钢管的力学性能
4.交货状态
钢管按焊接状态交货,直缝高频电阻焊钢管可按焊缝热处理状态交货。根据需方要求,经供需双方协商,并在合同中注明,钢管也可按整体热处理状态交货。
根据需方要求,经供需双方协商,并在合同中注明,外径不大于508mm的钢管既可镀锌交货,也可按其他保护涂层交货。
5.焊缝质量
(1)电阻焊钢管的焊缝飞边高度 钢管焊缝的外飞边应清除,剩余高度应不大于0.5mm。根据需方要求,经供需双方协商,并在合同中注明,钢管焊缝的内飞边可清除。焊缝的内飞边清除后,剩余高度应不大于1.5mm。当壁厚不大于4mm时,清除内飞边后的刮槽深度应不大于0.2mm;当壁厚大于4mm时,刮槽深度应不大于0.4mm。
(2)埋弧焊钢管的焊缝余高 当壁厚不大于12.5mm时,超过钢管原始表面轮廓的内外焊缝余高应不大于3.2mm;当壁厚大于12.5mm时,超过钢管原始表面轮廓的内外焊缝余高应不大于3.5mm。焊缝余高的超高部分允许修磨。
(3)错边 对电阻焊钢管,焊缝处钢带边缘的径向错边不允许使两侧的剩余厚度小于钢管壁厚的90%。对埋弧焊钢管,当壁厚不大于12.5mm时,焊缝处钢带边缘的径向错边应不大于1.6mm;当壁厚大于12.5mm时,焊缝处钢带边缘的径向错边应不大于钢管壁厚的0.125倍。
(4)钢带对接焊缝 螺旋缝埋弧焊钢管允许有钢带对接焊缝,但钢带对接焊缝与螺旋缝的连接点距管端的距离应大于150mm。当钢带对接焊缝位于管端时,与相应管端的螺旋缝之间至少应有150mm的环向间隔。
6.表面缺陷
钢管的内外表面应光滑,不允许有折叠、裂纹、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的缺陷存在。允许有深度不超过壁厚下偏差的其他局部缺陷存在。
7.缺陷的修补
外径小于114.3mm的钢管,不允许补焊修补。外径不小于114.3mm的钢管,可对母材和焊缝的缺陷进行修补。补焊前应将补焊处处理干净,使其符合焊接要求。补焊焊缝的最短长度应不小于50mm,电阻焊钢管补焊焊缝的最大长度应不大于150mm,每根钢管的修补应不超过3处,距离管端200mm内不允许进行补焊。补焊的焊道应进行修磨,修磨后应与原始轮廓圆滑过渡并应进行液压试验。
(五)结构用不锈钢复合管
1.分类及代号
结构用不锈钢复合管的分类及代号见表2-106。
表2-106 结构用不锈钢复合管的分类及代号
2.材料及化学成分
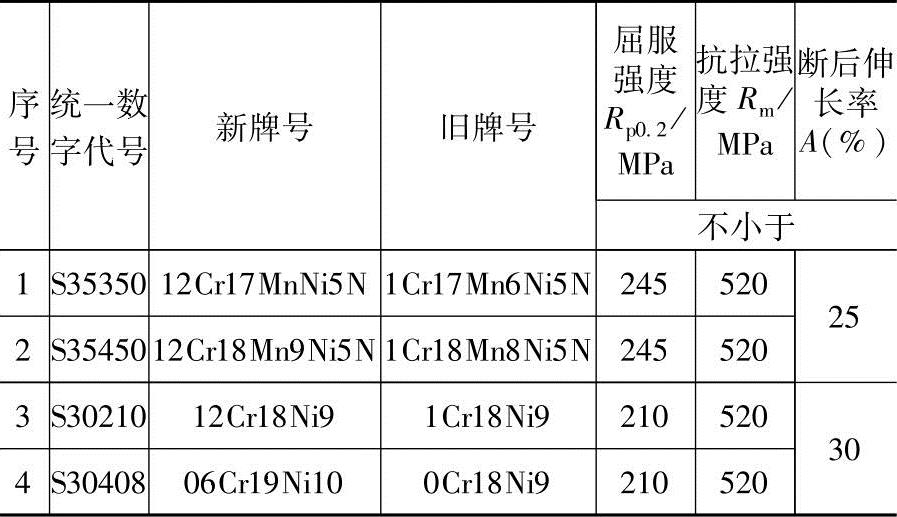
1)复合管的覆材材料采用牌号为06Cr19Ni10、12Cr18Ni9、12Cr18Mn9Ni15N、12Cr17MnNi5N的不锈钢,其化学成分(熔炼分析)应符合表2-107的规定。不锈钢覆材的力学性能应符合表2-108的规定。
表2-107 钢的牌号及化学成分
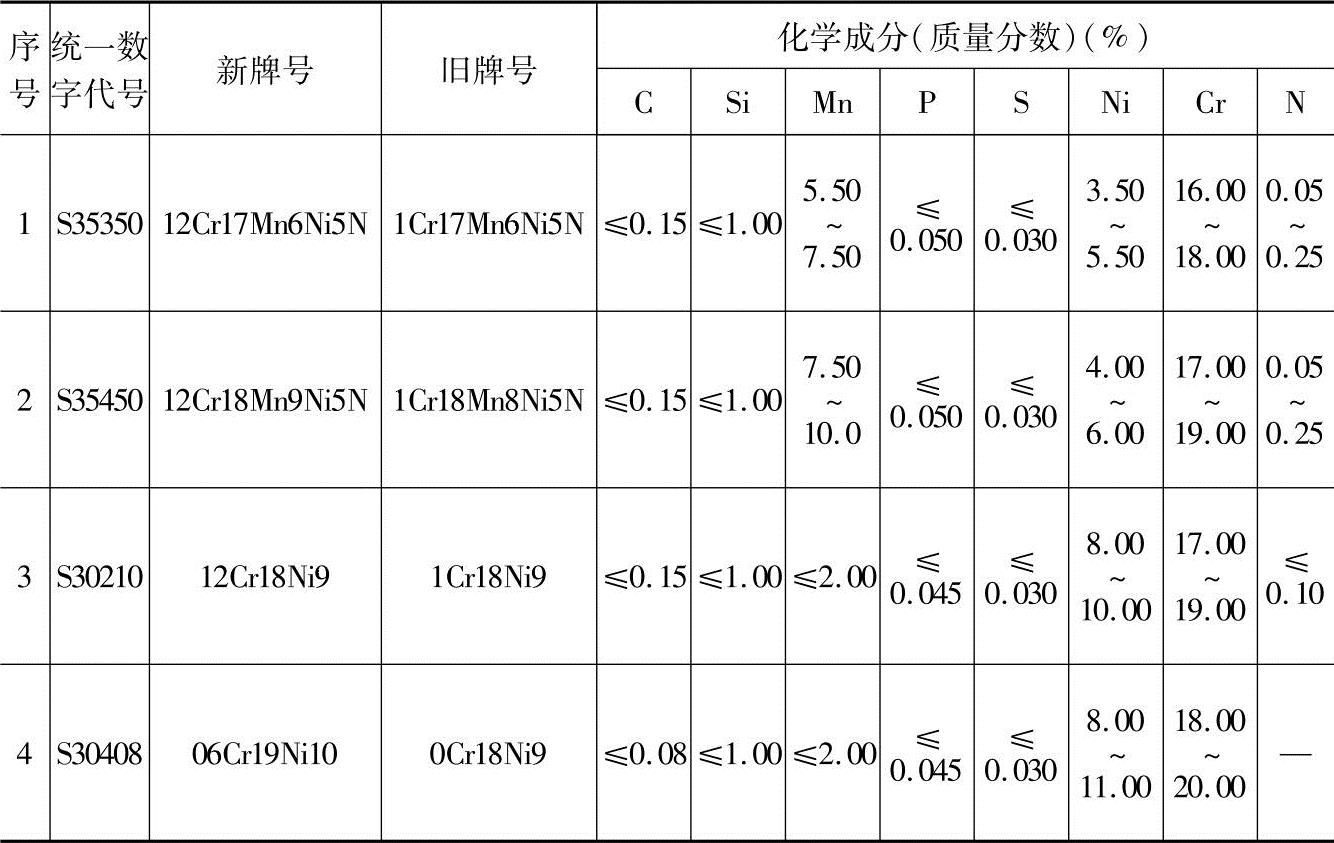
表2-108 不锈钢覆材的力学性能
2)复合管的基材采用牌号为Q195、Q215、Q235的碳素结构钢,其化学成分应符合《碳素结构钢》(GB/T 700—2006)的规定。外径不小于25.4mm的圆形复合管,其碳素结构钢基材的力学性能应符合《直缝电焊钢管》(GB/T 13793—2008)中相应牌号钢管低硬状态的规定:外径小于25.4mm的圆形复合管,其碳素结构钢基材的力学性能应符合《碳素结构钢和低合金结构钢热轧薄钢板和钢带》(GB 912—2008)或《碳素结构钢冷轧薄钢板及钢带》(GB/T 11253—2007)中相应牌号钢板或钢带的规定。
3.尺寸及允许偏差
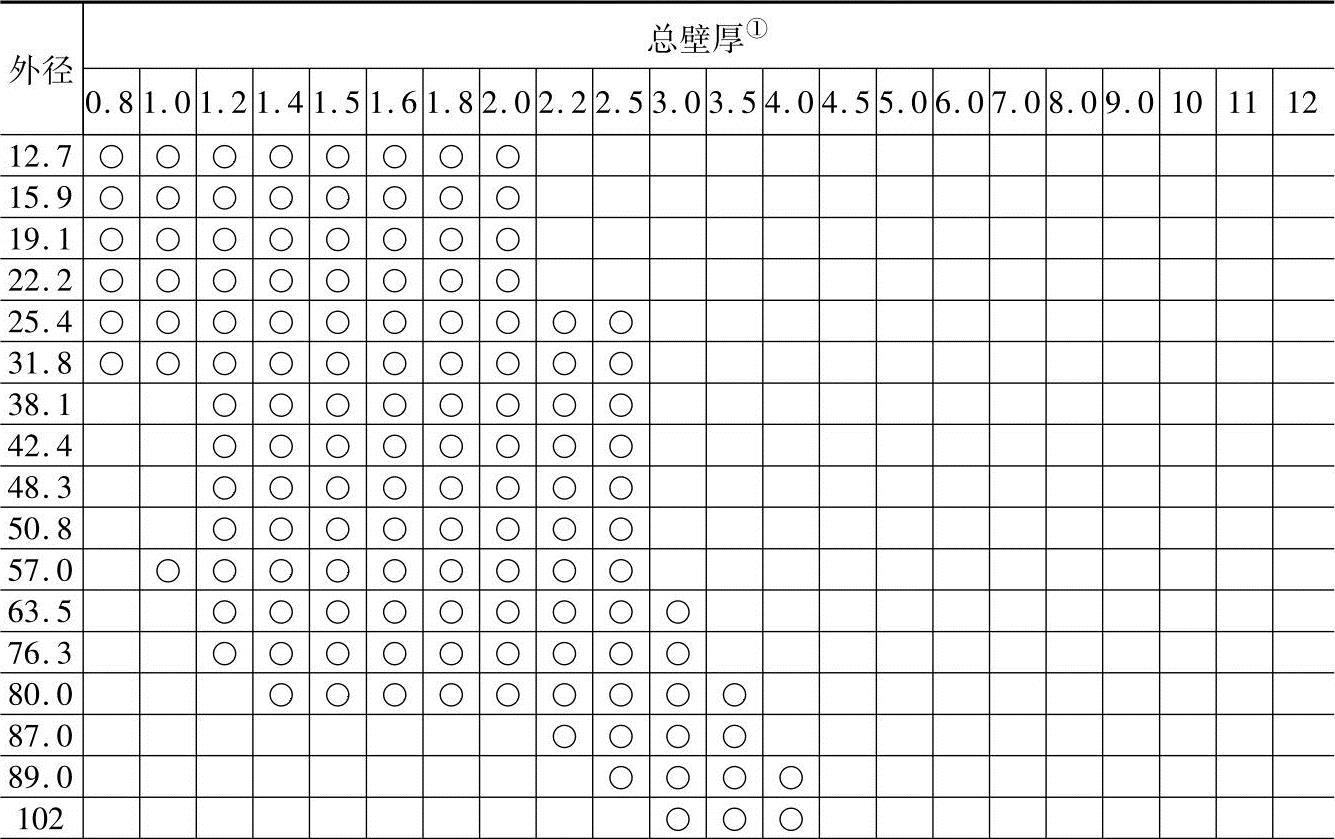
1)复合圆管的尺寸规格应符合表2-109和表2-110的规定。
表2-109 复合圆管的尺寸规格 (单位:mm)
(续)
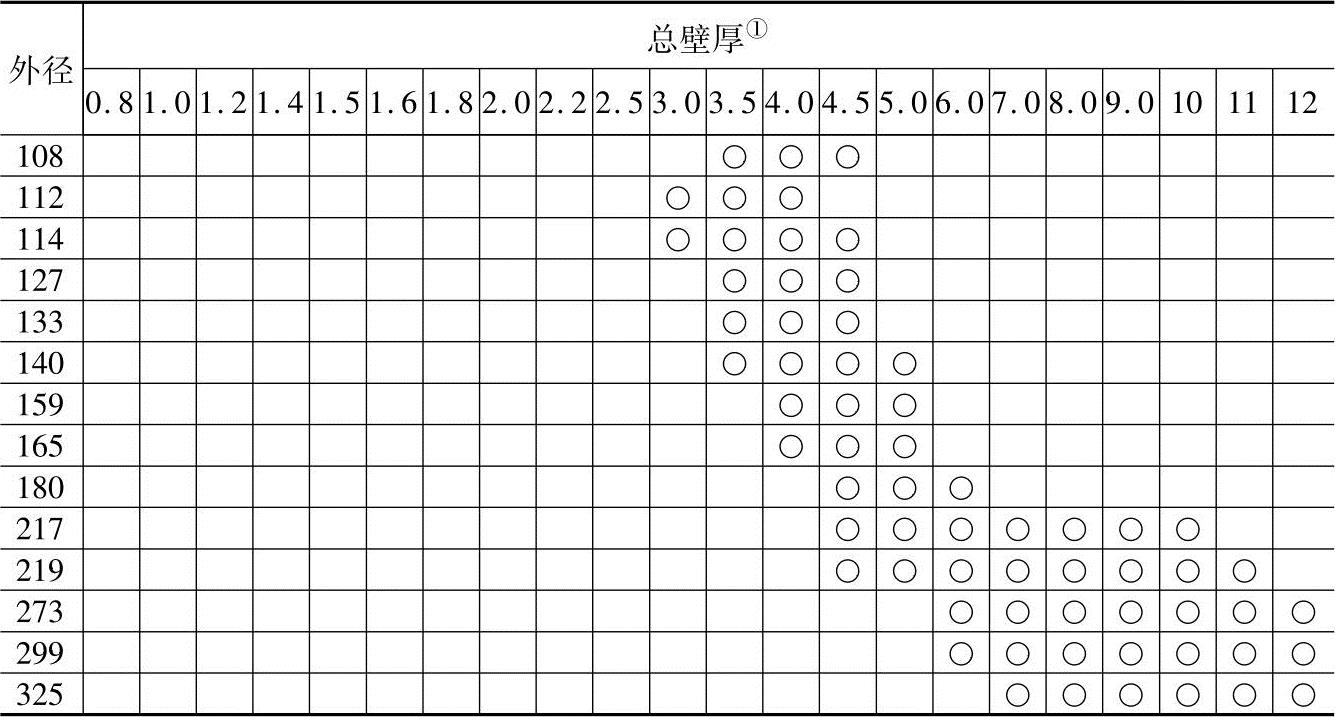
注:表中“○”表示有产品。
① 复合圆管的总壁厚也可根据用户需要,改求基材为0.4~8.0mm,覆材为0.4~0.8mm之间复合的管材。
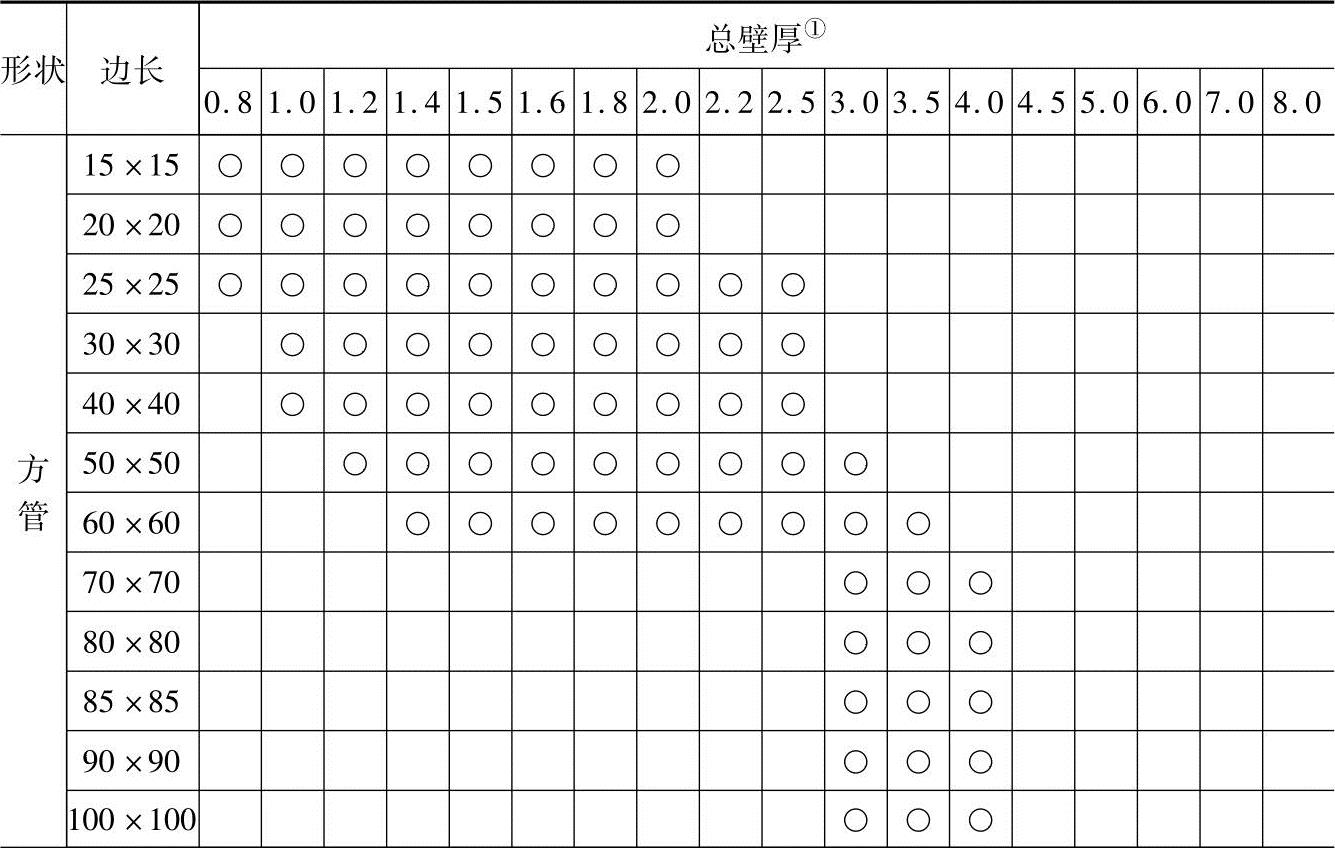
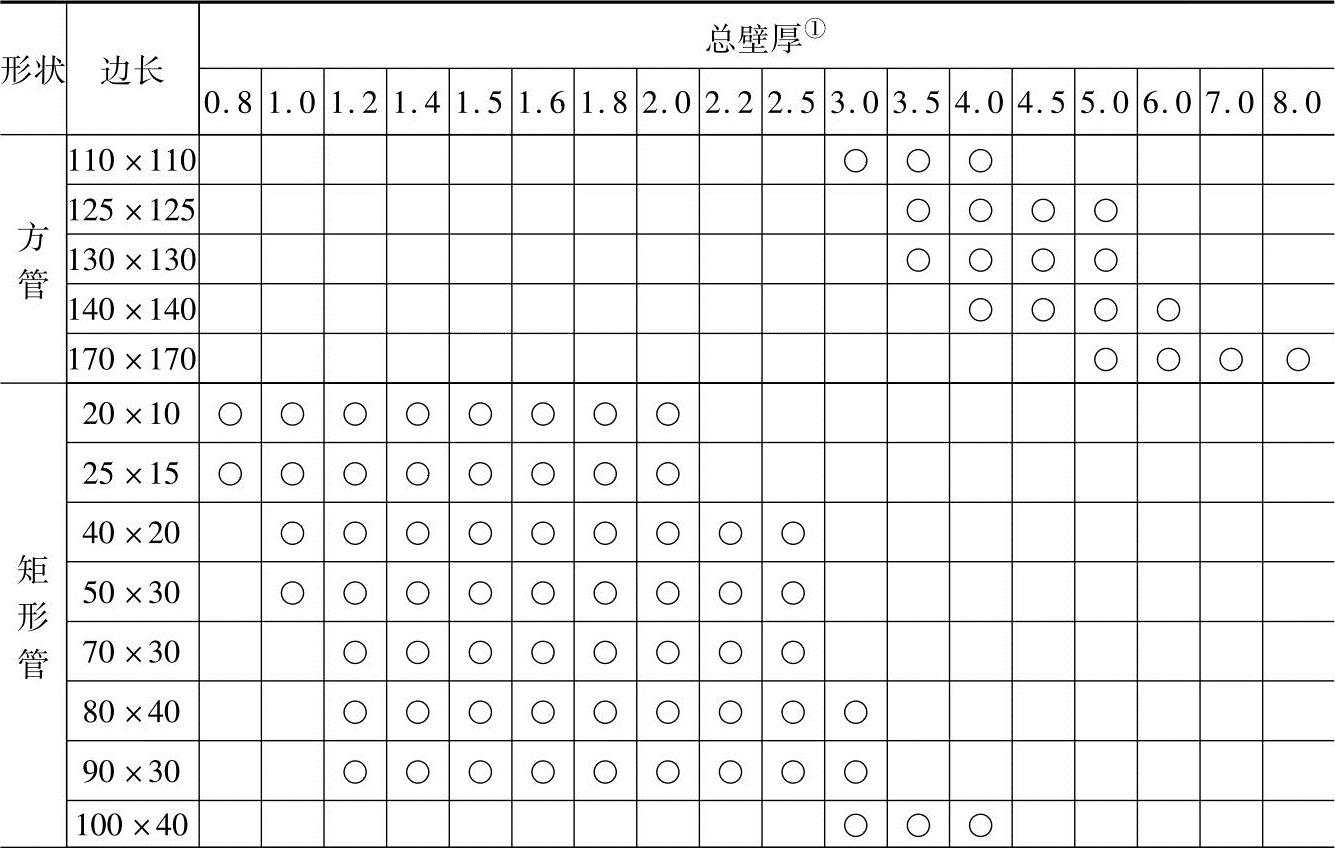
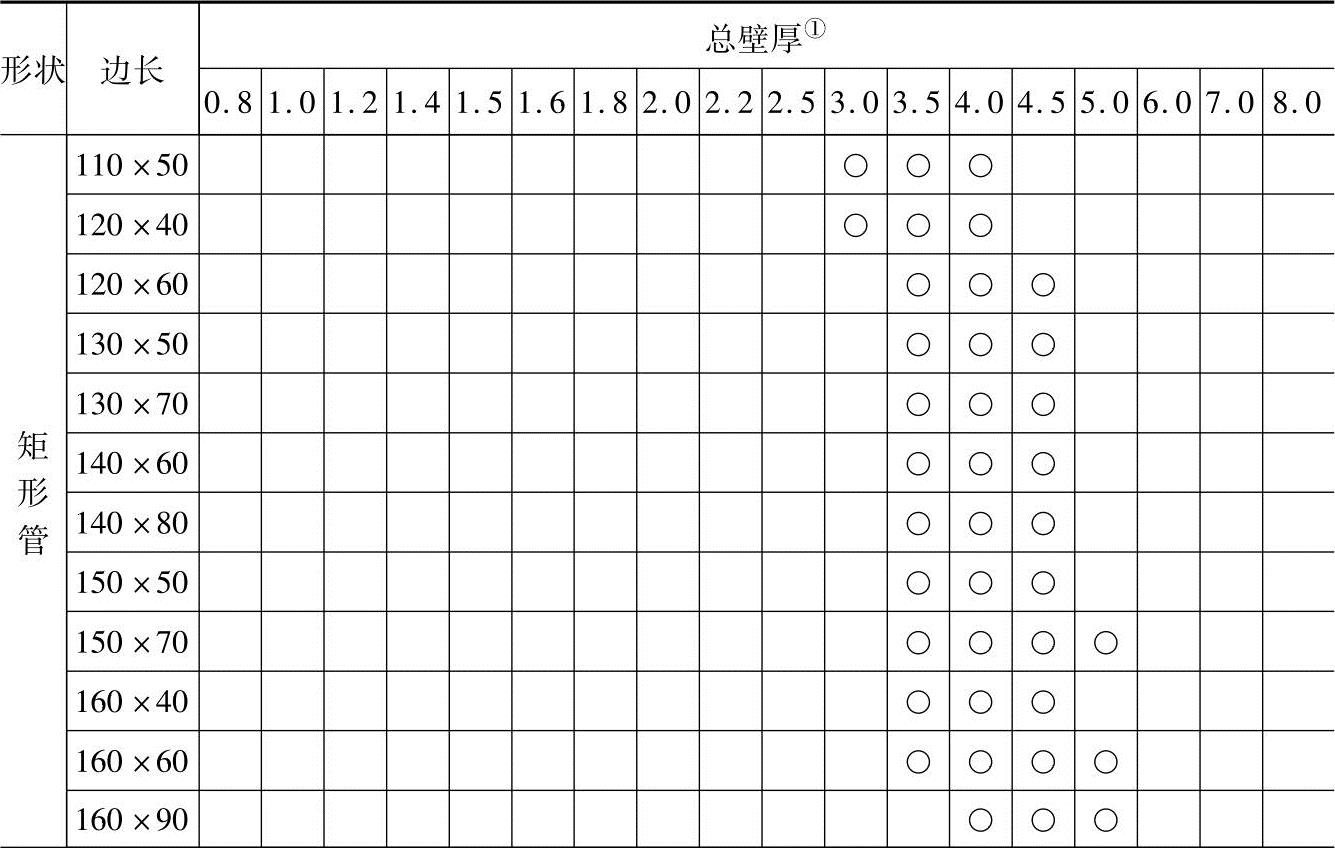
表2-110 复合方管、复合矩形管的尺寸规格 (单位:mm)
(续)
(续)
(续)
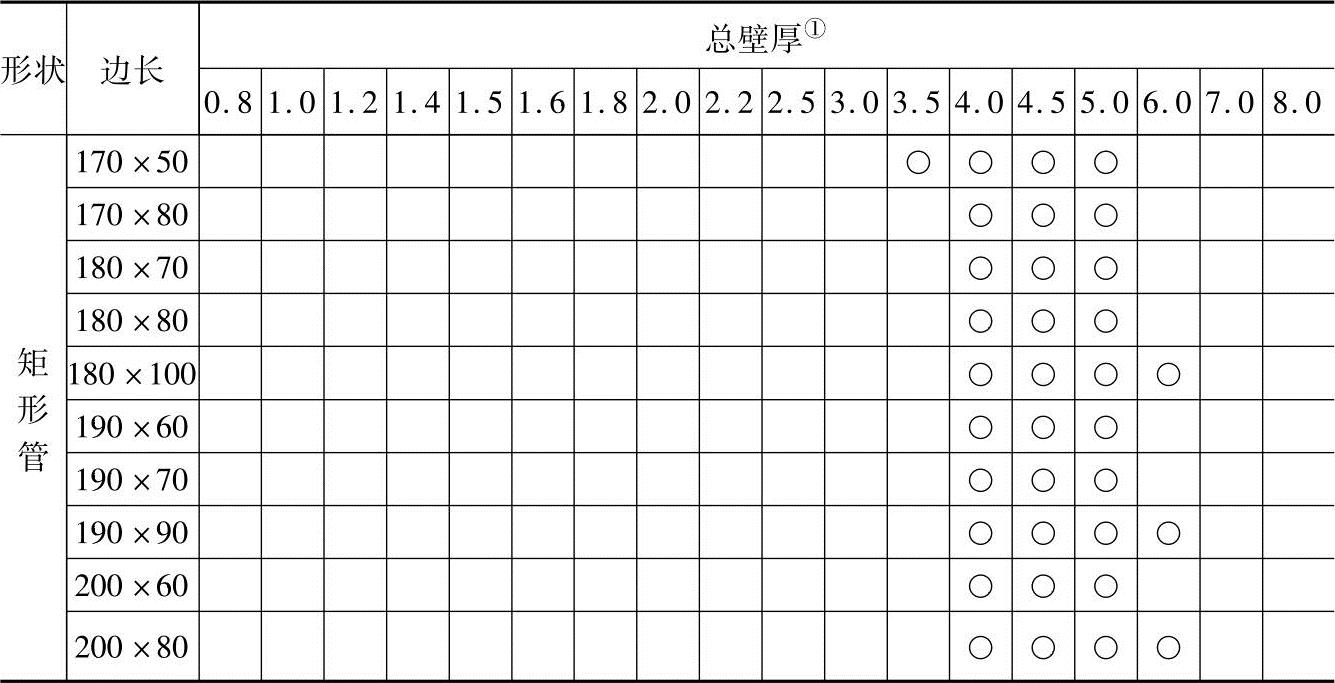
注:表中“○”表示有产品。
① 复合管的总壁厚也可根据用户需要,改成基材为0.4~8.0mm,覆材为0.4~0.8mm之间复合的管材。
2)复合圆管的外径允许偏差应符合表2-111中的规定。
表2-111 复合圆管的外径允许偏差 (单位:mm)
复合管壁厚的允许偏差应符合表2-112规定。当需方未在合同中注明壁厚的允许偏差时,壁厚的允许偏差应符合普通级的规定。
表2-112 复合管壁厚的允许偏差 (单位:mm)

4.工艺性能
(1)压扁试验 外径大于22mm的圆形复合管应做压扁试验。压扁试验时,试样外径压扁至复合管外径的1/3,焊缝应位于受力方向90°位置。压扁试验后,试样不允许出现裂缝或裂口。
(2)扩口试验 根据需方要求,经供需双方协商,并在合同中注明,圆形复合管应做扩口试验。扩口试验的顶心锥度为60°,试样外径应扩大管径的6%。扩口试验后,试样不允许出现裂纹和裂口。
(3)弯曲试验 外径大于22mm的复合管应做弯曲试验。弯曲试验的弯曲角度为90°,弯心半径为复合管外径的3.5倍。弯曲试验后,试样弯曲处的内侧面不允许有皱褶。
5.表面质量
1)复合管的外表面应清洁,不得有裂纹、划伤、折叠、分层、氧化层和明显的焊道缺陷。
2)复合管外表面的粗糙度应符合如下规定:
①圆管外径小于等于63.5mm时,其表面粗糙度不低于Ra0.8μm。
②圆管外径大于63.5mm时,其表面粗糙度不低于Ra1.6μm。
3)方形管和矩形管的表面粗糙度应不低于Ra1.6μm。
(六)装饰用焊接不锈钢管
1.材料及化学成分
装饰用焊接不锈钢管用钢的牌号及化学成分(熔炼分析)应符合表2-113中的规定。
表2-113 装饰用焊接不锈钢管用钢的牌号及化学成分
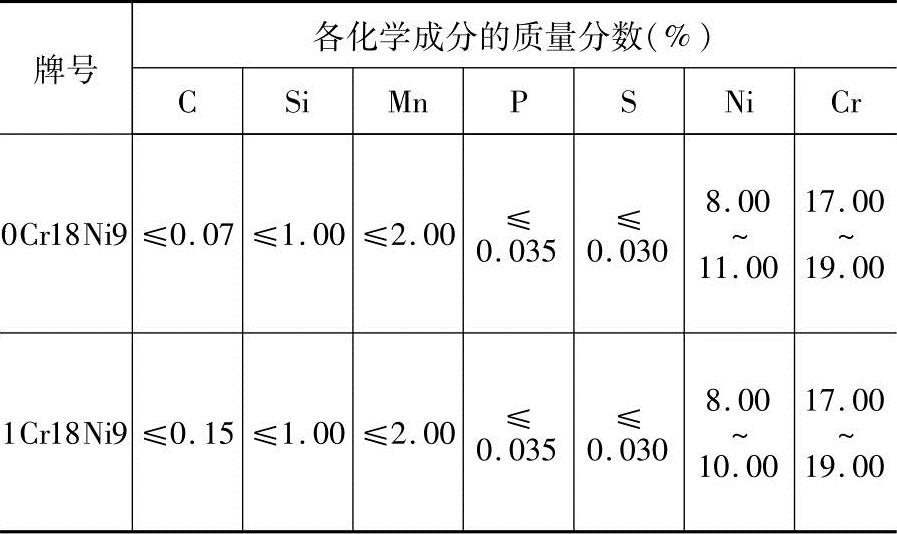
注:1.经供需双方协商,可供应本表中所列以外的牌号。
2.钢管的化学成分允许偏差应符合《钢的成品化学成分允许偏差》(GB/T 222—2006)的规定。
2.尺寸及允许偏差
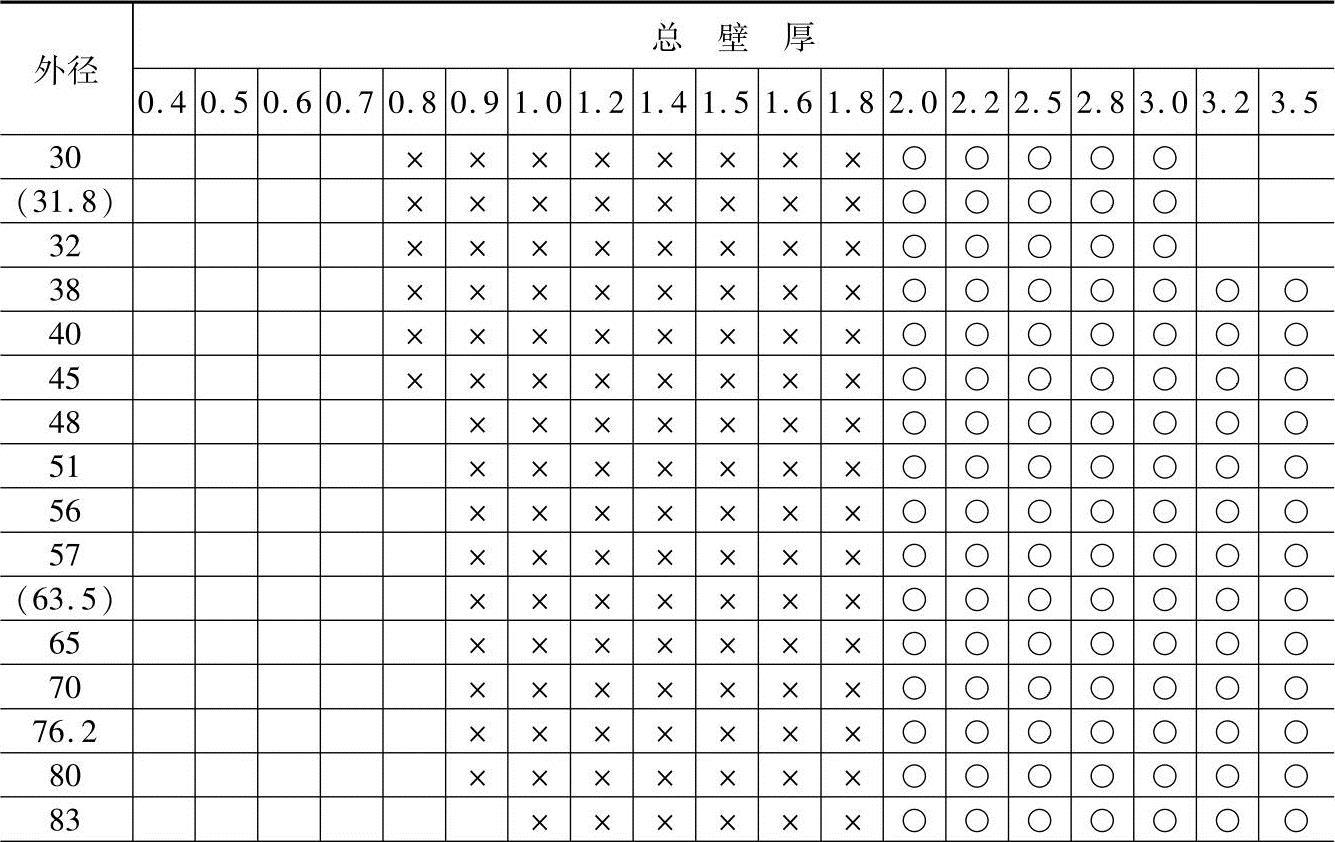
1)装饰用焊接不锈钢管的尺寸规格应符合表2-114和表2-115中的规定。经供需双方协商,可生产表2-114和表2-115中规定以外的钢管。
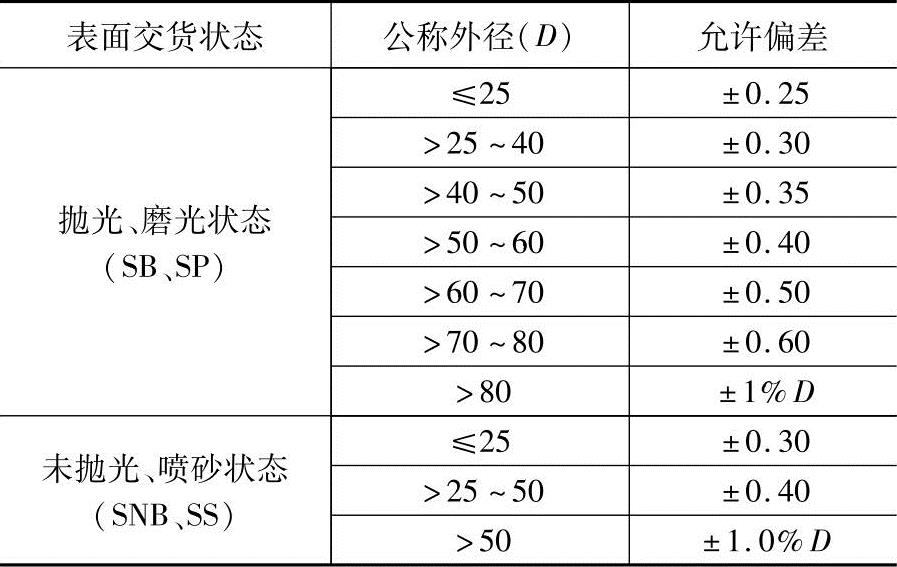
2)不锈钢圆管的外径允许偏差应符合表2-116中的规定。
表2-114 装饰用焊接不锈钢圆管的规格 (单位:mm)

(续)
(续)
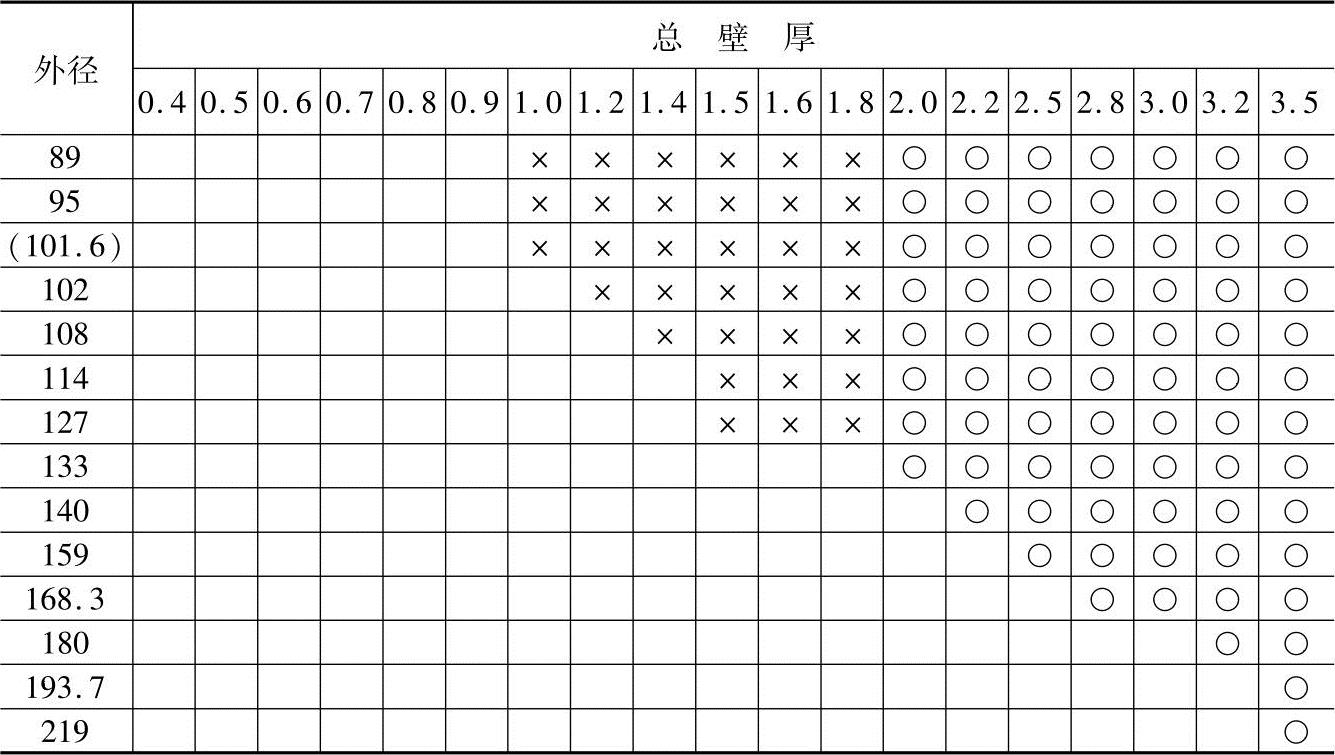
注:( )——不推荐使用;×——采用冷轧板(带)制造;○——采用冷轧板(带)或热轧板(带)制造。
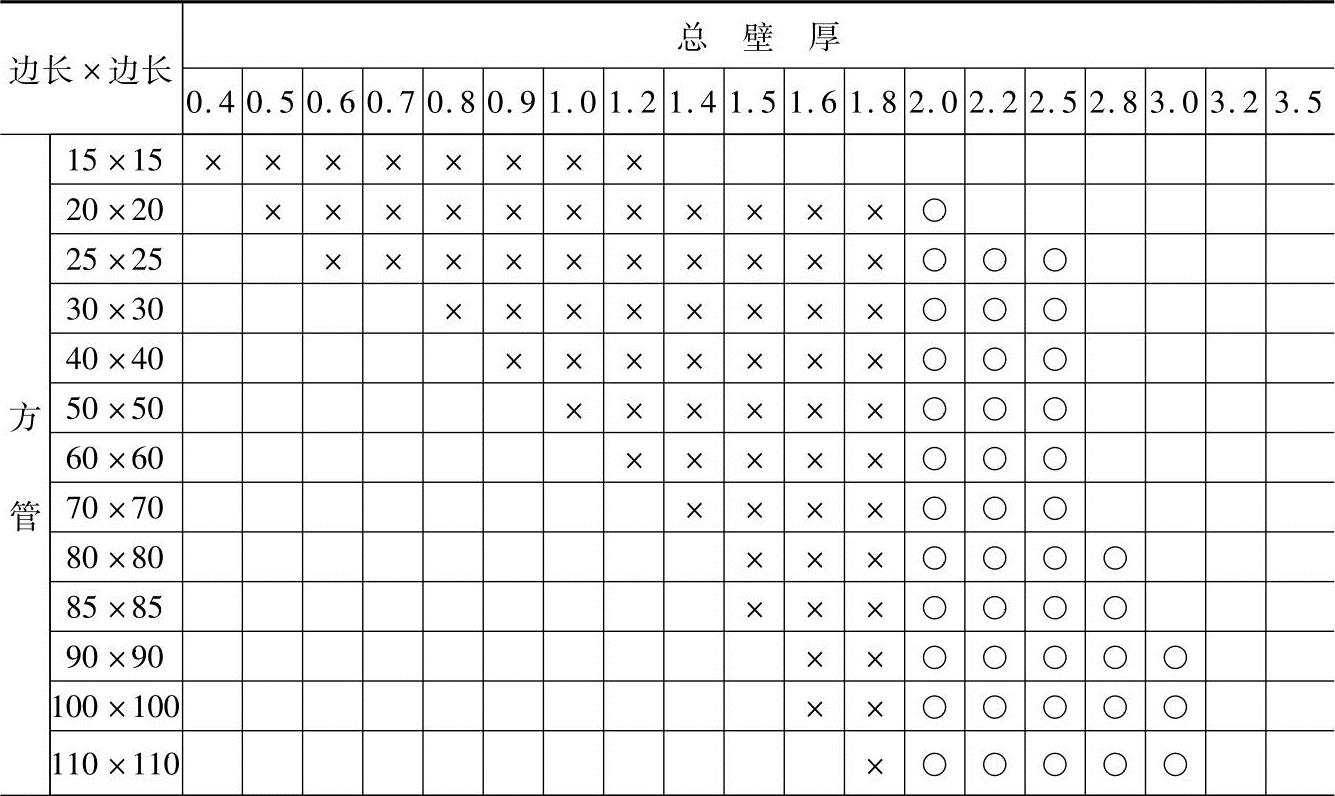
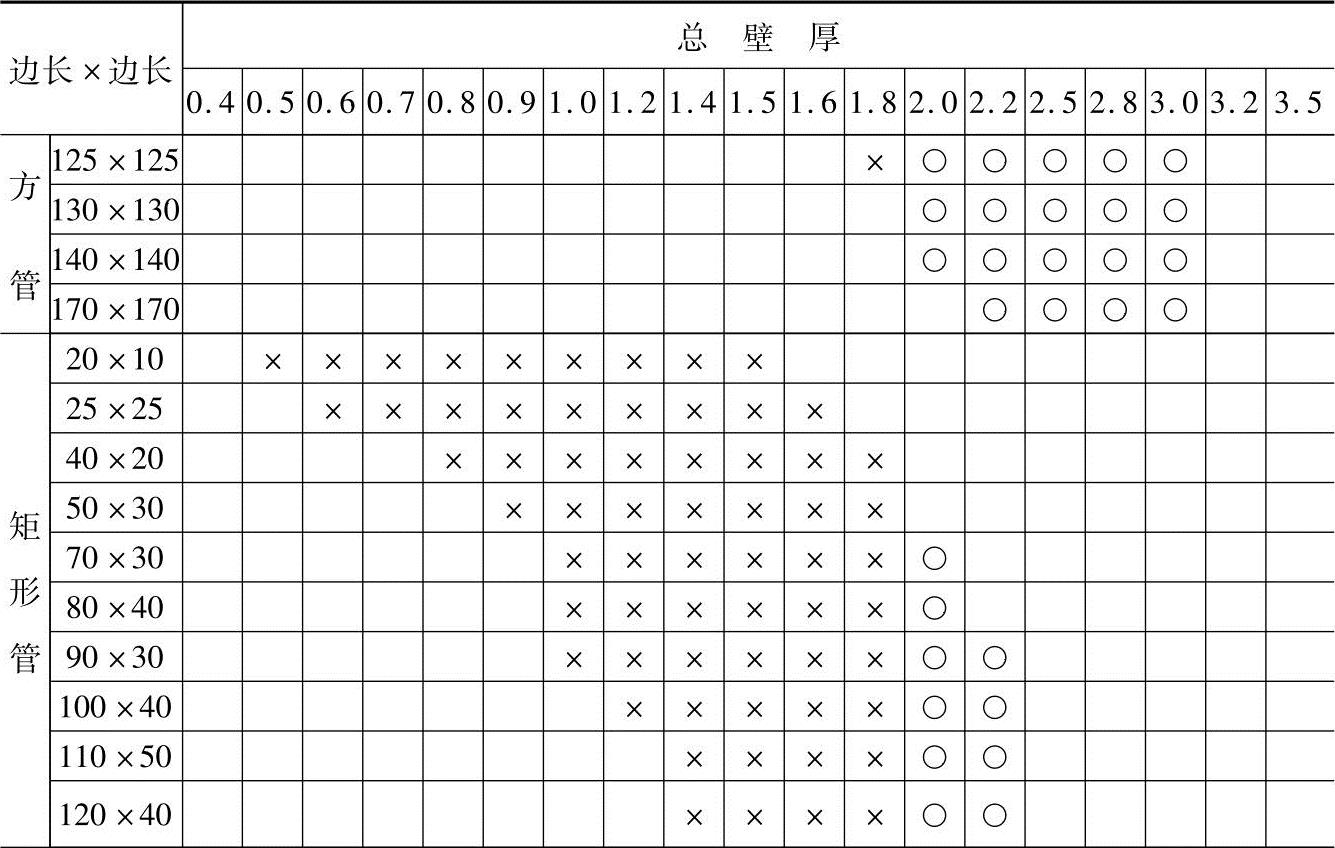
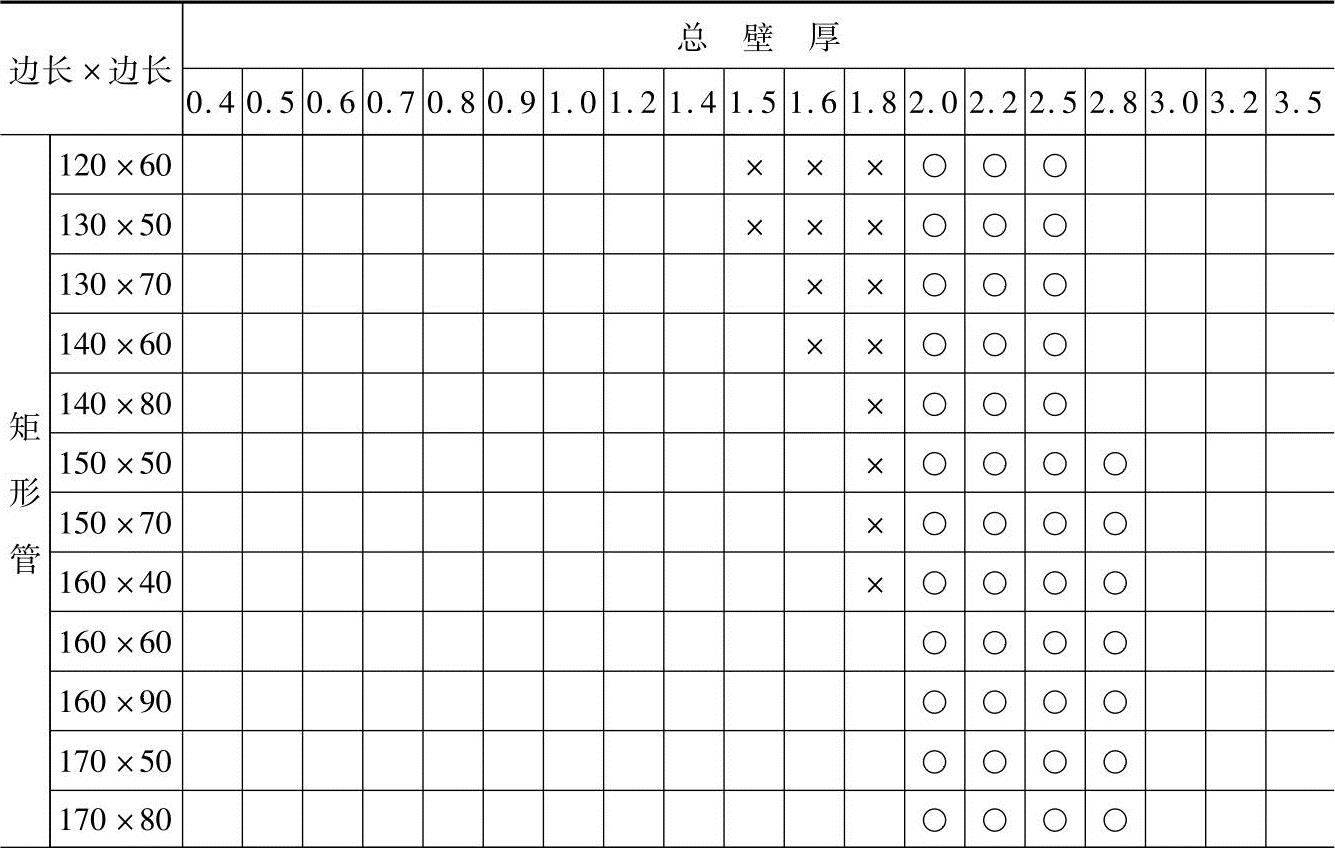
表2-115 装饰用焊接不锈钢方管、矩形管的规格 (单位:mm)
(续)
(续)
(续)
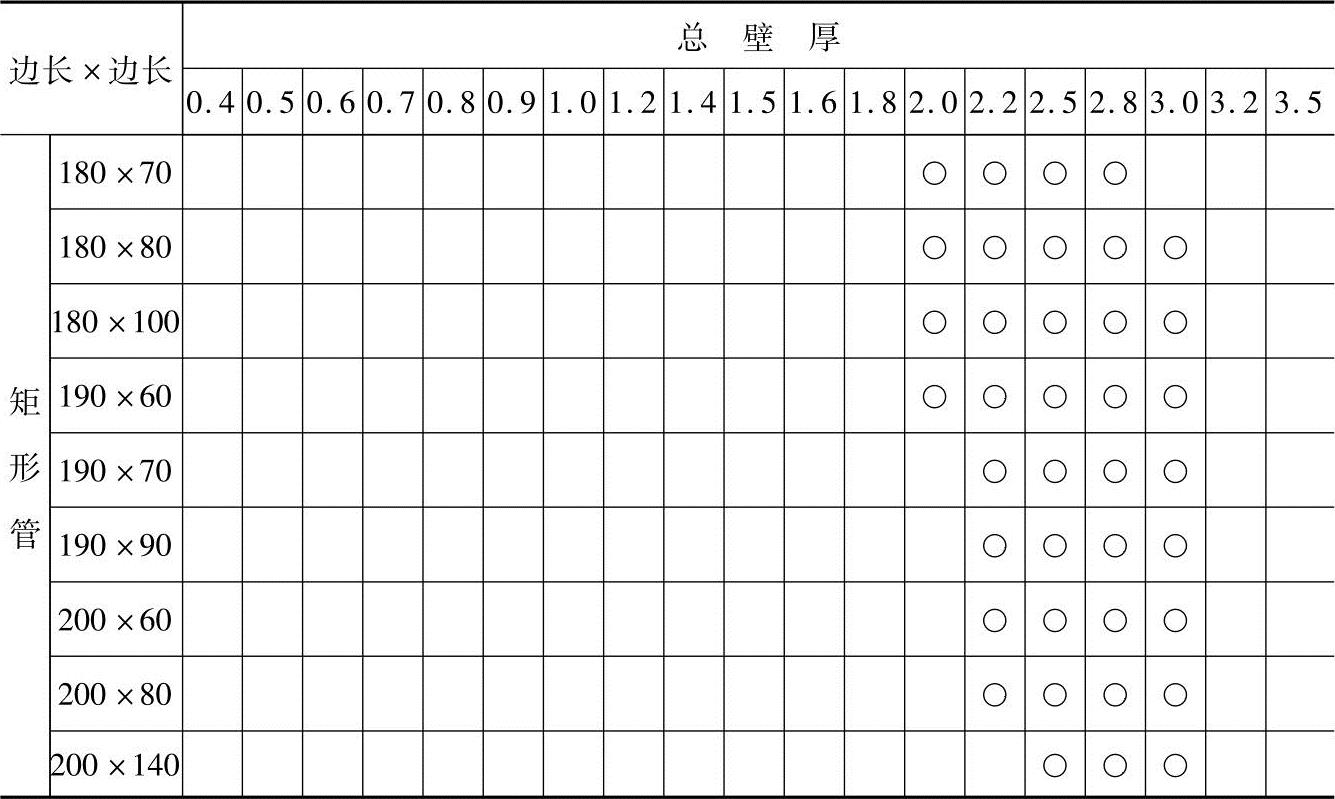
注:×——采用冷轧板(带)制造;○——采用冷轧板(带)或热轧板(带)制造。
表2-116 不锈钢圆管的外径允许偏差 (单位:mm)

3.性能
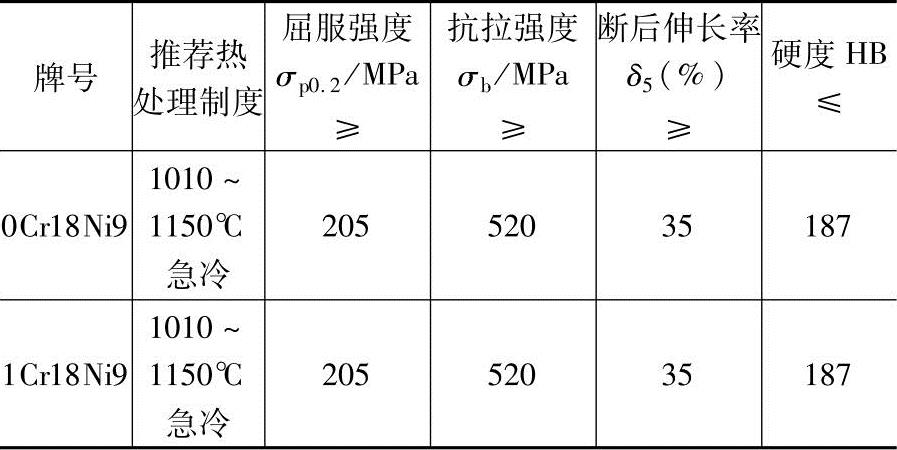
装饰用焊接不锈钢管的力学性能应符合表2-117中的规定。
表2-117 装饰用焊接不锈钢管的力学性能
4.质量
1)钢管的外表面应清洁,不得有裂纹、划伤、折叠、分层、氧化层和明显的焊边缺陷。
2)钢管表面粗糙度(旧称光洁度):
①圆管外径小于等于63.5mm时,其表面粗糙度不低于Ra0.8μm(即400号)。
②圆管外径大于63.5mm时,其表面粗糙度不低于Ra1.6μm(即320号)。
③方形管和矩形管的表面粗糙度应不低于Ra1.6μm(即320号)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。