



和其他变速器阀体一样,在里程数较高的01M或01N旧阀体上,主调压阀孔是一个常见的磨损区域。在万用阀体夹具上对阀体进行定位时,要注意不能让阀体离定位套太远,超过了铰刀的最大可达距离。要尽量把阀体靠近阀体夹具的垂直面板,这可以实现一个较好的铰孔位置。铰刀的头部离开面板越远,它的偏离度就越大,因此要尽量将阀体靠近面板,但注意不要紧贴在面板上(见图8-26)。
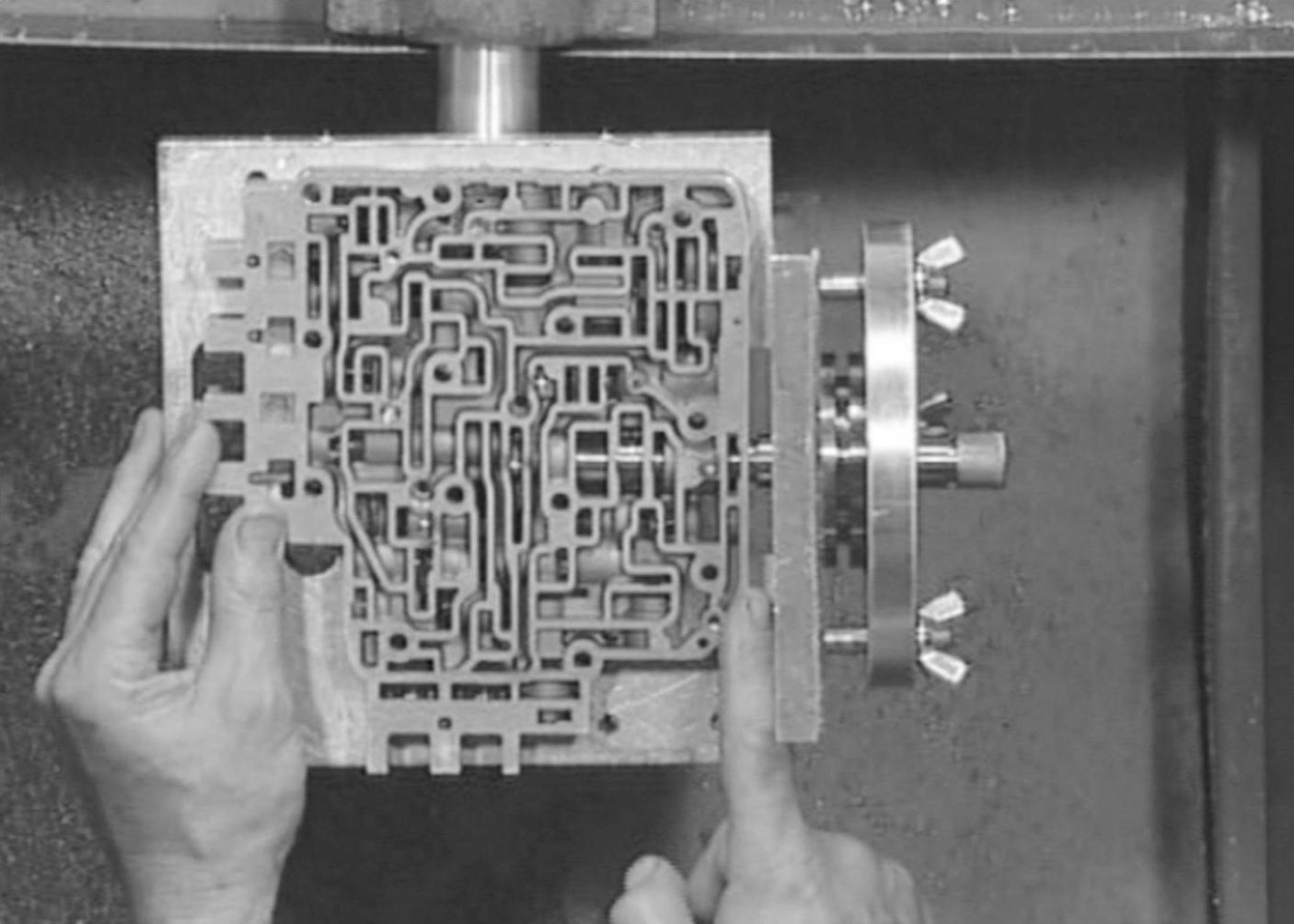
图8-26 修复01M/01N主调压阀孔时阀体的定位
然后将阀体夹紧在夹具上。这里最好使用一对木块,当然也可以使用铝板,但木板固定效果更好,而且不容易使阀体产生变形。用C形钳将阀体夹紧时。注意要夹在阀体的平整面上以免产生任何阀体变形(见图8-27)。
阀体固定后,然后要确保导引销能自由移动。这里需要特别注意的是图8-28中指出的阀孔底部位置,导引销不能在这个位置产生任何不平滑的感觉,否则当铰刀到达这里时,铰刀会偏离中心线。因此,在定位导引销时要仔细操作,在旋紧螺母以固定圆盘的过程中,必须始终确保导引销还能像原来那样自由移动。在整个过程中要不断检查导引销的松紧状态。螺栓旋紧后,导引销还是那么滑顺,就知道它一定对正了,于是就可以将导引销取下,换上铰刀。
注意:一旦固定好阀体和夹具上轴承的位置,绝对不要再松开任何夹头,否则原来的铰刀定位将会被完全改变。
现在阀体和铰刀都已正确定位,打开切削液,铰孔时用进速手柄或者气钻都可以。图8-29显示的是使用气钻进行铰孔的方式,我们还是使用转向接头和套筒来驱动铰刀。铰孔完成后需装入增大型的主调压阀(Sonnax零件号119940-03K)。(https://www.xing528.com)
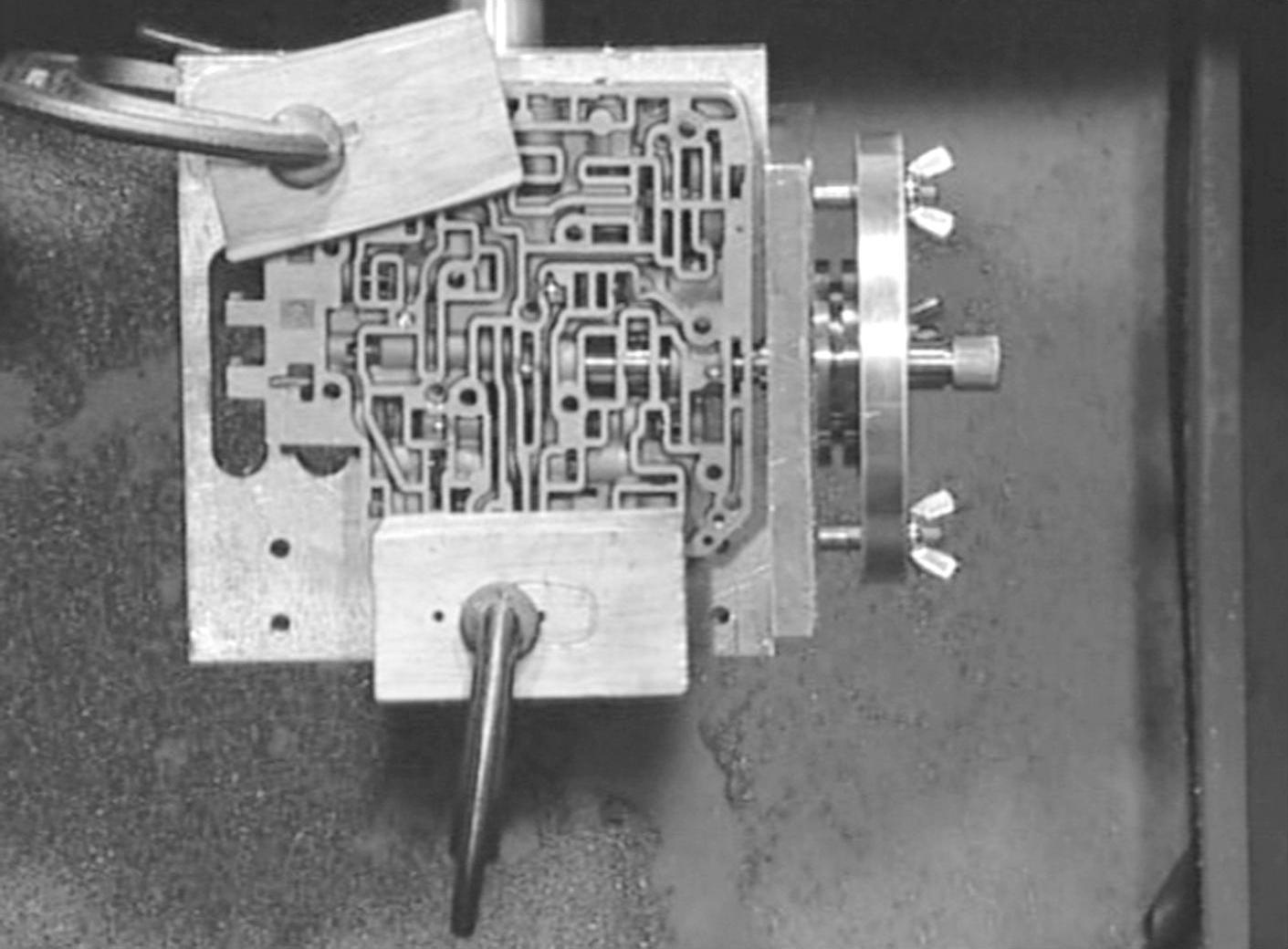
图8-27 用C形钳和木块固定阀体
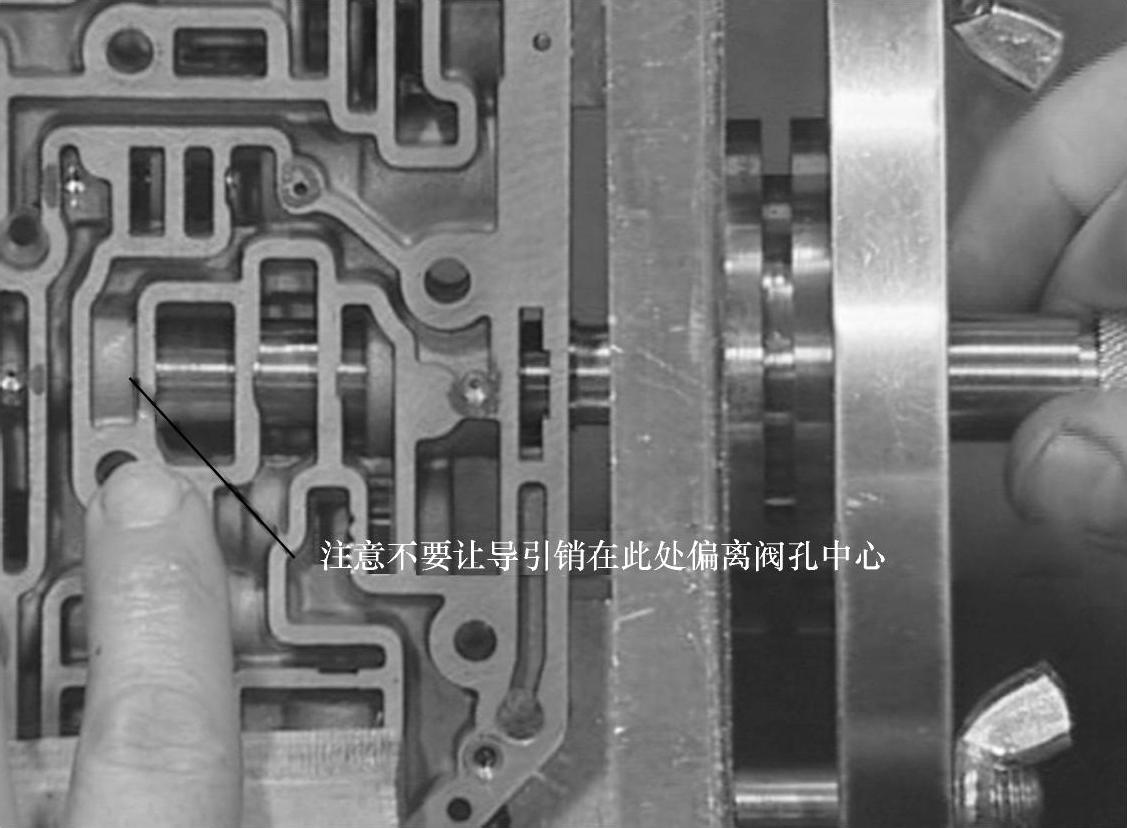
图8-28 注意导引销在阀孔底部保持同轴
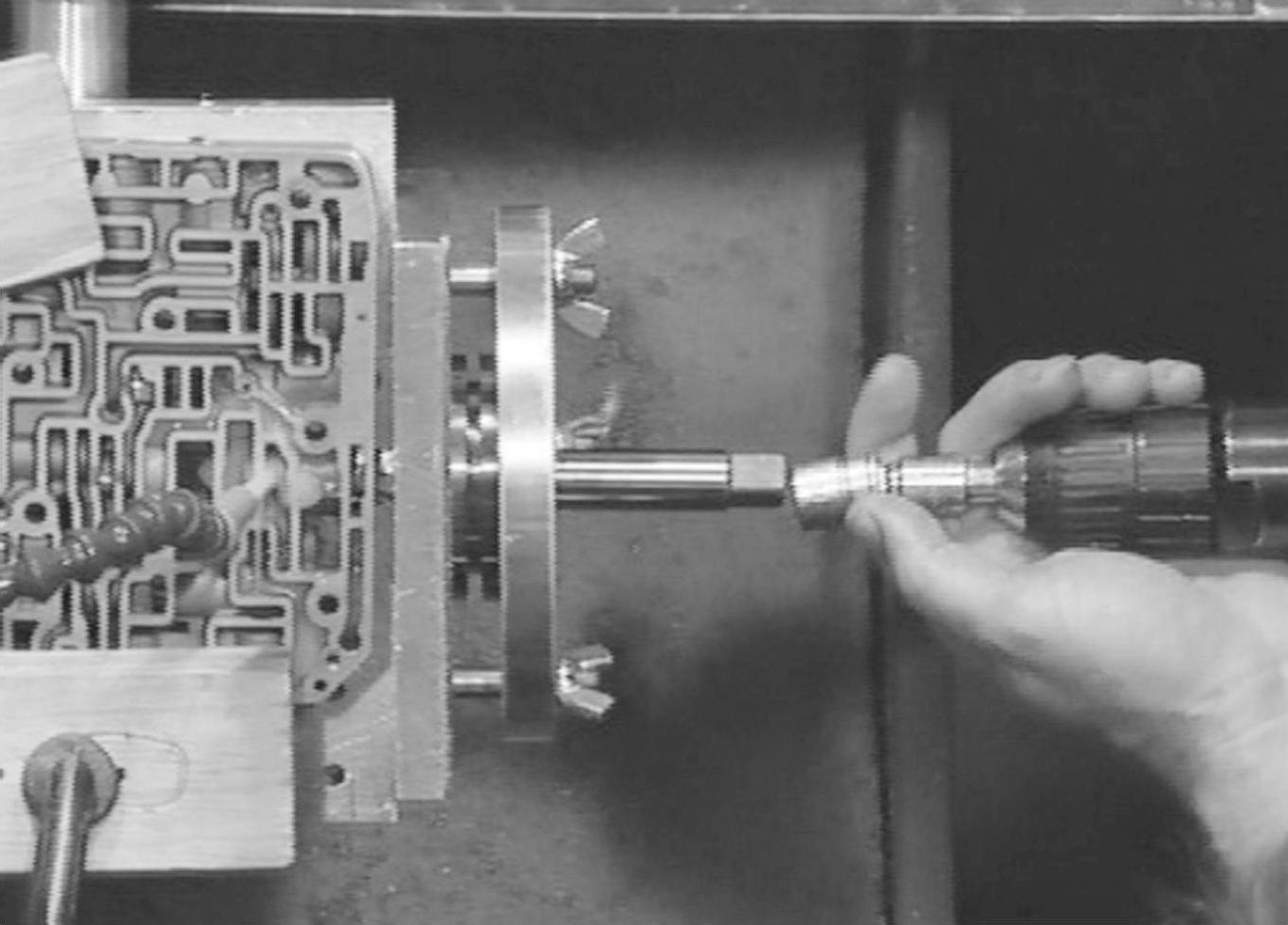
图8-29 驱动铰刀的套筒和转向接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。