



(一)一般用途低碳钢丝
1.分类
一般用途低碳钢丝的分类见表2-9。
表2-9 一般用途低碳钢丝的分类
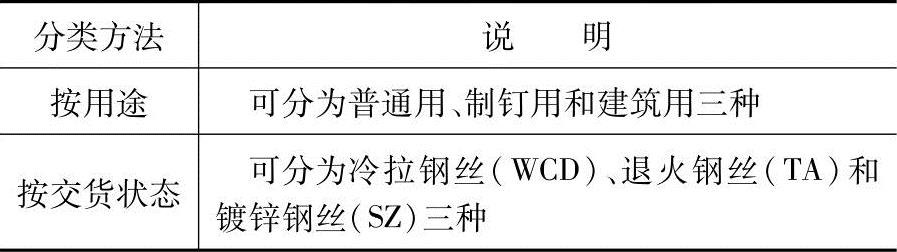
注:钢丝的交货状态和用途应在合同中注明。
2.尺寸规格
一般用途低碳钢丝的尺寸规格应符合表2-10中的规定。
表2-10 一般用途低碳钢丝的尺寸规格
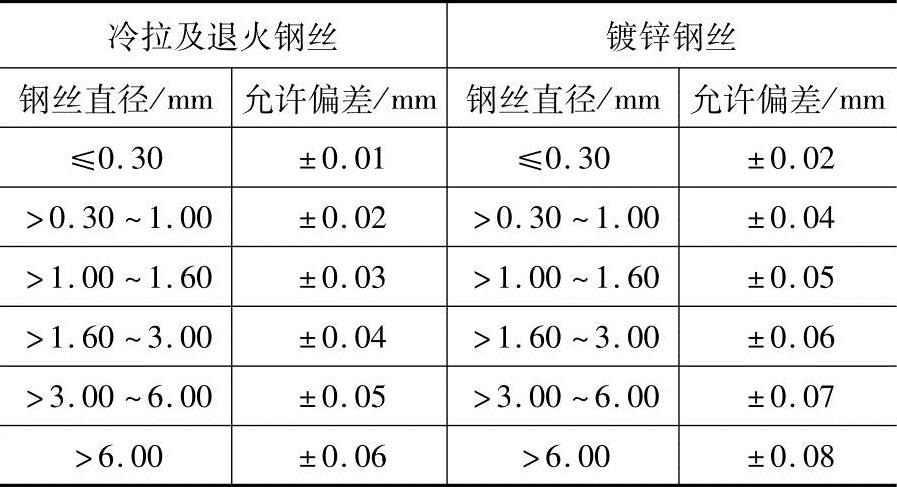
注:1.表中所指钢丝适用于一般的捆绑、牵拉、制钉、编织及建筑等用途。
2.钢丝可按英制线规号或其他线规号交货,其直径允许偏差按本表规定。
3.钢丝圆度不得超过直径公差的一半。
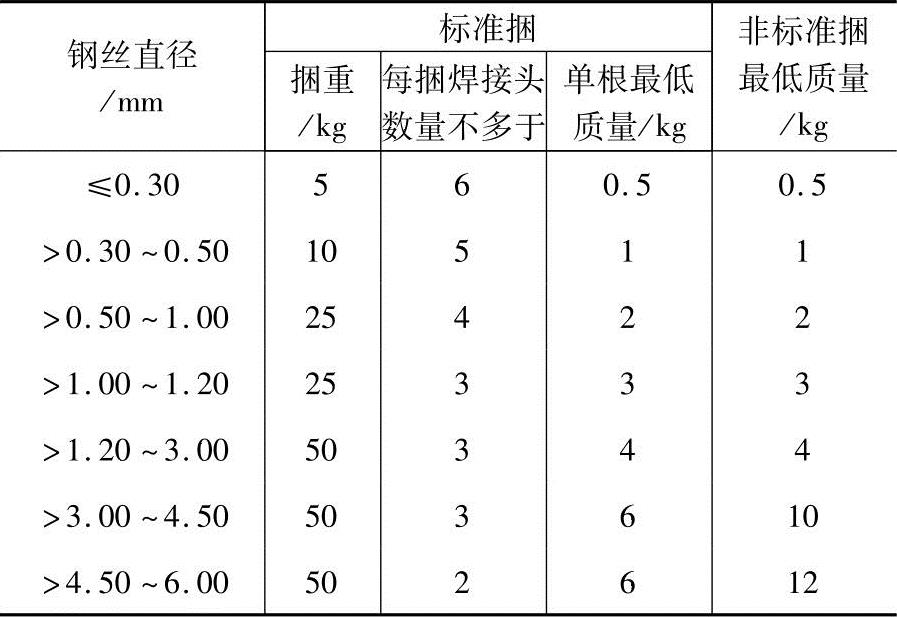
3.质量要求
一般用途低碳钢丝的质量应符合表2-11中的规定。
表2-11 一般用途低碳钢丝的质量
4.力学性能
一般用途低碳钢丝的力学性能应符合表2-12中的规定。
(二)优质碳素结构钢丝
优质碳素结构钢丝是用《优质碳素结构钢》(GB/T 699—1999)中规定的钢号冷拉制成,适用于制作机器结构零件。
1.分类
优质碳素结构钢丝的分类见表2-13。
表2-12 一般用途低碳钢丝的力学性能
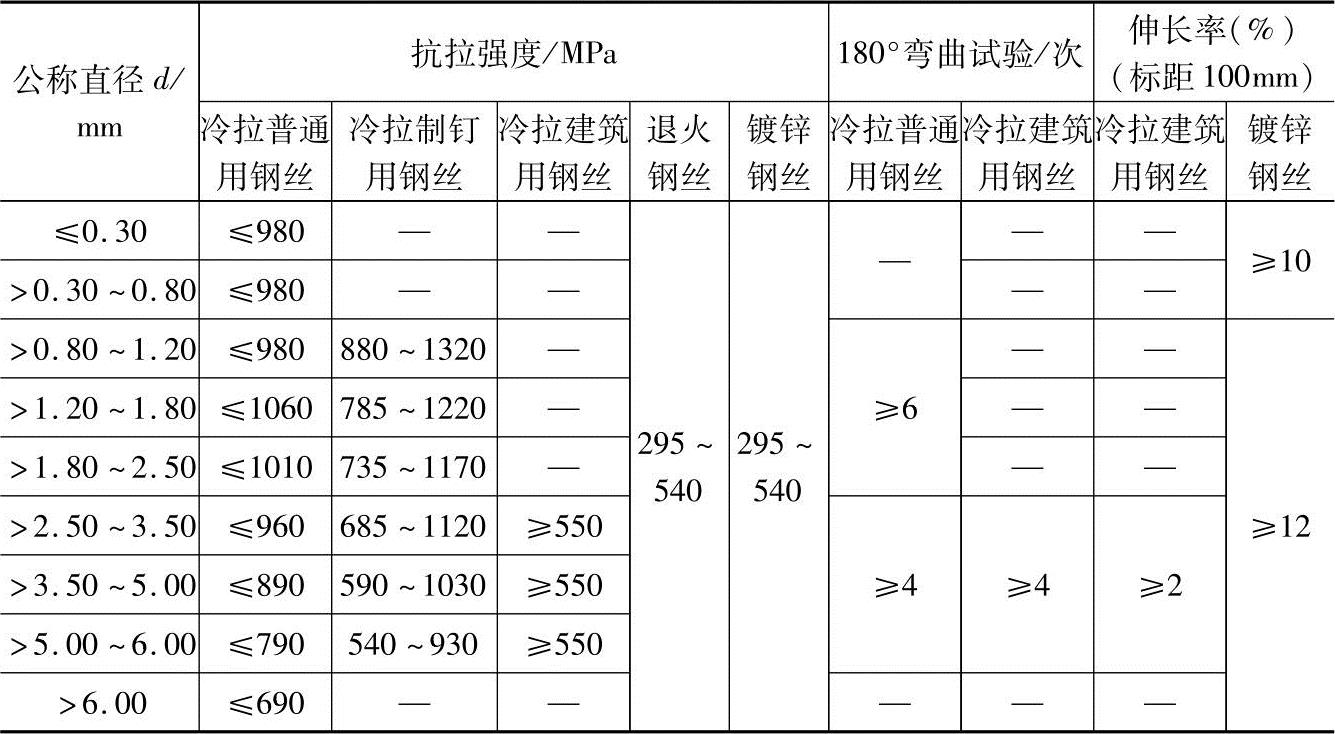
注:对于直径≤0.80mm的冷拉普通用钢丝用打结拉伸试验代替弯曲试验,打结钢丝进行拉伸试验时所能承受的拉力不低于不打结破断拉力的50%。
表2-13 优质碳素结构钢丝的分类

2.力学性能
(1)硬状态钢丝的钢号及力学性能 硬状态钢丝的钢号及力学性能应符合表2-14中的规定。
表2-14 硬状态钢丝的钢号及力学性能

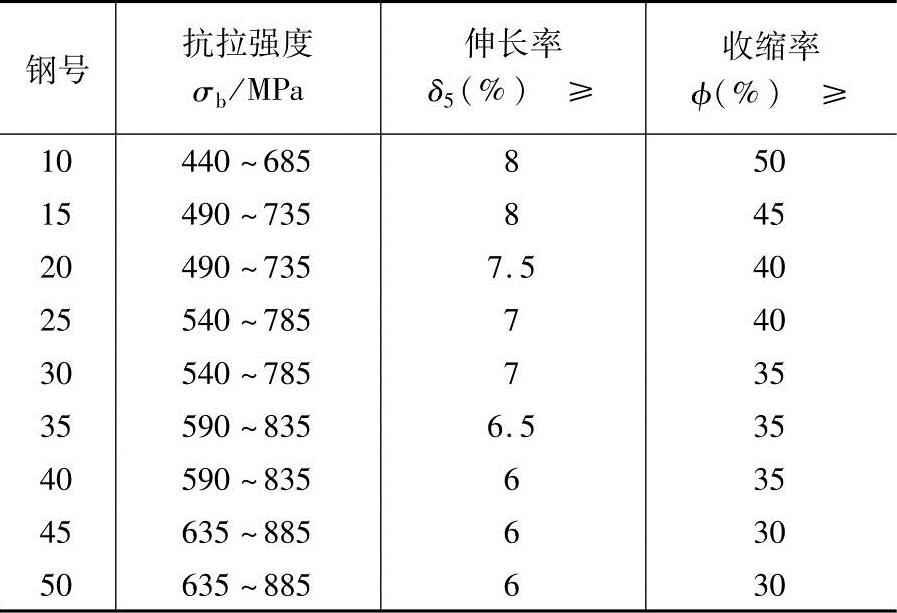
(2)软状态钢丝的钢号及力学性能 软状态钢丝的钢号及力学性能应符合表2-15中的规定。
表2-15 软状态钢丝的钢号及力学性能
(三)不锈钢丝
不锈钢丝具有良好的耐腐蚀性,主要用于制造耐腐蚀的机械零件。
1.分类、牌号、状态及代号
不锈钢丝的分类、牌号、状态及代号见表2-16。
2.力学性能
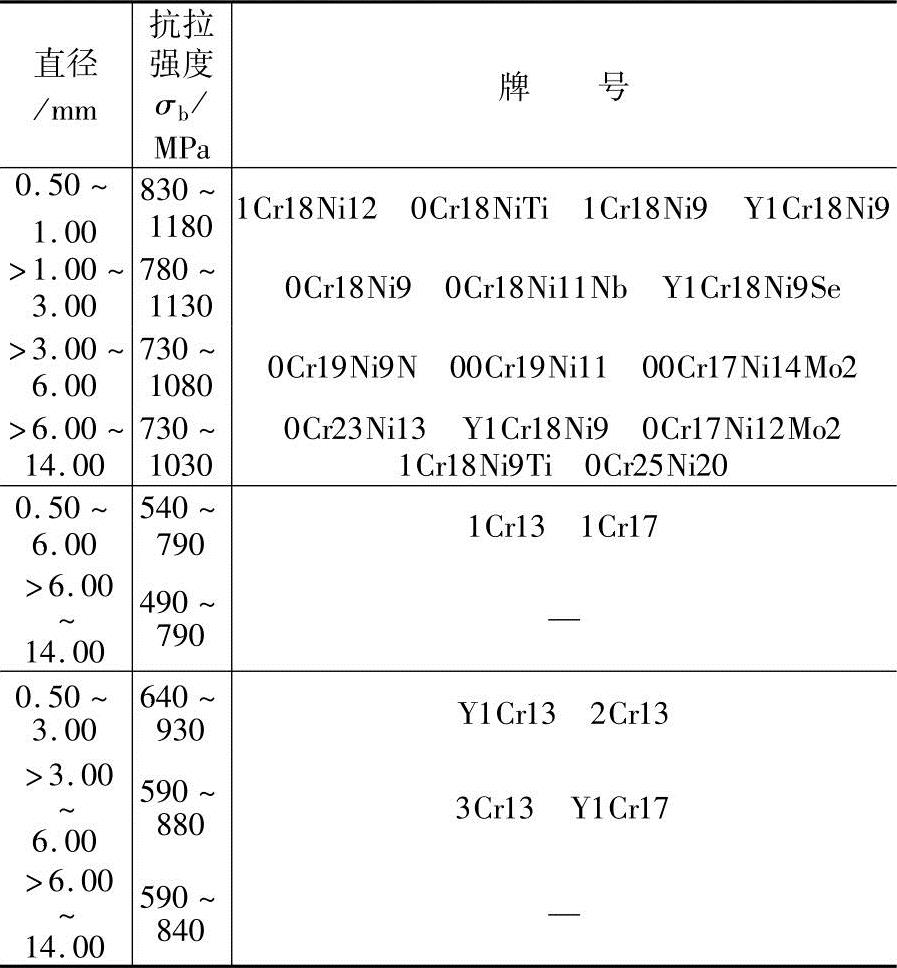
(1)轻拉不锈钢丝的力学性能 轻拉不锈钢丝即钢丝进行热处理后进行常规拉拔。其力学性能应符合表2-17中的规定。
表2-16 不锈钢丝的分类、牌号、状态及代号
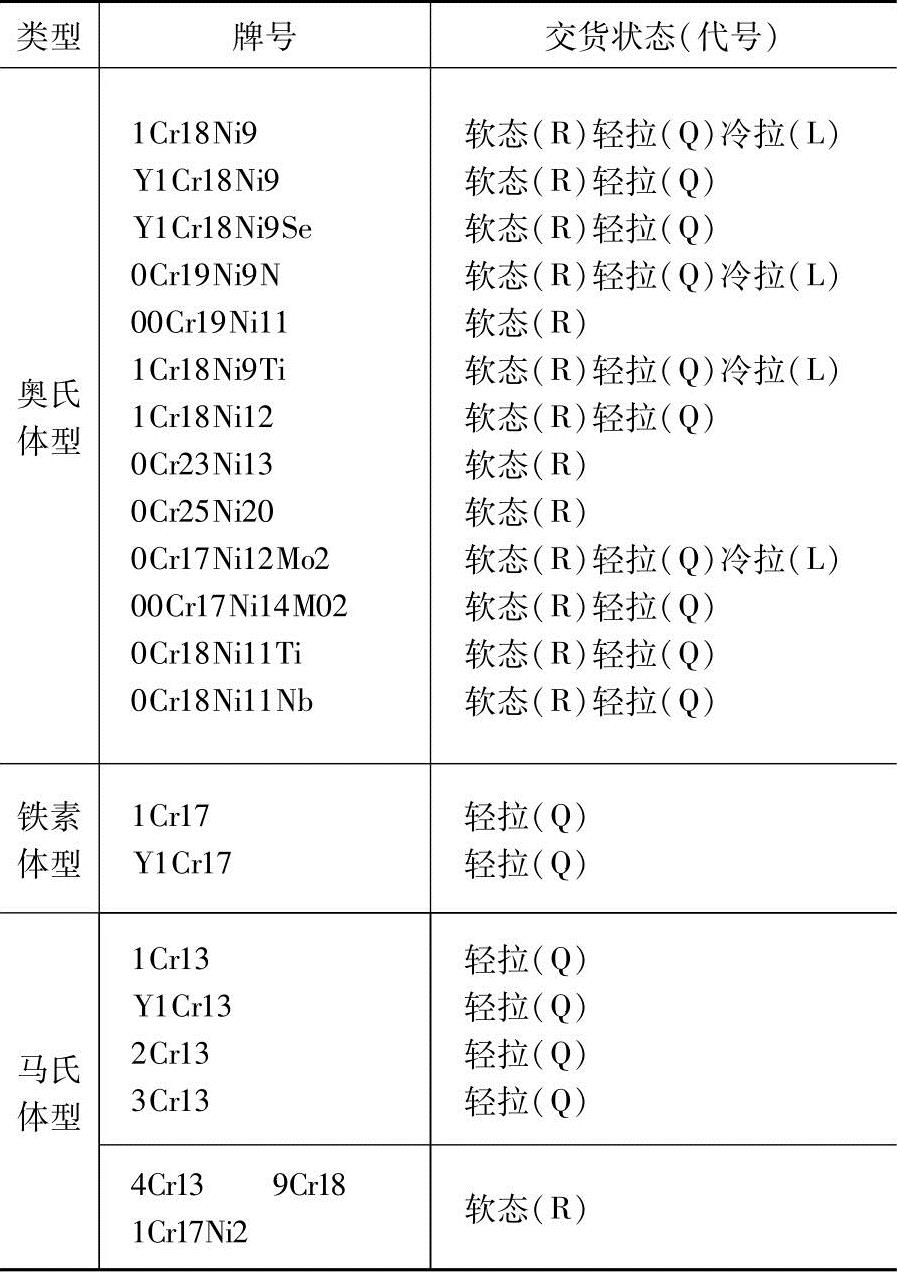
表2-17 轻拉不锈钢丝的力学性能
(2)冷拉不锈钢丝的力学性能 冷拉不锈钢丝即钢丝进行热处理后进行小变形程度的拉拔。其力学性能应符合表2-18中的规定。
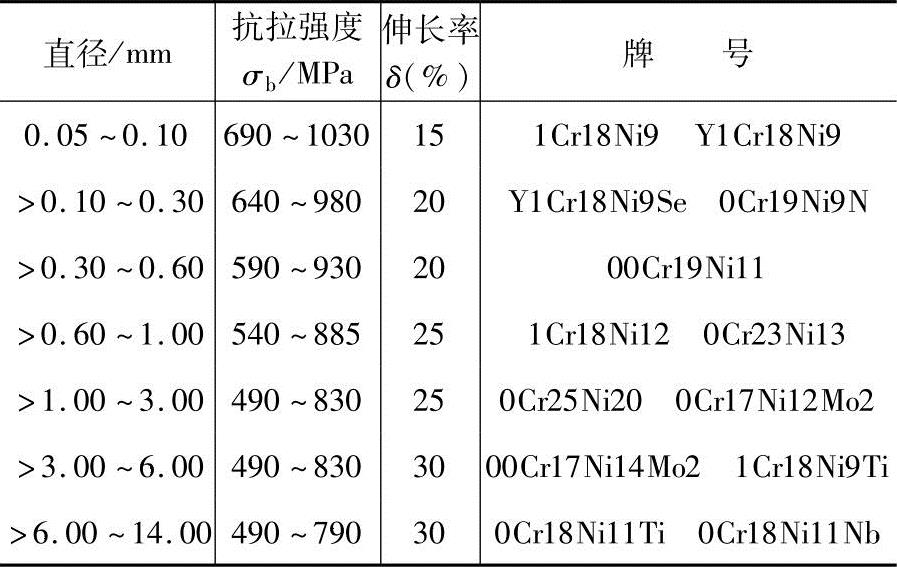
(3)软态不锈钢丝的力学性能 软态不锈钢丝即钢丝进行光亮热处理和热处理后酸洗或类似的处理。其力学性能应符合表2-19中的规定。
表2-18 冷拉不锈钢丝的力学性能

表2-19 软态不锈钢丝的力学性能
(四)碳素弹簧钢丝
碳素弹簧钢丝为圆形冷拉钢丝,可塑性低,弹性强,抗应力能力强。多用于席梦思床、汽车及各种靠垫、体育用械等。
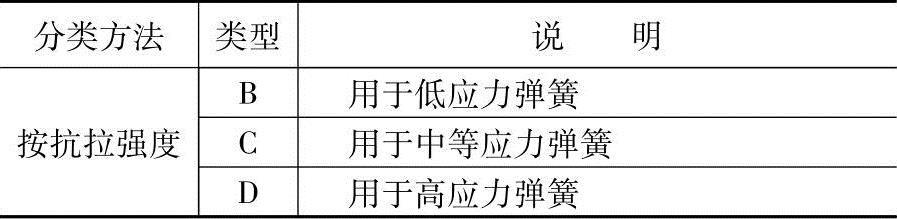
1.分类
碳素弹簧钢丝的分类见表2-20。
表2-20 碳素弹簧钢丝的分类
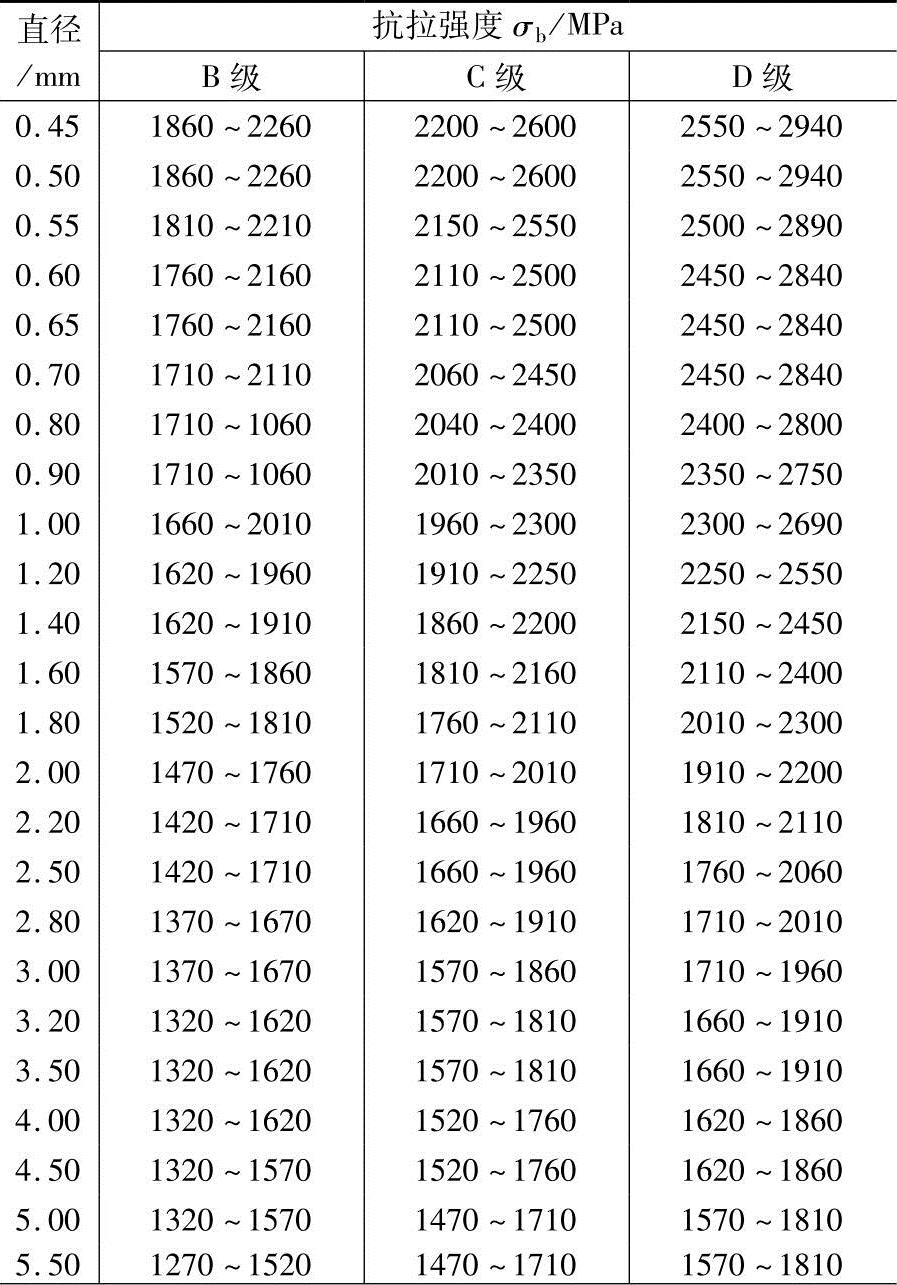
2.力学性能
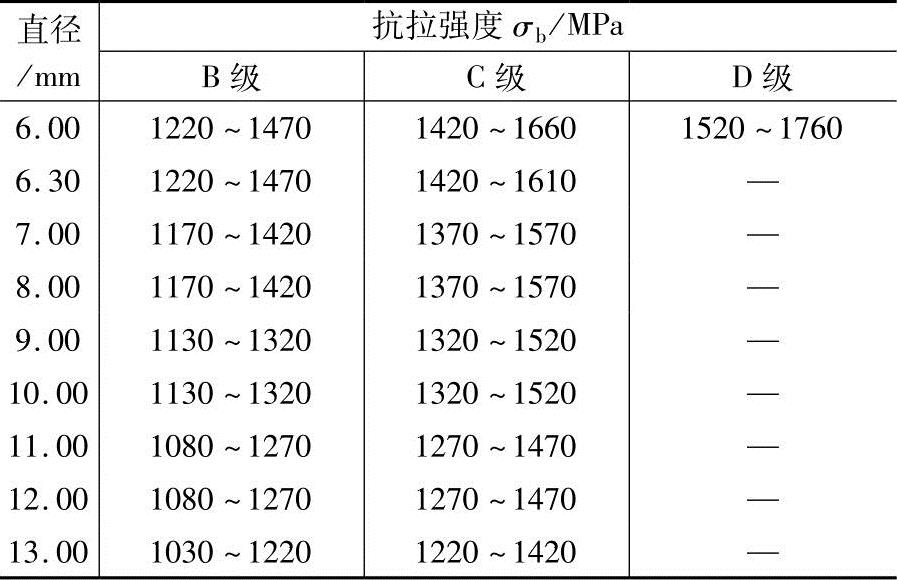
碳素弹簧钢丝的力学性能应符合表2-21中的规定。
表2-21 碳素弹簧钢丝的力学性能

(续)
(续)
注:钢丝直径应符合GB/T342的规定,直径允许偏差按h11级。
(五)焊用钢丝
1.气体保护焊用钢丝
气体保护焊用钢丝是适用于低碳钢、低合金钢、合金钢用气体保护焊(CO2、CO2+O2、CO2+Ar)的冷拉钢丝。
(1)化学成分 气体保护焊用钢丝的化学成分见表2-22。
(2)力学性能 气体保护焊用钢丝的力学性能应符合表2-23中的规定。
2.熔化焊用钢丝
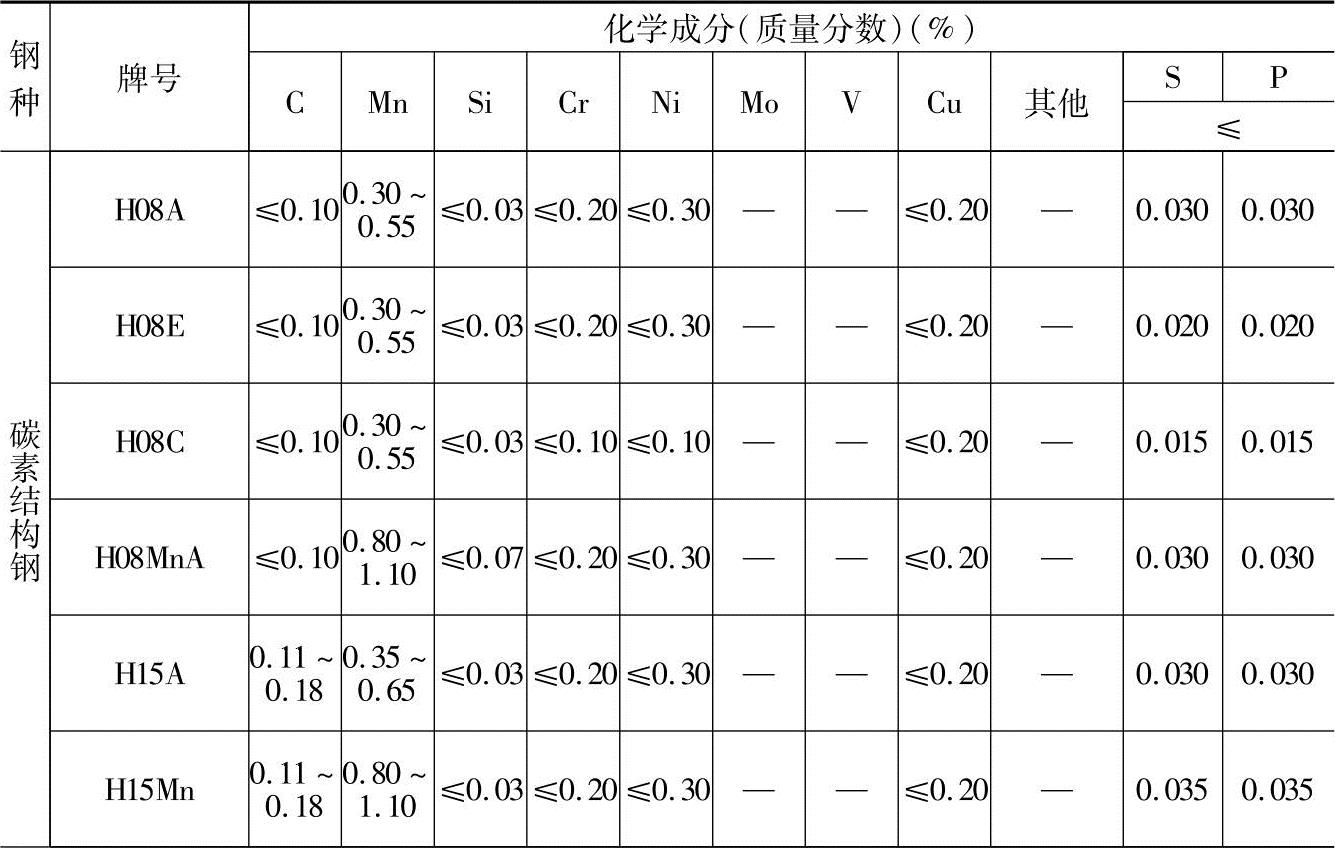
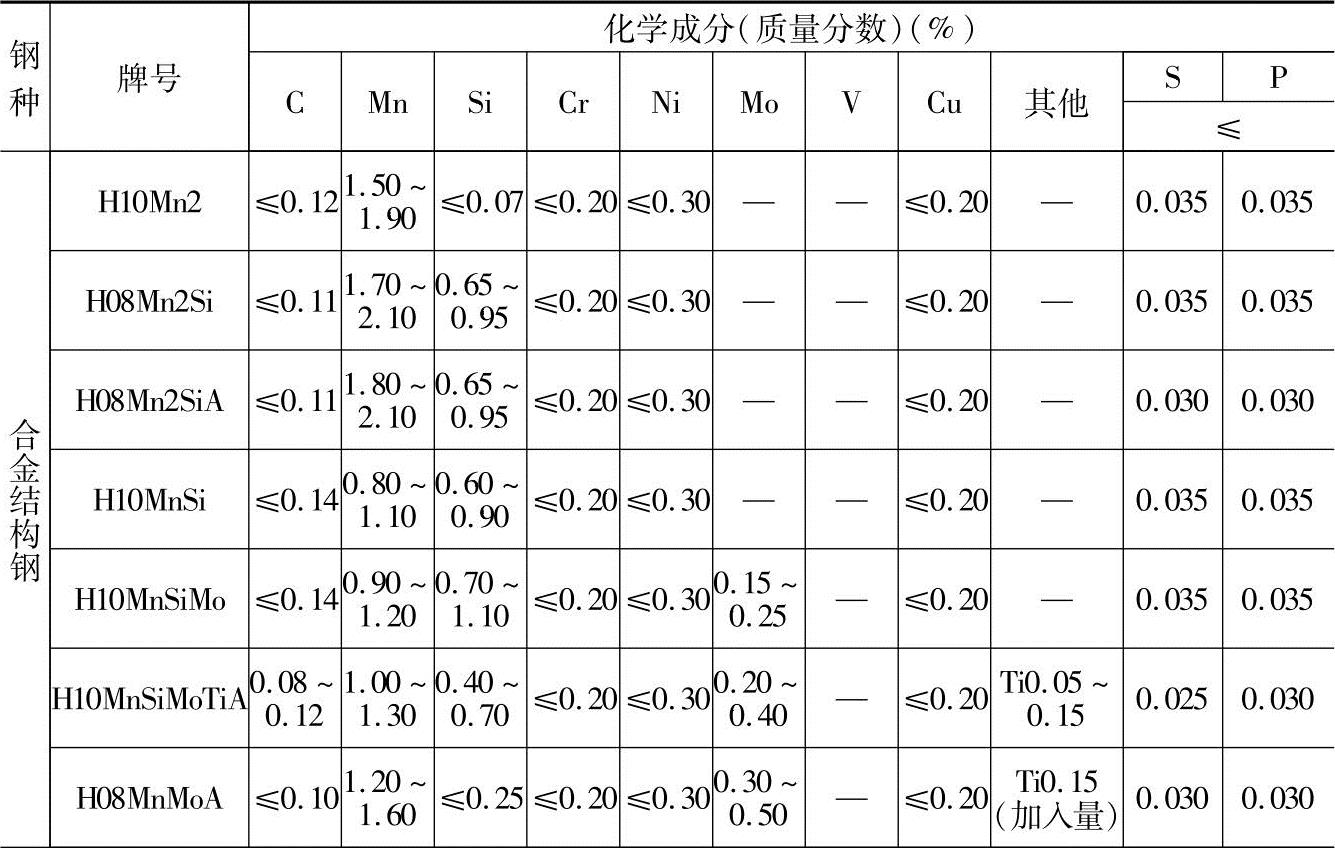
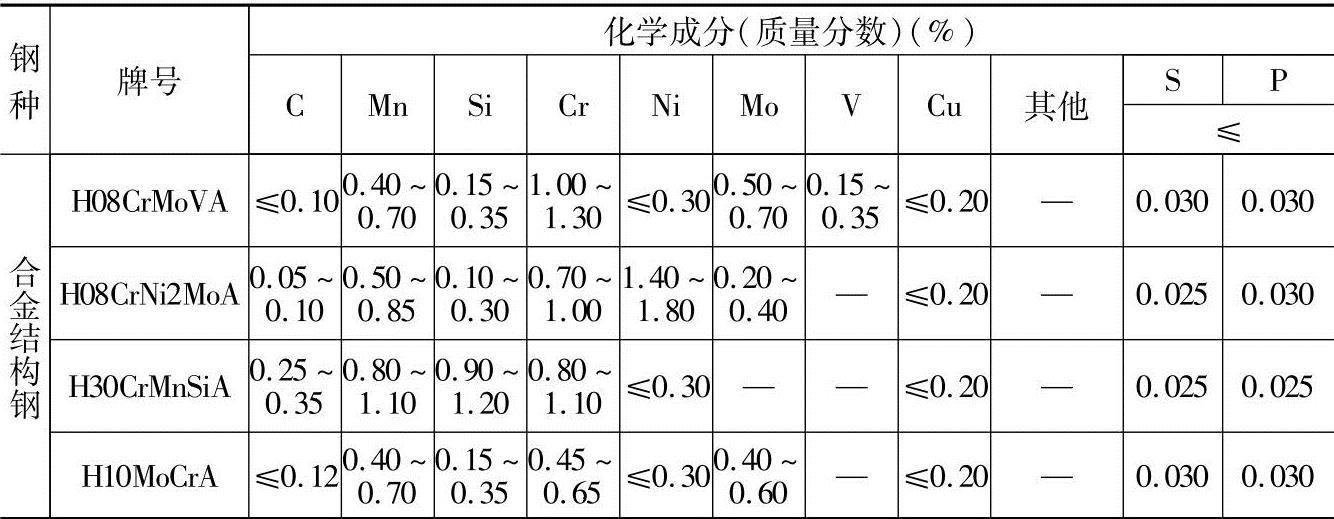
(1)牌号及化学成分 熔化焊用钢丝的牌号及化学成分见表2-24。
表2-22 气体保护焊用钢丝的化学成分(质量分数,%)
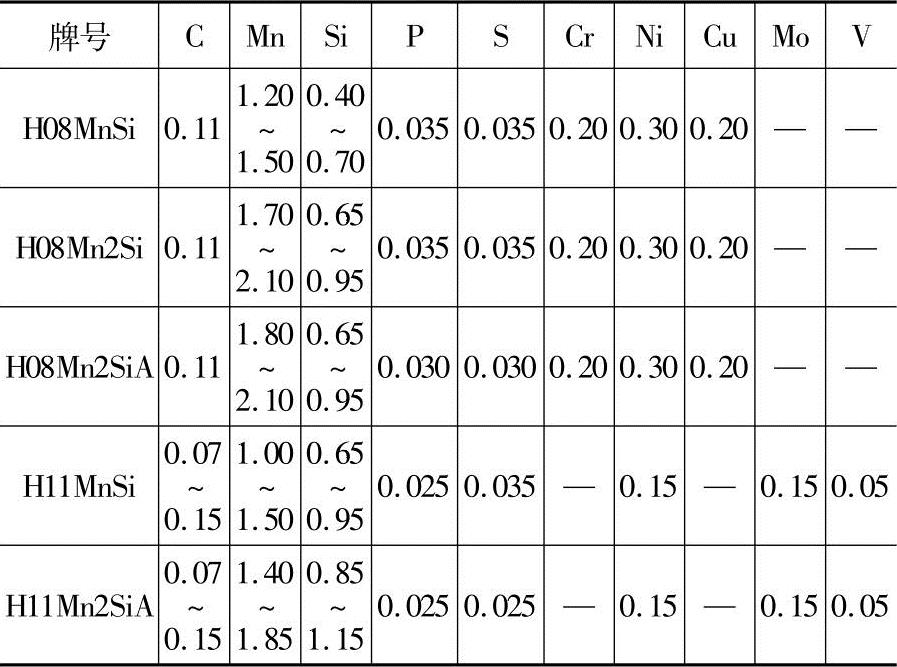
注:表中单值为最大值。
表2-23 气体保护焊用钢丝的力学性能
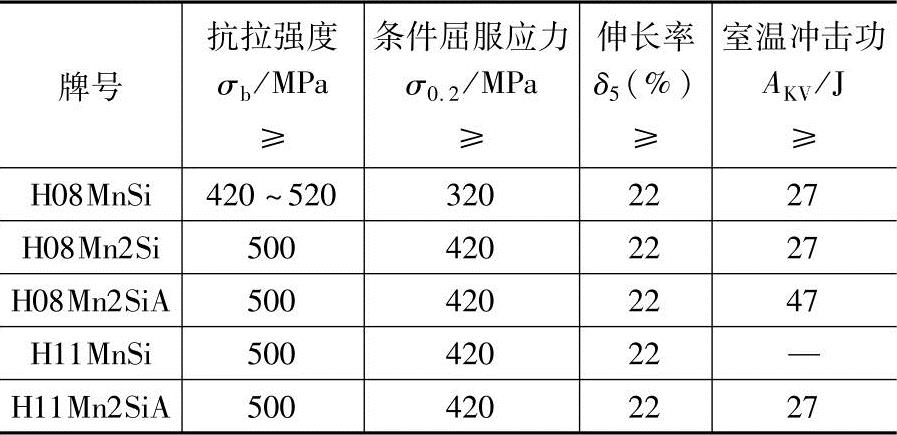
表2-24 融化焊用钢丝的牌号及化学成分
(续)
(续)
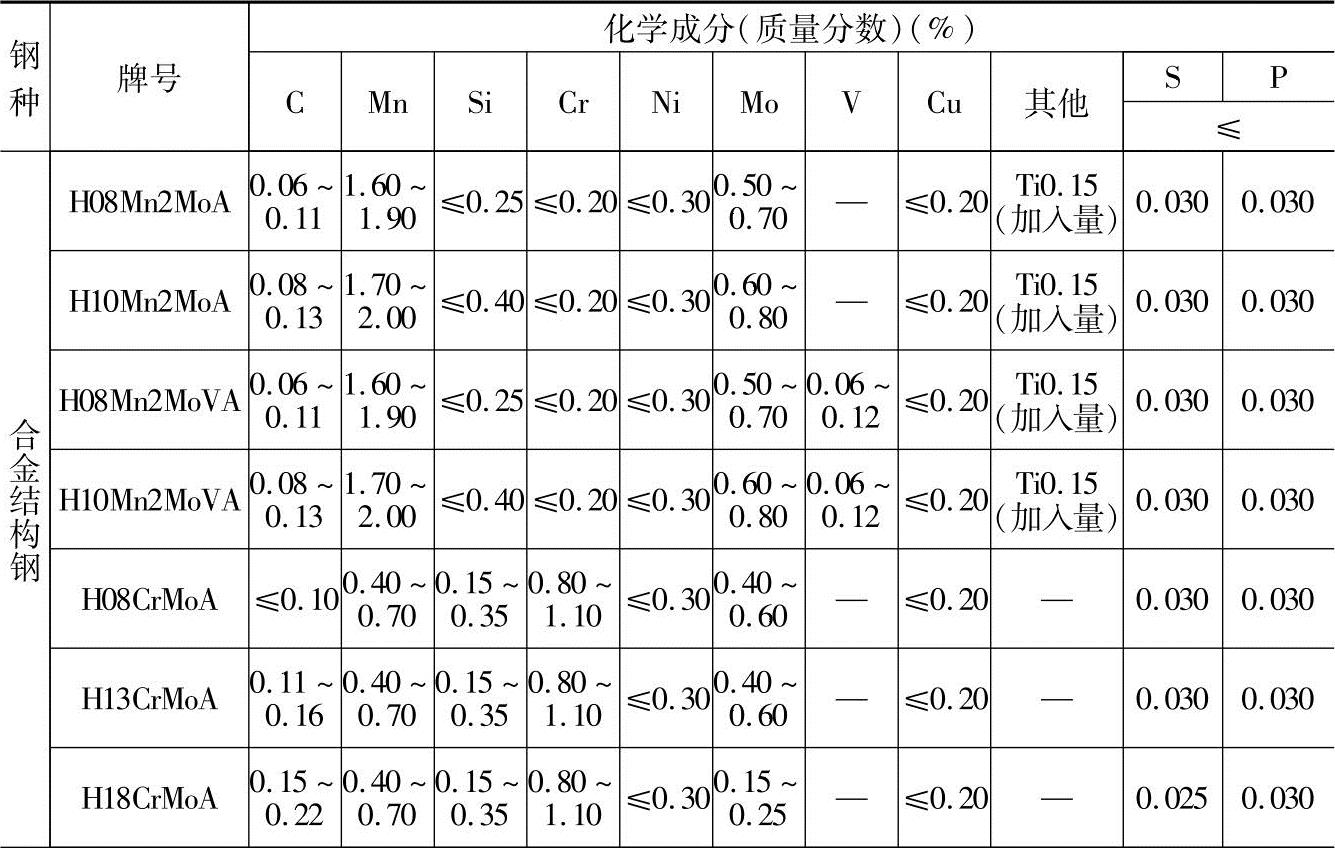
(续)
注:1.根据供需双方协议,也可供给本表以外的牌号。
2.钢丝表面应光滑,不得有肉眼可见的裂纹、折叠、结疤、氧化层和锈蚀等有害缺陷存在。
3.钢丝表面允许有不超出直径允许偏差一半的划伤及不超出直径偏差的局部缺陷存在。
4.根据供需双方协议,可供给镀铜钢丝,其镀铜表面应光滑,不得有肉眼可见的裂纹、麻点和锈蚀。
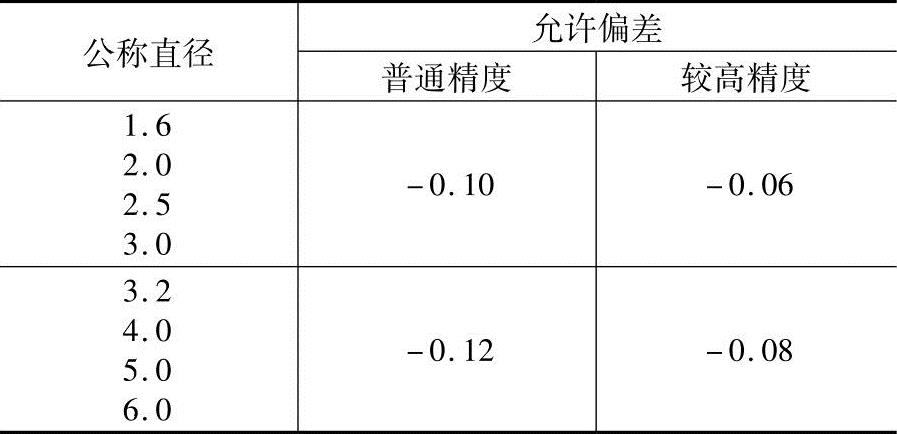
(2)直径及允许偏差 熔化焊用钢丝的直径和允许偏差应符合表2-25中的规定。
表2-25 熔化焊用钢丝的直径和允许偏差 (单位:mm)
(六)预应力混凝土用钢丝
1.分类
预应力混凝土用钢丝的分类见表2-26。
表2-26 预应力混凝土用钢丝的分类

2.尺寸、外形、质量及允许偏差
(1)光圆钢丝 光圆钢丝的尺寸及允许偏差、每米参考质量参见表2-27。
表2-27 光圆钢丝的尺寸及允许偏差、每米参考质量
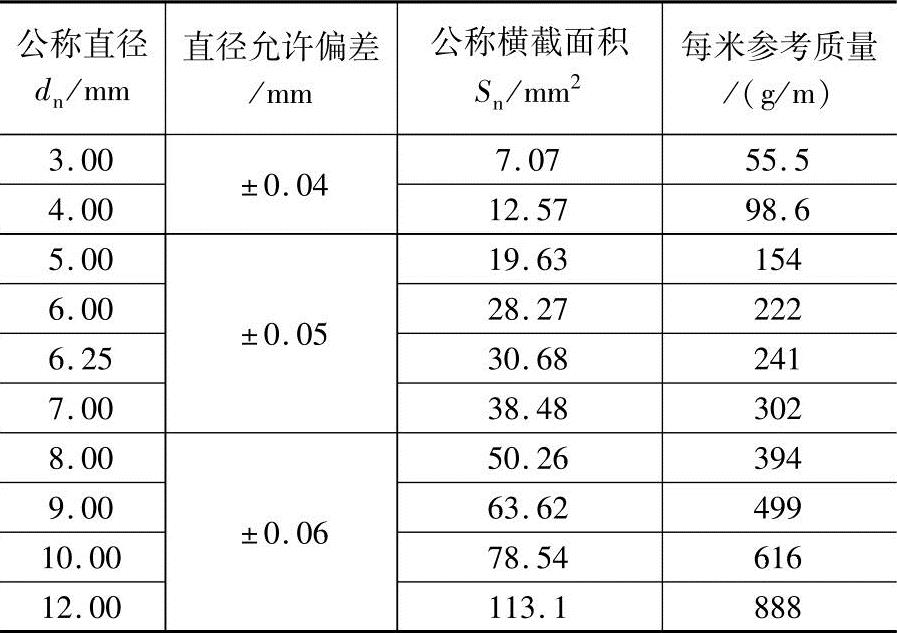
注:计算钢丝每米参考质量时钢的密度为7.85g/m3。
(2)螺旋肋钢丝 螺旋肋钢丝的尺寸及允许偏差应符合表2-28中的规定,钢丝的公称横截面面积、每米参考质量与光圆钢丝相同。
(3)三面刻痕钢丝 三面刻痕钢丝的尺寸及允许偏差应符合表2-29中的规定。钢丝的横截面面积、每米参考质量与光圆钢丝相同。三条痕中的其中一条倾斜方向与其他两条相反。
根据需方要求可生产表2-27~表2-29以外规格的钢丝。
表2-28 螺旋肋钢丝的尺寸及允许偏差
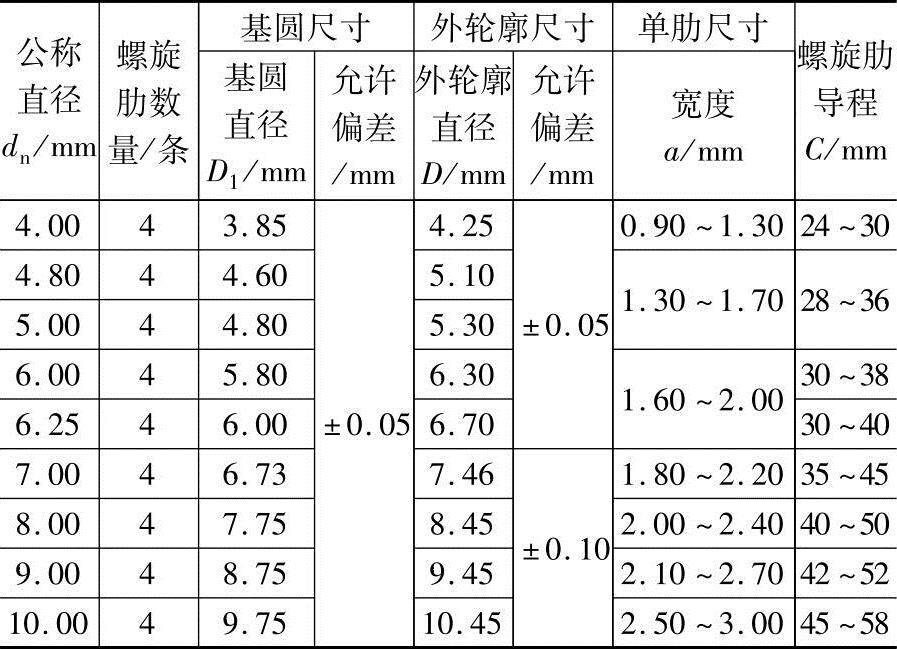
表2-29 三面刻痕钢丝的尺寸及允许偏差
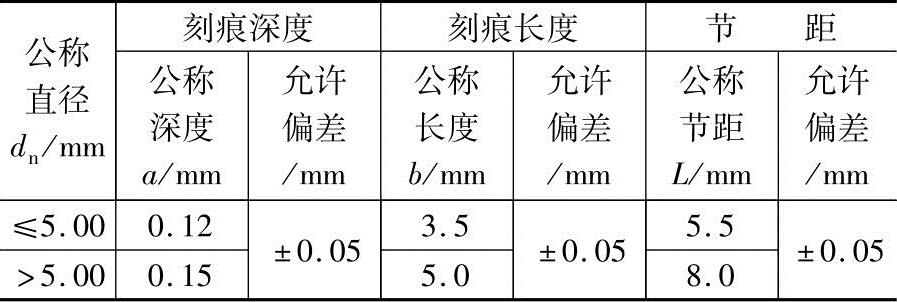
注:公称直径是指横截面面积等同于光圆钢丝横截面面积时所对应的直径。
3.力学性能
(1)冷拉钢丝的力学性能 冷拉钢丝的力学性能应符合表2-30中的规定。
表2-30 冷拉钢丝的力学性能
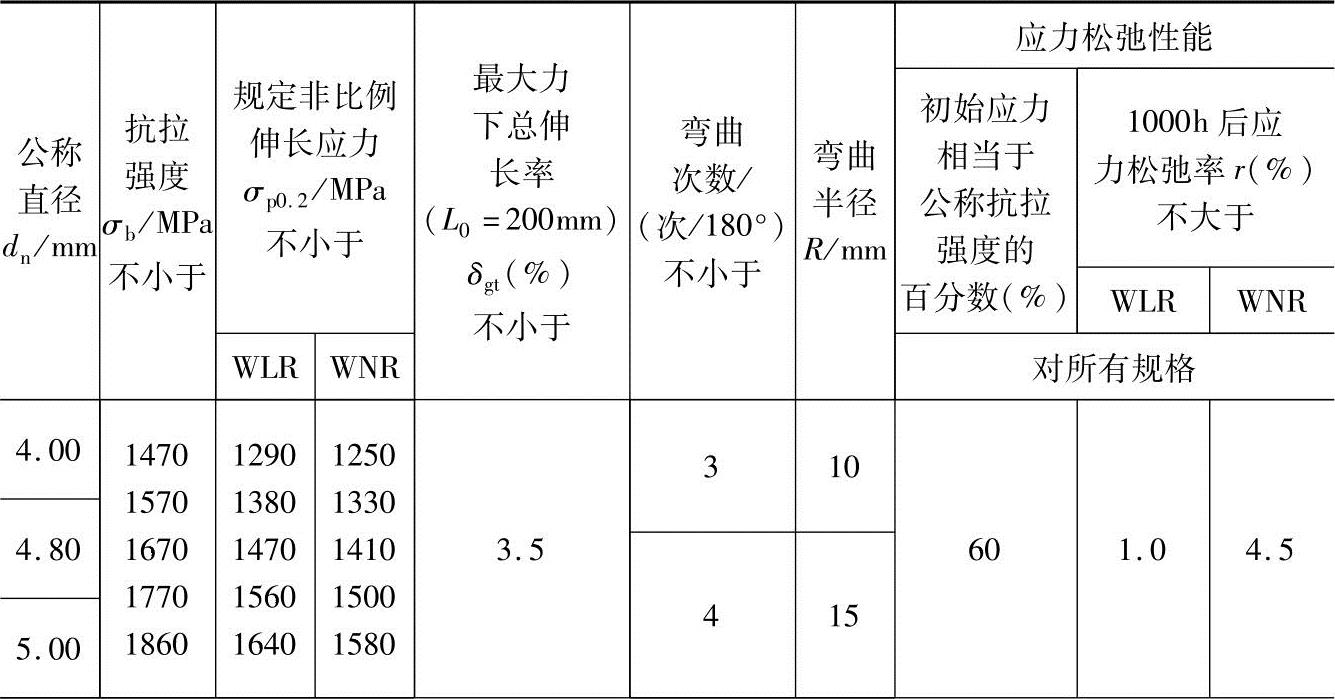
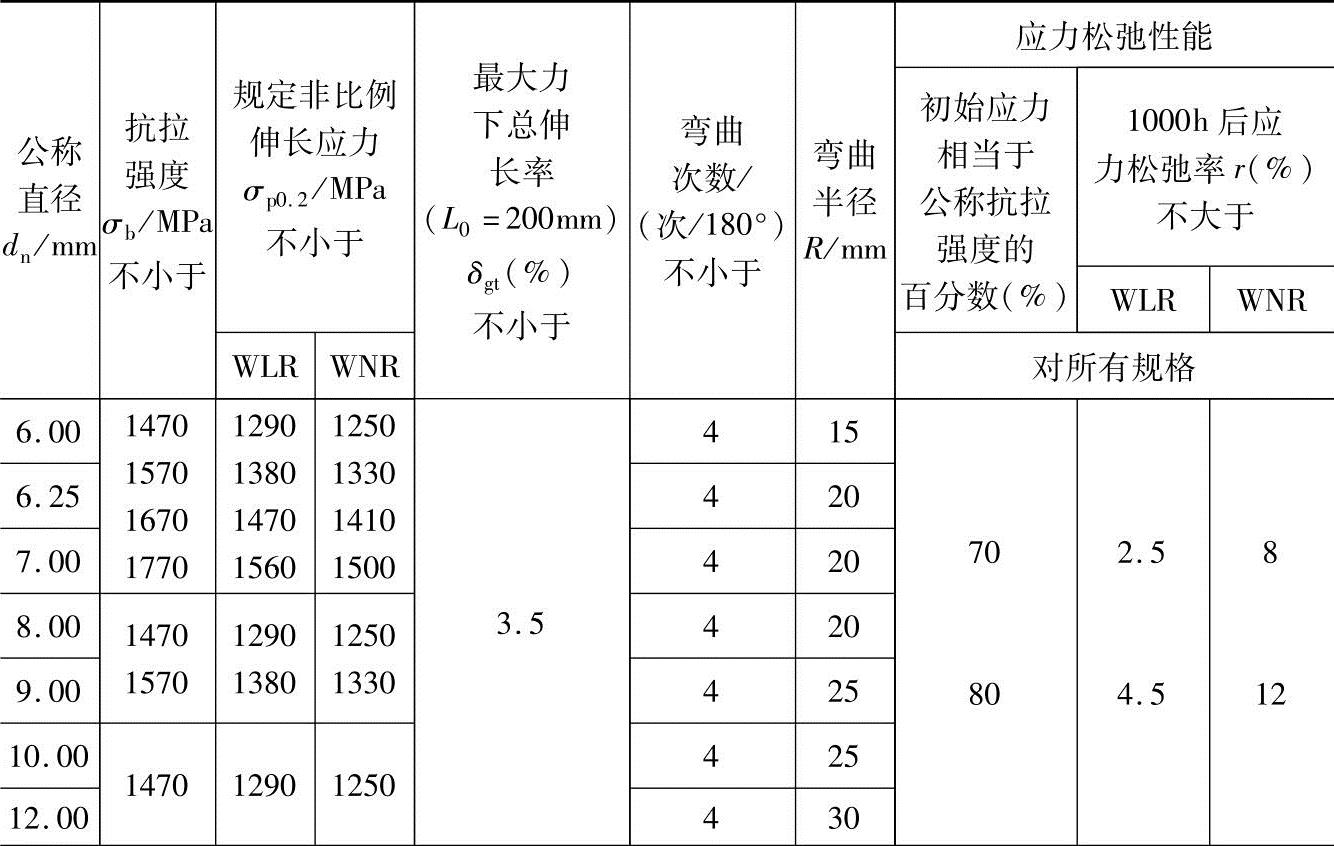
(2)消除应力的光圆及螺旋肋钢丝的力学性能 消除应力的光圆及螺旋肋钢丝的力学性能应符合表2-31中的规定。
表2-31 消除应力的光圆及螺旋肋钢丝的力学性能
(续)
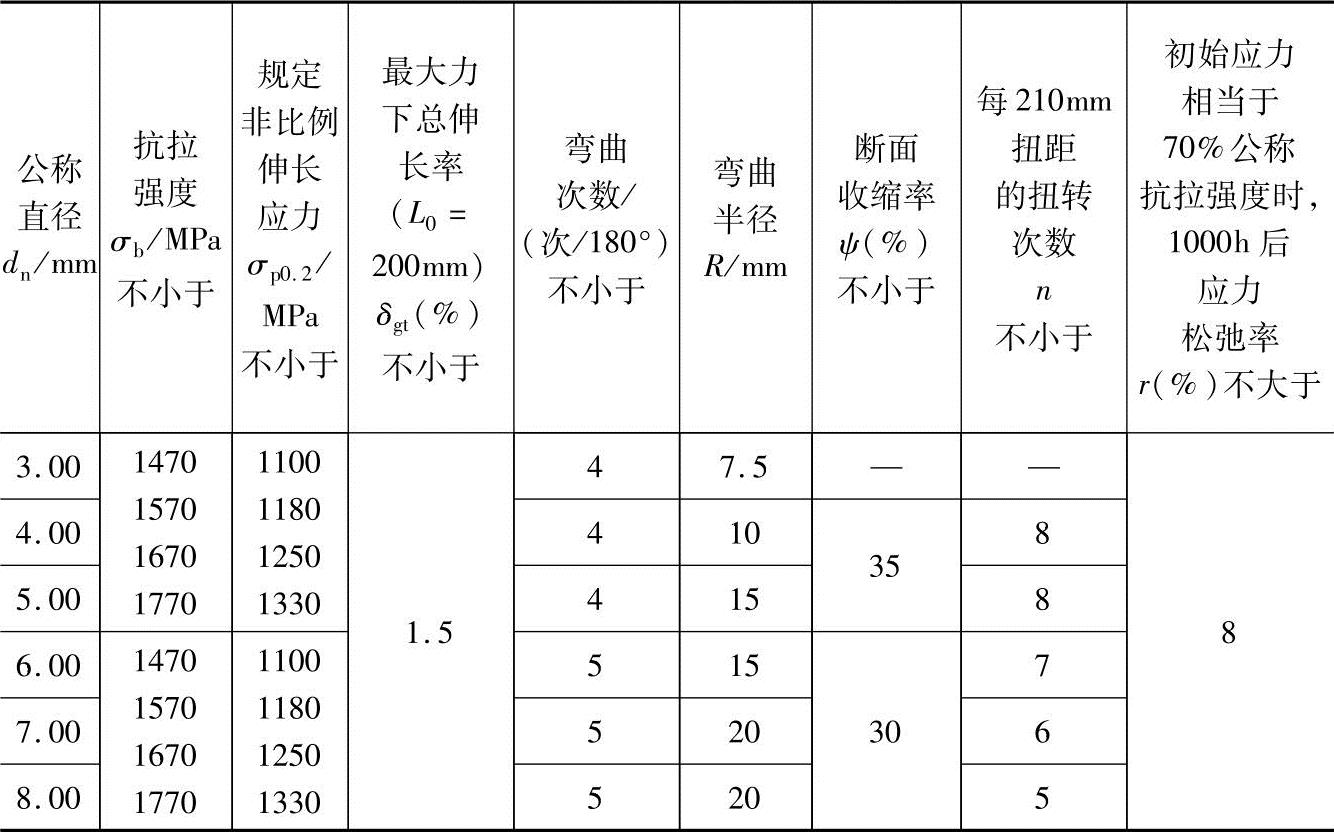
(3)消除应力的刻痕钢丝的力学性能 消除应力的刻痕钢丝的力学性能应符合表2-32中的规定。
表2-32 消除应力的刻痕钢丝的力学性能
(七)钢筋混凝土用热轧带肋钢筋
1.牌号构成及分类
热轧带肋钢筋按屈服强度特征值分为335、400、500级。
2.化学成分
钢筋混凝土用热轧带肋钢筋的参考化学成分和碳当量(熔炼分析)见表2-33。钢筋的化学成分允许偏差应符合《钢的成品化学成份允许偏差》(GB/T 222—2006)及《钢和铁 化学成分测定用试样的取样和制样方法》(GB/T 20066—2006)的规定。
表2-33 钢筋混凝土用热轧带肋钢筋的参考化学成分和碳当量(熔炼分析)
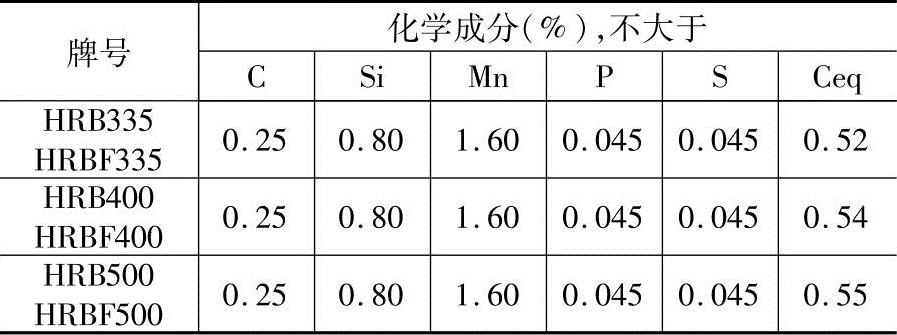
注:1.根据需要,钢中还可加入V、Nb、Ti等元素。
2.碳当量Ceq(%)值按下式计算
Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15
Ceq的允许偏差为+0.03%。
3.钢的氮含量(体积分数)不大于0.012%。
3.形状
钢筋混凝土用热轧带肋钢筋表面采用月牙肋时,其形状如图2-1所示。
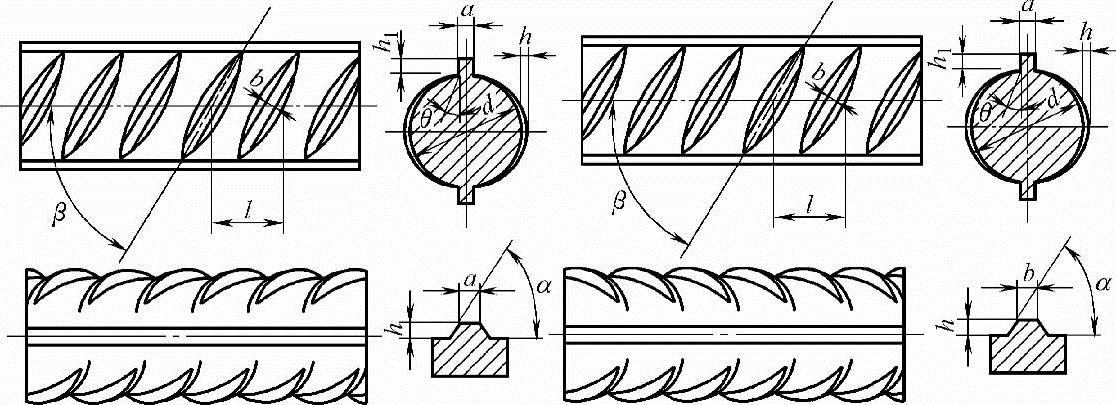
图2-1 月牙肋钢筋形状
d—钢筋内径 α—横肋斜角 h—横肋高度 β—横肋与轴线夹角 h1—纵肋高度 θ—纵肋斜角 a—纵肋顶宽 l—横肋间距 b—横肋顶宽
4.尺寸规格
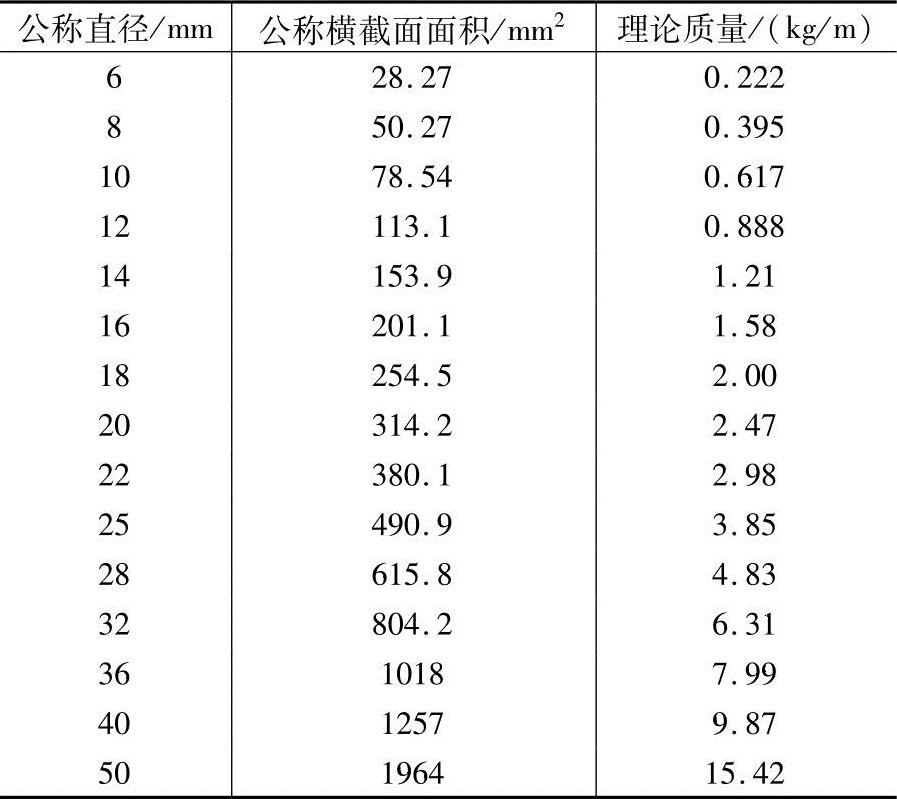
热轧带肋钢筋的公称直径范围为6~50mm,推荐的钢筋公称直径为6mm、8mm、10mm、12mm、16mm、20mm、25mm、32mm、40mm、50mm。钢筋的公称横截面面积与理论质量见表2-34。
表2-34 钢筋的公称横截面面积与理论质量
 (https://www.xing528.com)
(https://www.xing528.com)
注:表中理论质量按密度为7.85g/cm3计算。
5.尺寸和允许偏差
月牙肋钢筋的尺寸和允许偏差应符合表2-35中的规定。
表2-35 月牙肋钢筋的尺寸和允许偏差 (单位:mm)

(续)
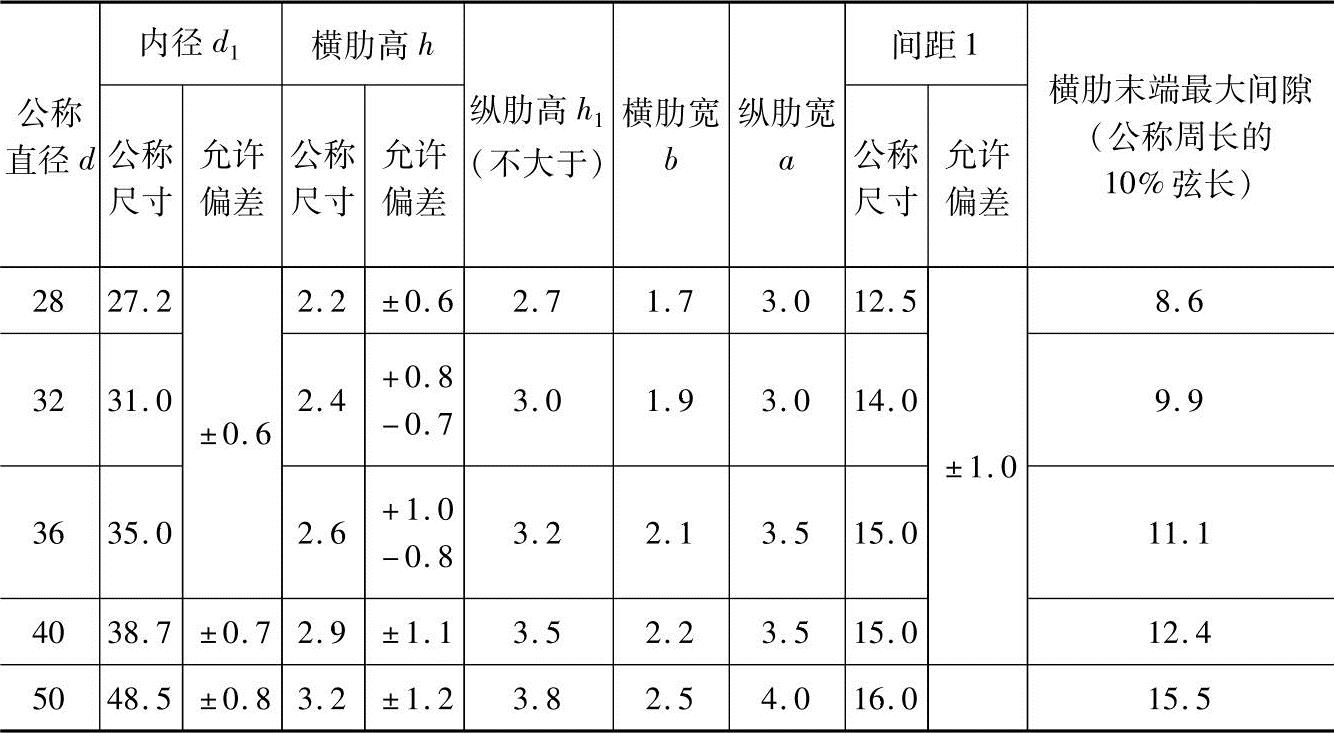
注:1.纵肋斜角θ为0°~30°。
2.尺寸a、b为参考数据。
6.质量允许偏差
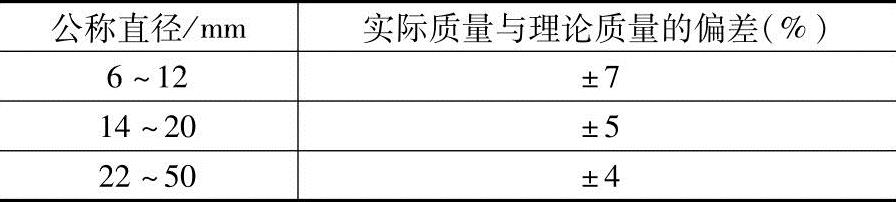
热轧带肋钢筋可按实际质量或理论质量交货,其实际质量和理论质量的允许偏差应符合表2-36中的规定。
表2-36 热轧带肋钢筋实际质量和理论质量的允许偏差
7.力学性能
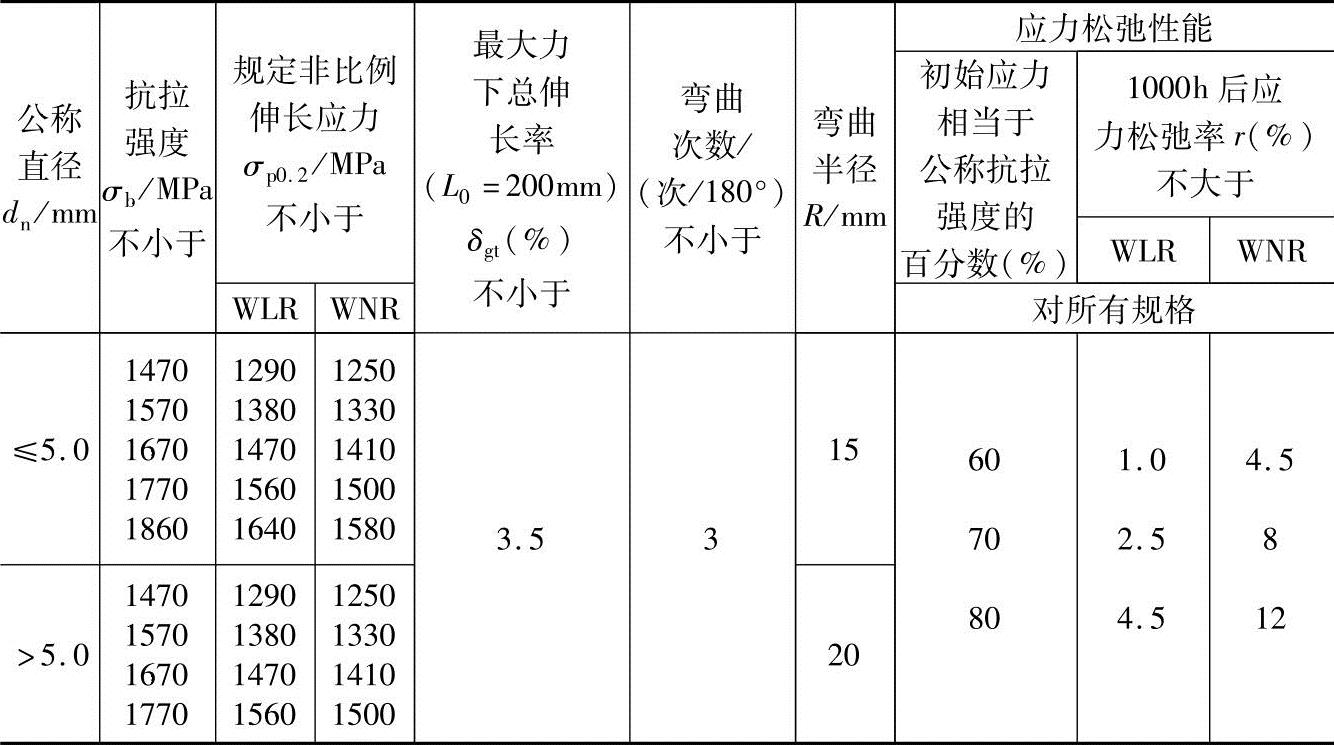
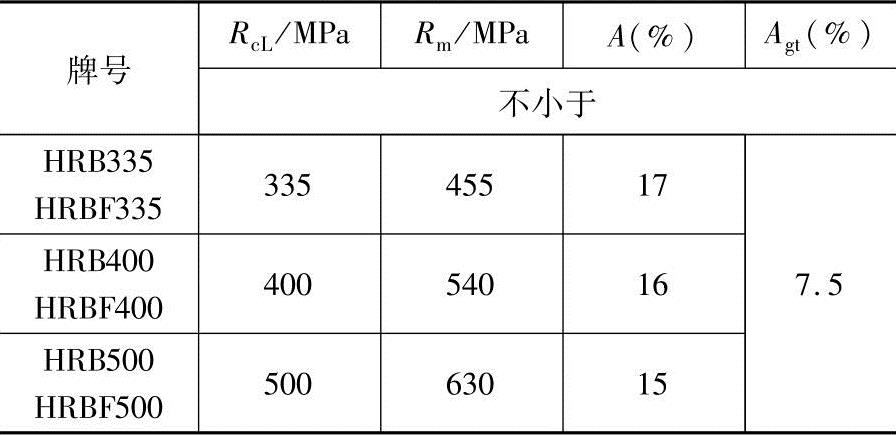
热轧带肋钢筋的力学性能应符合表2-37中的规定。
表2-37 热轧带肋钢筋的力学性能
8.弯曲性能和反弯曲性能
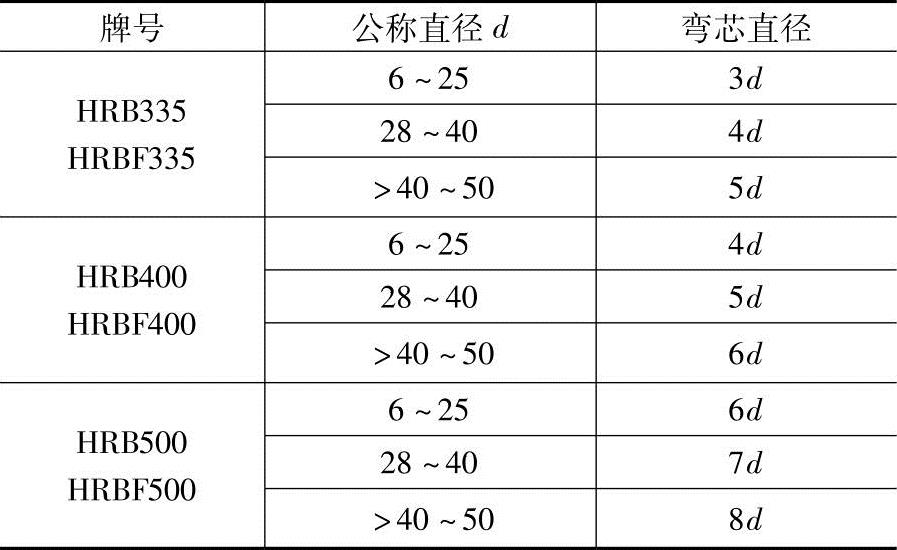
(1)弯曲性能 热轧带肋钢筋的弯曲性能见表2-38。
表2-38 热轧带肋钢筋的弯曲性能
(2)反弯曲性能 根据需方要求,热轧带肋钢筋可进行反向弯曲性能试验。反向弯曲试验的弯芯直径比弯曲试验相应增加一个钢筋公称直径。反向弯曲试验;先正向弯曲90°再反向弯曲20°。两个弯曲角度均应在去载之前测量。经反向弯曲试验后,钢筋受弯曲部位表面不得产生裂纹。
(八)钢筋混凝土用热轧光圆钢筋
1.牌号及化学成分
钢筋混凝土用热轧光圆钢筋的钢材的牌号及化学成分(熔炼分析)见表2-39。
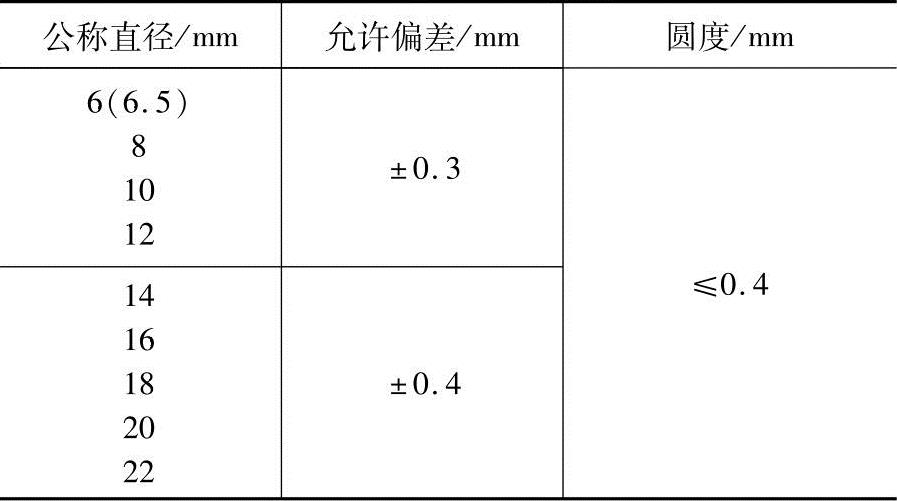
2.尺寸规格及允许偏差
钢筋混凝土用热轧光圆钢筋的尺寸规格及允许偏差应符合表2-40中的规定。
表2-39 钢筋混凝土用热轧光圆钢筋的钢材的牌号及化学成分
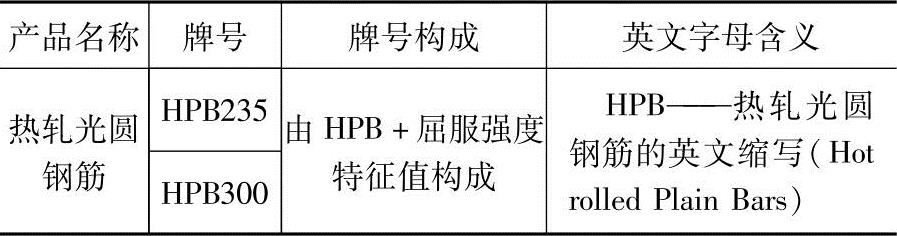
表2-40 钢筋混凝土用热轧光圆钢筋的尺寸规格及允许偏差
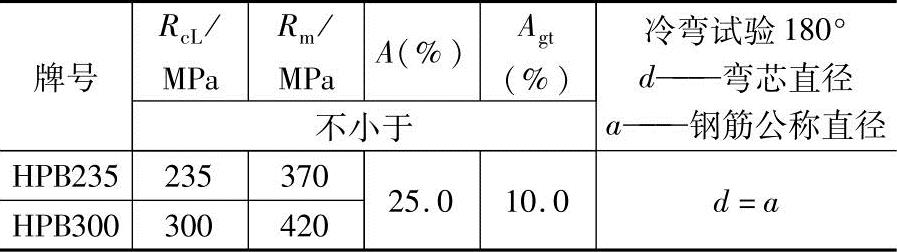
3.性能
钢筋混凝土用热轧光圆钢筋的力学性能及工艺性能应符合表2-41中的规定。
4.交货状态
(1)钢筋应按批进行检查和验收,每一批由同一牌号、同一炉罐号、同一尺寸的钢筋组成。每批质量通常不大于60t。超过60t的部分,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
表2-41 钢筋混凝土用热轧光圆钢筋的力学性能及工艺性能
(2)允许由同一牌号、同一冶炼方法、同一浇注方法的不同炉罐号组成混合批。各炉罐号的碳含量之差不大于0.02%,锰含量之差不大于0.15%。混合批的质量不大于60t。
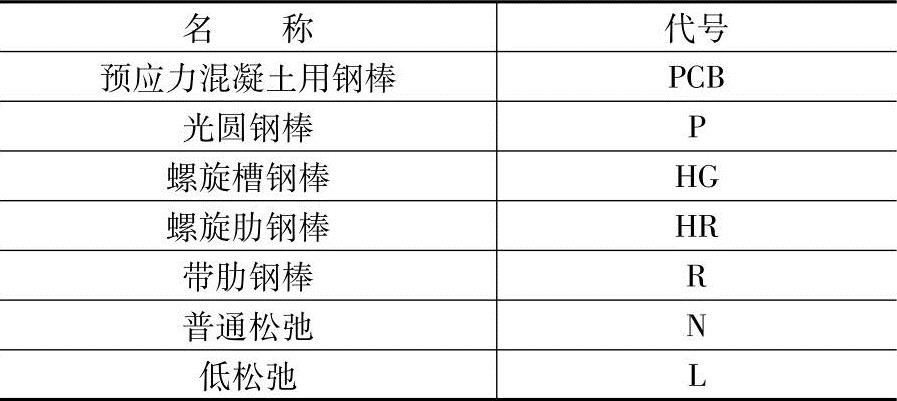
(九)预应力混凝土用钢捧
1.预应力混凝土用钢棒的代号
预应力混凝土用钢棒的代号见表2-42。。
表2-42 预应力混凝土用钢棒的代号
2.外形
预应力混凝土用钢棒的外形如图2-2所示。
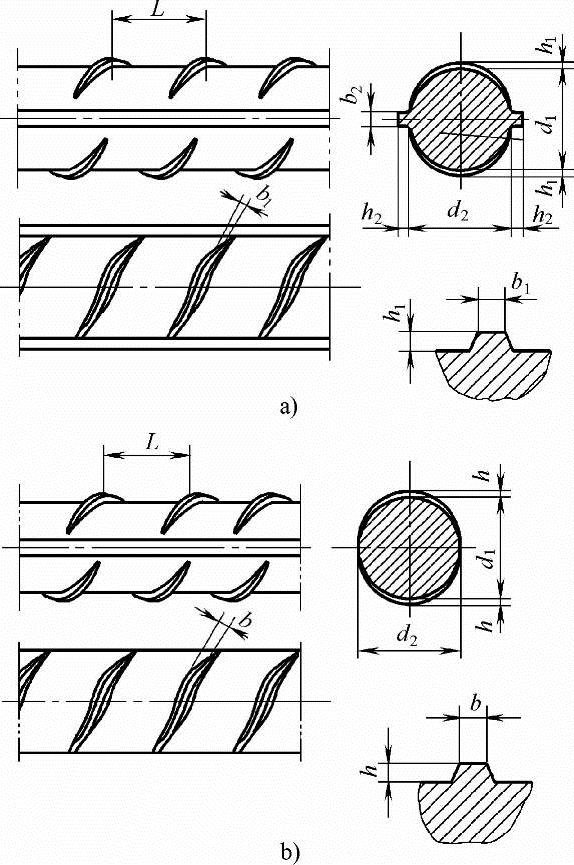
图2-2 预应力混凝土用钢棒的外形
a)有纵肋的钢棒外形 b)无纵肋的钢棒外形
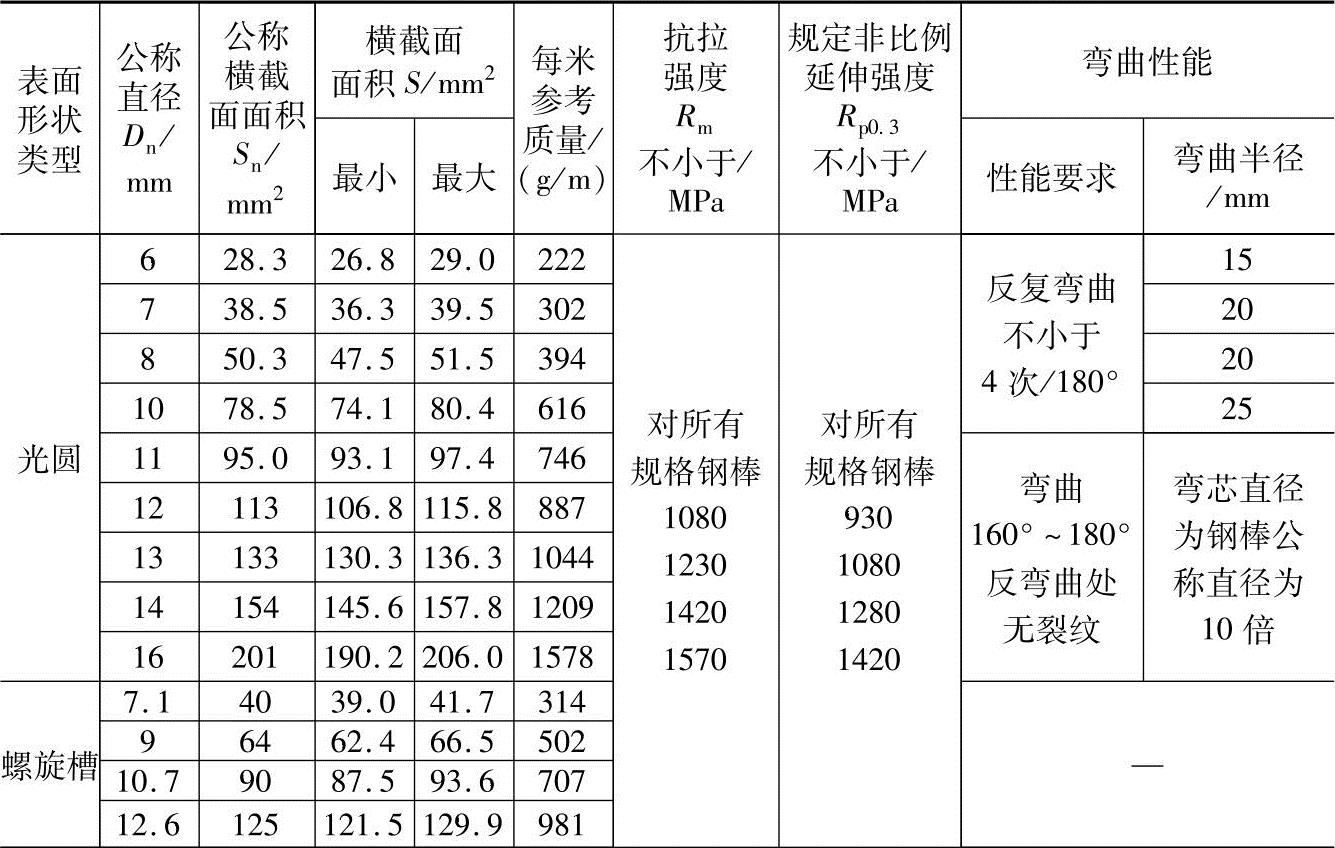
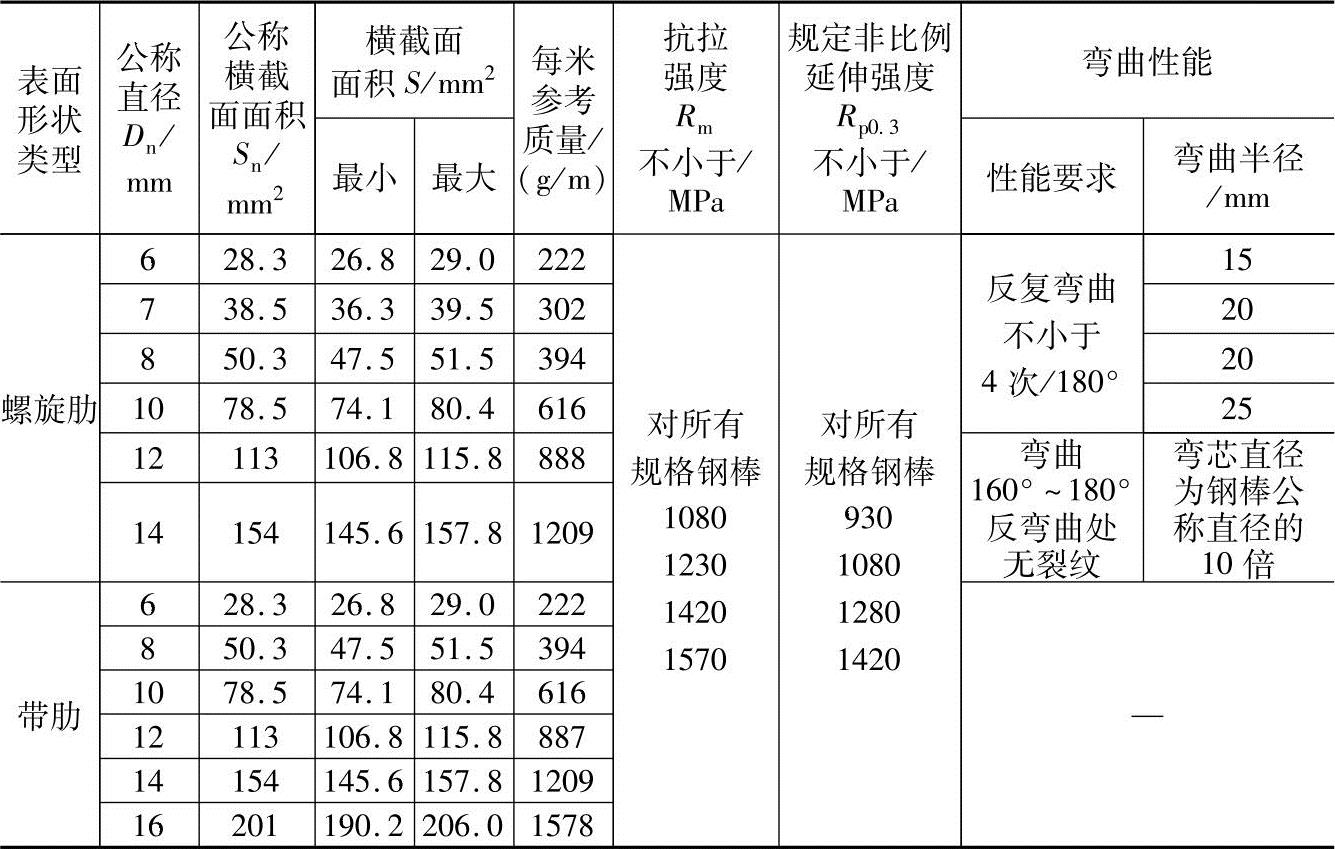
3.钢棒的公称直径、横截面面积、质量及性能
钢棒的公称直径、横截面面积、质量及性能见表2-43。
表2-43 钢棒的公称直径、横截面面积、质量及性能
(续)
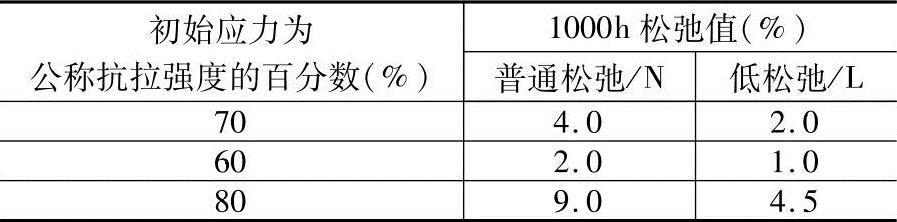
4.最大松弛
钢棒应进行初始应力为70%公称抗拉强度时1000h的松弛试验。假如需方有要求,也应测定初始应力为60%和80%公称抗拉强度时1000h的松弛值,其最大松弛值应符合表2-44的规定。
表2-44 最大松弛值
5.交货状态
1)内圈盘径应不小于2000mm。直条的长度及允许偏差按供需双方协议要求。
2)每盘钢棒由一根组成,盘重一般应不小于500kg。每批允许有10%的盘数小于500kg,但不小于200kg。
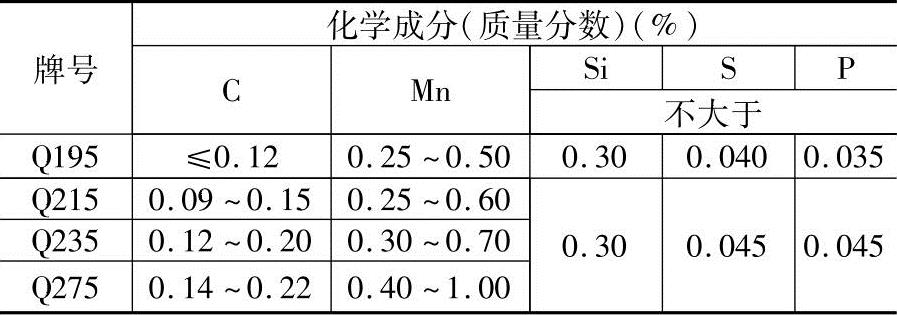
(十)低碳钢热轧圆盘条
1.牌号及化学成分
低碳钢热轧圆盘条的牌号及化学成分见表2-45。
表2-45 低碳钢热轧圆盘条的牌号及化学成分
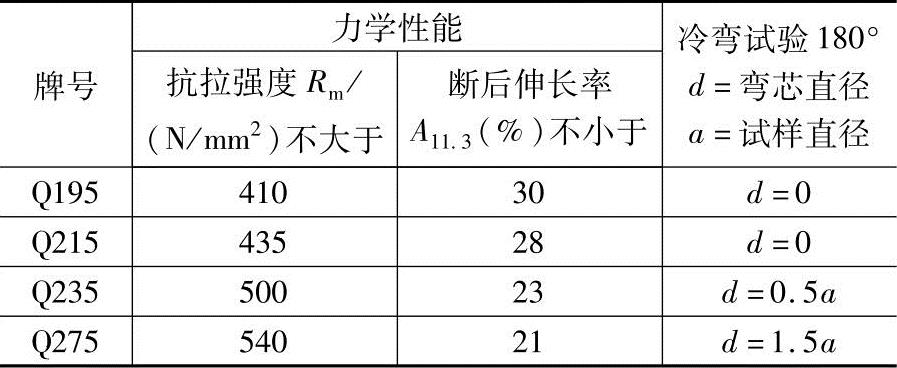
2.力学性能和工艺性能
盘条的力学性能和工艺性能应符合表2-46的规定。
表2-46 盘条的力学性能和工艺性能
3.交货状态及质量
盘条以热轧状态交货。
(十一)冷轧带肋钢筋
热轧圆盘条经冷轧后,在其表面带有沿长度方向均匀分布的三面或两面横肋的钢筋称为冷轧带肋钢筋。
1.牌号构成及分类
冷轧带肋钢筋的牌号由CRB和钢筋的抗拉强度最小值构成。C、R、B分别为冷轧(Cold rolled)、带肋(Ribbed)、钢筋(Bar)三个词的英文首位字母。
冷轧带肋钢筋分为CRB550、CRB650、CRB800、CRB970四个牌号。其中,CRB550为普通钢筋混凝土用钢筋,其他牌号为预应力混凝土用钢筋。
2.盘条牌号及化学成分
制造冷轧带肋钢筋的盘条应符合《低碳钢热轧圆盘条》(GB/T 701—2008)、《优质碳素钢热轧盘条》(GB/T 4354—2008)或其他有关标准的规定,冷轧带肋钢筋用盘条的参考牌号和化学成分见表2-47。
表2-47 冷轧带肋钢筋用盘条的参考牌号和化学成分
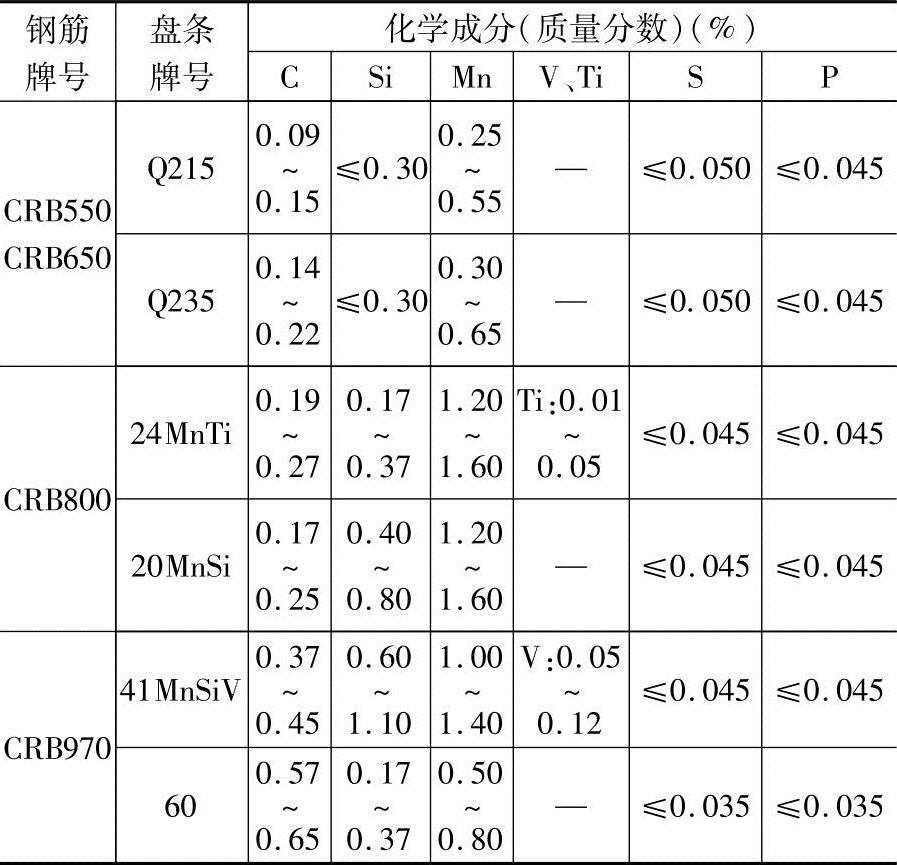
注:60钢、70钢的Ni、Cr、Cu质量分数各不大于0.25%。
3.外形
对于三面肋钢筋和两面肋钢筋,其中除了符合钢筋表面横肋的基本规定外,其表面及截面形状分别如图2-3和图2-4所示。
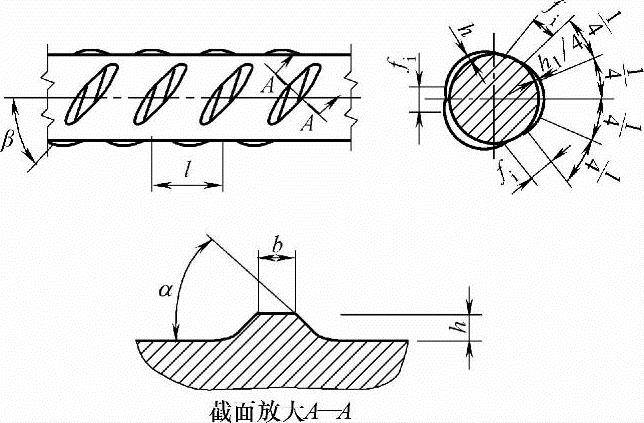
图2-3 三面肋钢筋表面及截面形状
α—横肋斜角 β—横肋与钢筋轴线夹角 h—横肋中点高 l—横肋间距 b—横肋顶宽 fi—横肋间隙
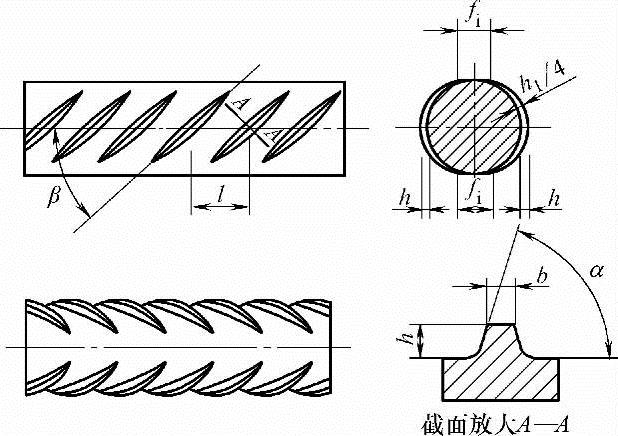
图2-4 两面肋钢筋表面及截面形状
α—横肋斜角 β—横肋与钢筋轴线夹角 h—横肋中点高度 l—横肋间距 b—横肋顶宽 fi—横肋间隙
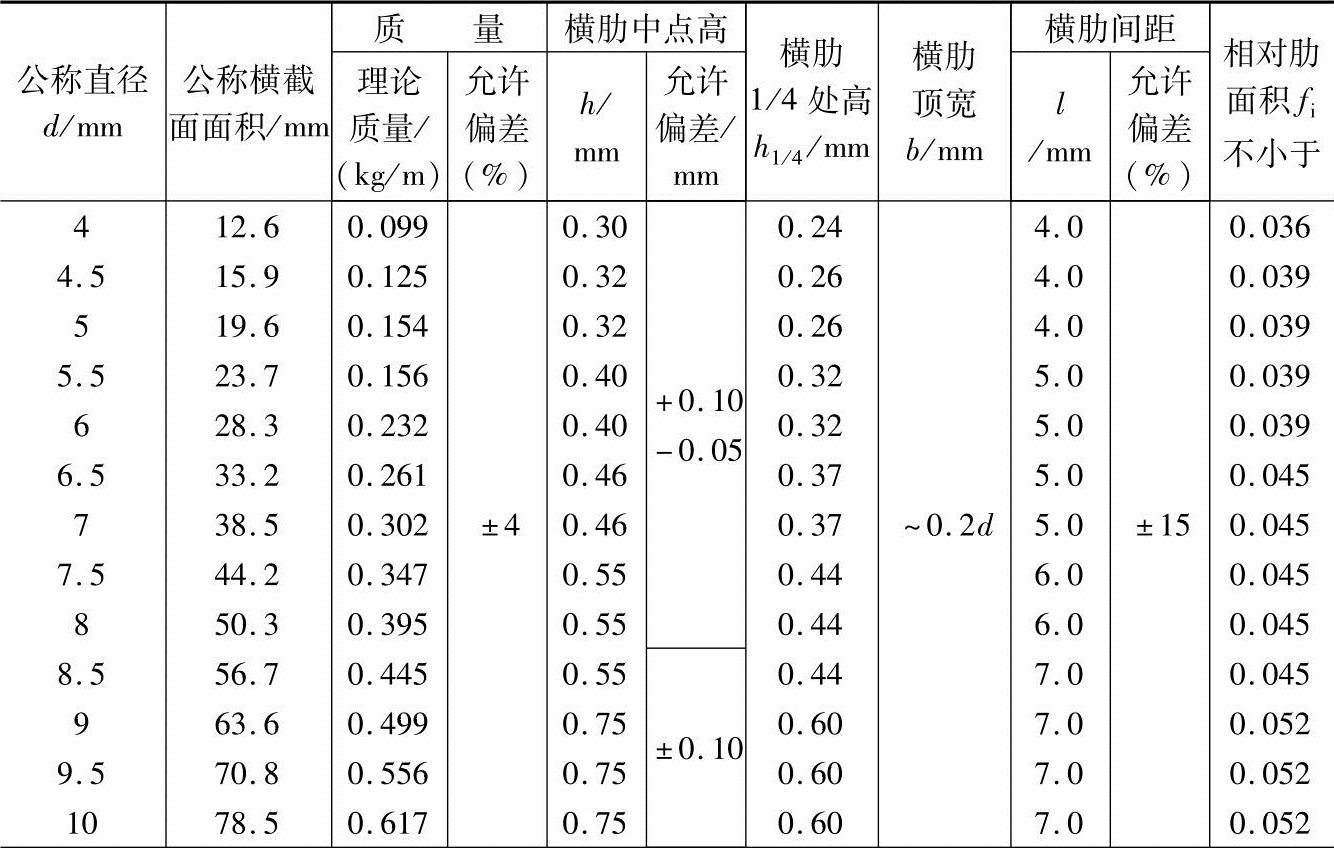
4.冷轧带肋的尺寸、质量及允许偏差
三面肋和两面肋钢筋的尺寸、质量及允许偏差应符合表2-48中的规定。
表2-48 三面肋和两面肋钢筋的尺寸、质量及允许偏差
(续)
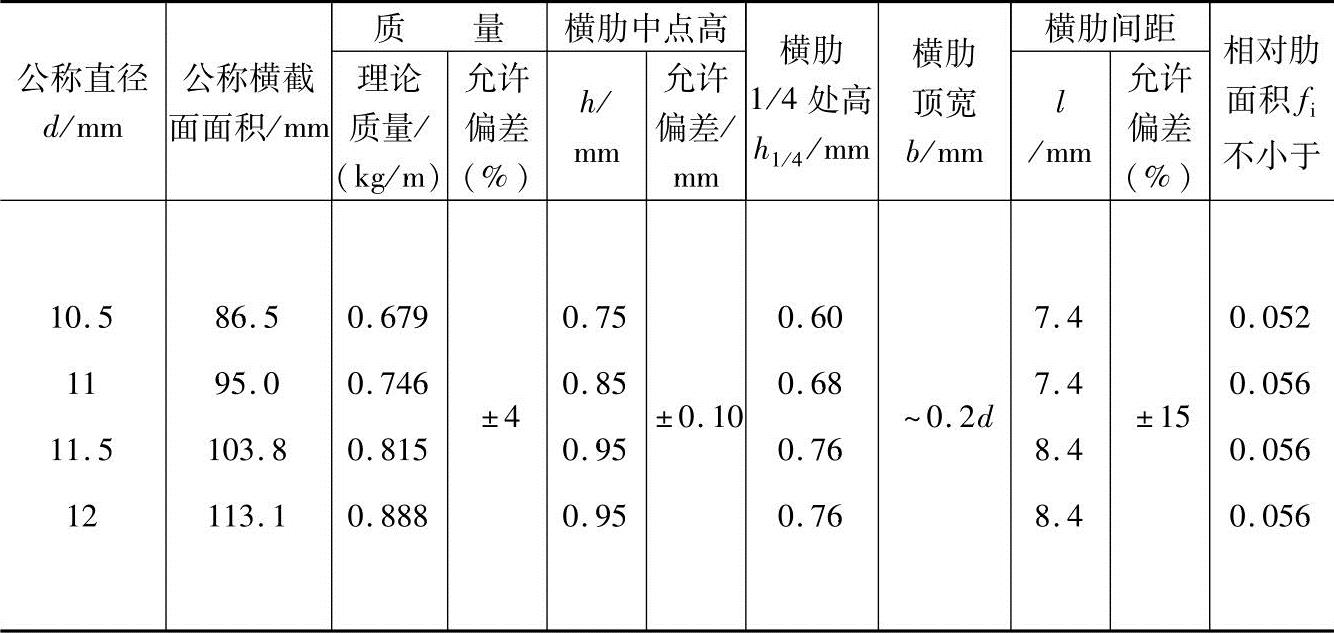
注:1.横肋1/4处高、横肋顶宽供孔形设计用。
2.两面肋钢筋允许有高度不大于0.5h的纵肋。
3.冷轧带肋钢筋CRB550钢筋的公称直径范围为4~12mm。CRB650及以上牌号钢筋的公称直径为4mm、5mm、6mm。
5.性能
冷轧带肋钢筋的力学性能及工艺性能应符合表2-49中的规定。
表2-49 冷轧带肋钢筋的力学性能及工艺性能
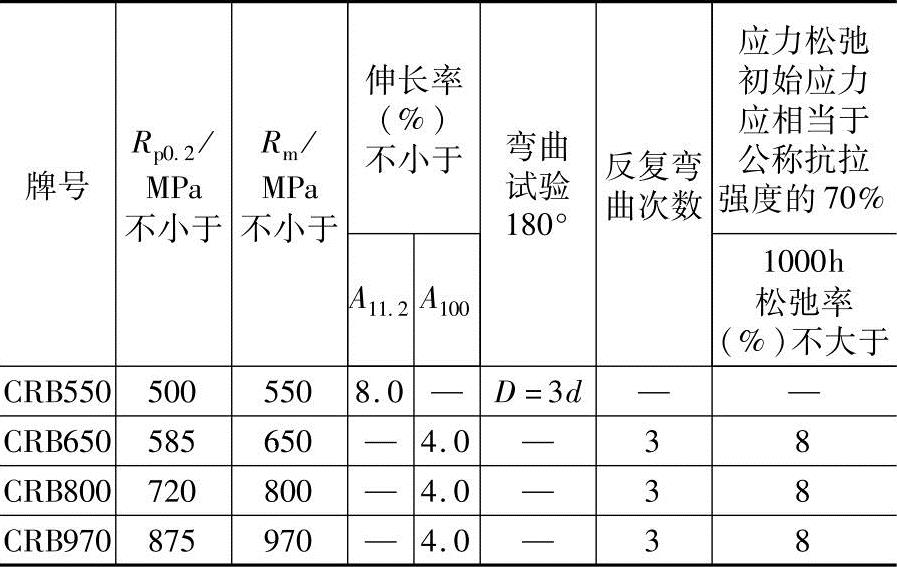
注:表中D为弯心直径,d为钢筋公称直径。
当进行弯曲试验时,受弯曲部位表面不得产生裂纹。反复弯曲试验的弯曲半径应符合表2-50中的规定。直条钢筋的每米弯曲度不大于4mm,总弯曲度不大于钢筋全长的0.4%。
表2-50 反复弯曲试验的弯曲半径

6.交货状态及质量
(1)交货状态 钢筋通常按盘卷交货,CRB550钢筋也可按直条交货。钢筋按直条交货时,其长度及允许偏差按供需双方协商确定。
(2)质量 盘卷钢筋的质量不小于100kg。每盘应由一根钢筋组成。CRB650及以上牌号钢筋不得有焊接接头。
直条钢筋按同一牌号、同一规格、同一长度成捆交货,捆重由供需双方协商确定。
(十二)钢筋混凝土用钢筋焊接网
1.钢筋
1)钢筋焊接网应采用《冷轧带肋钢筋》(GB 13788—2008)规定的牌号CRB550冷轧带肋钢筋和《钢筋混凝土用钢 带肋钢筋》(GB 1499—2007)规定牌号的热轧带肋钢筋。采用热轧带肋钢筋时,只要力学性能符合要求,可采用无纵肋的热轧钢筋,但应征得用户同意。
2)钢筋焊接网应采用公称直径为5~18mm的钢筋。经供需双方协议,也可采用其他公称直径的钢筋。
3)钢筋焊接网两个方向均为单根钢筋时,较细钢筋的公称直径不小于较粗钢筋的公称直径的0.6倍。
4)当纵向钢筋采用并筋时,纵向钢筋的公称直径不小于横向钢筋公称直径的0.7倍,也不大于横向钢筋公称直径的1.25倍。
5)按供需双方协议可供应直径比超出上述规定的钢筋焊接网。
2.分类
钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型钢筋焊接网和定制钢筋焊接网两种。
3.钢筋焊接网及标记
(1)定型钢筋焊接网 定型钢筋焊接网应按下列内容次序标记:焊接网型号 长度方向钢筋牌号×宽度方向钢筋牌号 网片长度(mm)×网片宽度(mm),如A10 CRB550×CRB5504800mm×2400mm。
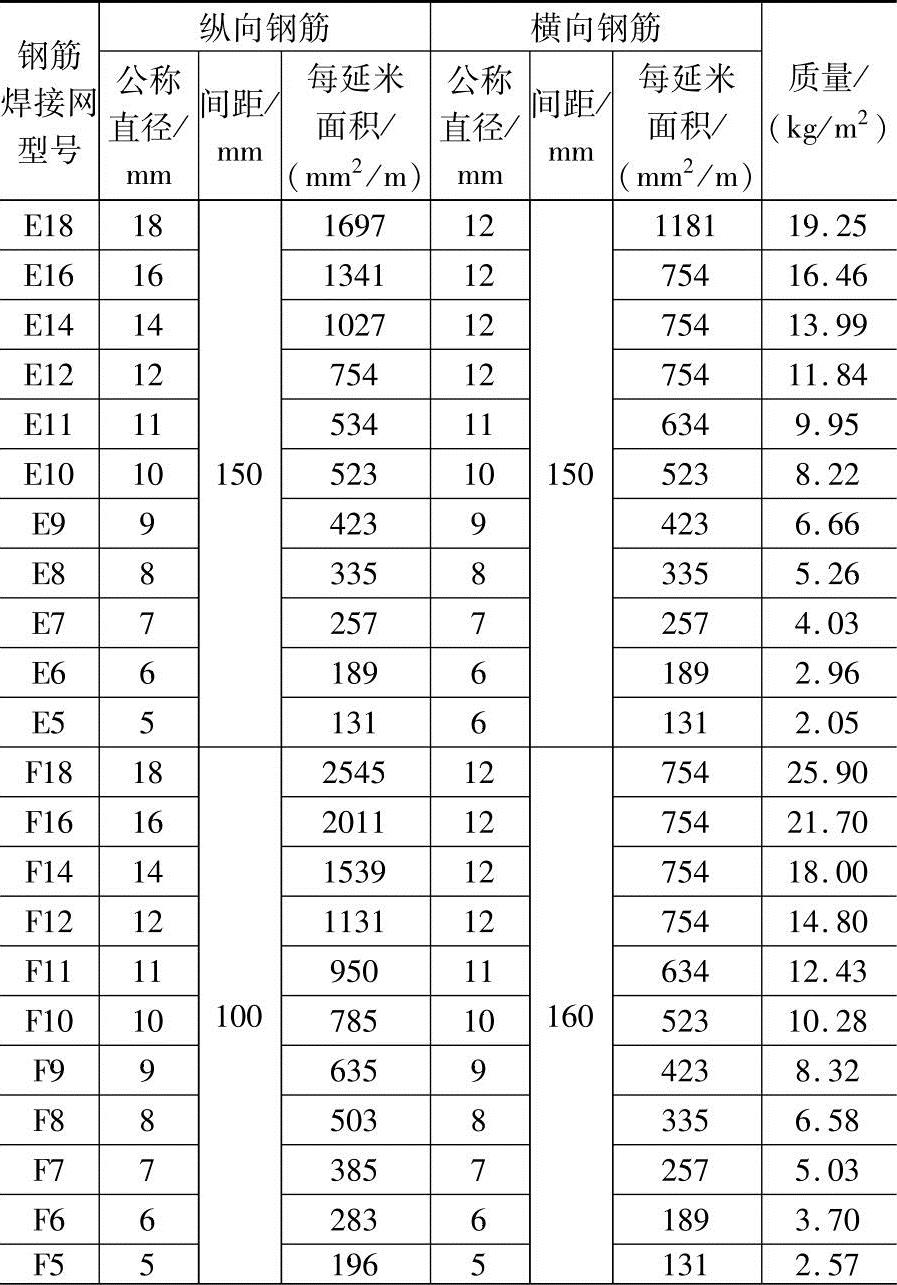
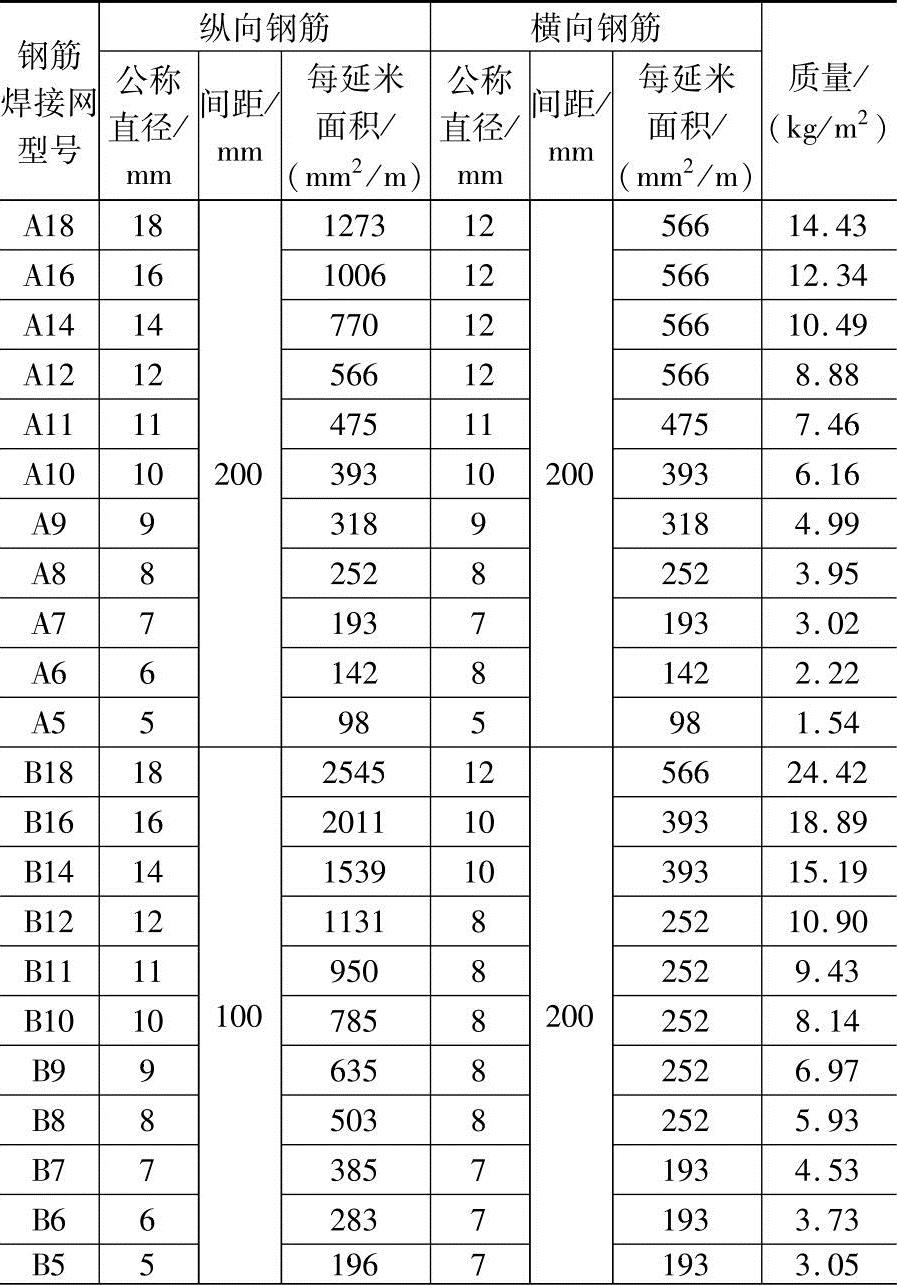
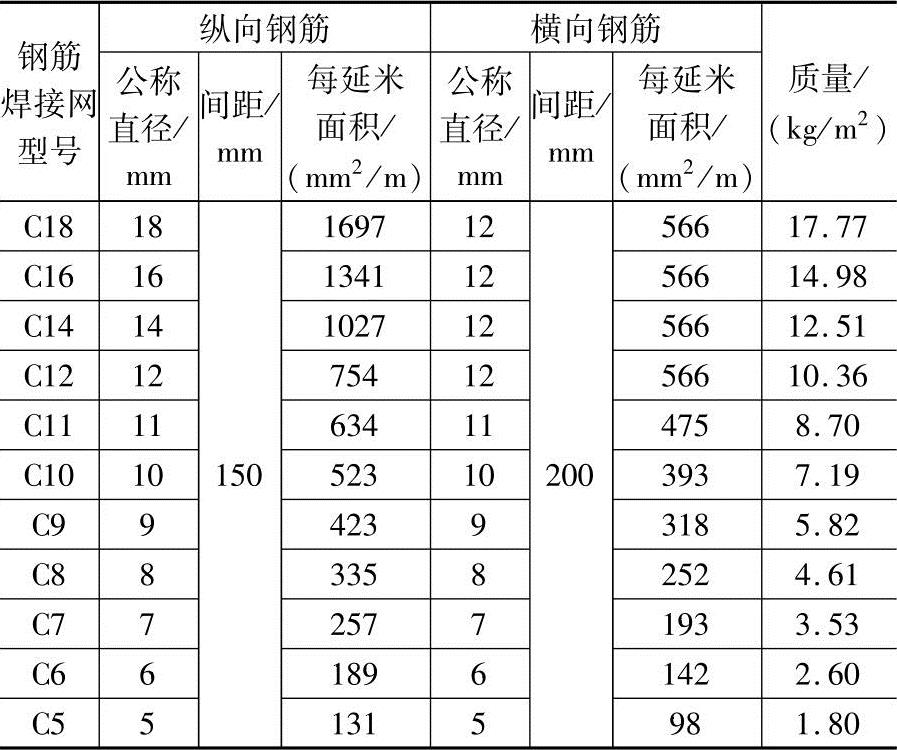
定型钢筋焊接网型号列于表2-51中。
表2-51 定型钢筋焊接网型号

(续)
(续)
(续)
定型钢筋焊接网在两个方向上的钢筋牌号、直径、长度和间距可以不同,但同一方向上应采用同一牌号和直径的钢筋并具有相同的长度和间距。
(2)定制钢筋焊接网 定制钢筋焊接网采用的钢筋及其长度和间距应根据需方要求,由供需双方协商确定,并以设计图表示。
4.尺寸与质量
1)钢筋焊接网纵向钢筋间距宜为50mm的整倍数,横向钢筋间距宜为25mm的整倍数,最小间距宜采用100mm,间距的允许偏差取±10mm和规定间距的±5%的较大值。
2)钢筋的伸出长度应不小于25mm。
3)网片长度和宽度的允许偏差取±25mm和规定长度的±0.5%的较大值。
4)钢筋焊接网的理论质量按组成钢筋公称直径和规定尺寸计算,计算时钢的密度采用7.85g/cm3。
5)钢筋焊接网实际质量与理论质量的允许偏差为±4%。
5.性能
1)焊接网用钢筋的力学与工艺性能应分别符合有关标准中相应牌号钢筋的规定。
2)钢筋焊接网焊点的抗剪力应不小于试样受拉钢筋规定屈服力值的0.3倍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。