



万用阀体夹具不仅能固定阀体,也能固定油泵。夹具的底板上有一个凹口,它的设计是有意义的。如果需要修复油泵,那么底板就需要如图8-11a那样安装,凹口往外,这样油泵的定子轴就可以从这个凹口穿过,如果没有这个凹口,则无法放置油泵定子轴。如果需要修复阀体,夹具的底板就要如图8-11b那样放置,凹口朝内,这样有利于铰孔时切削液从底部往上输送。
我们现在以5L40E油泵为例看一下整个铰孔修复的操作步骤。
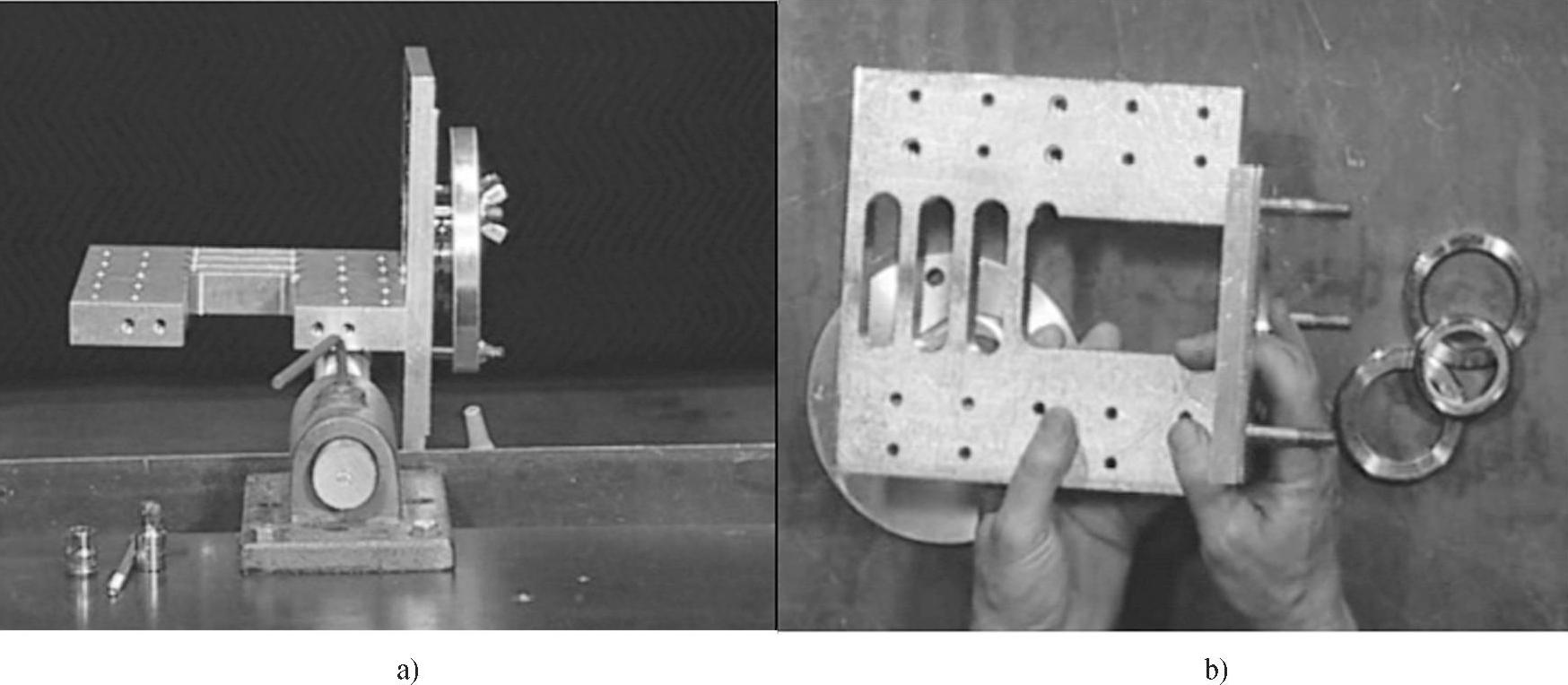
图8-11 夹具底板的2种不同放置方向
a)修复油泵时 b)修复阀体时
1)如图8-12所示,将油泵放置在夹具的底板上,油泵定子轴正好穿过底板上的凹口。油泵上待修复的孔对准圆形的固定盘。将铰孔工具包中所带的铰刀定位套插入圆形固定盘内的球轴承中。定位套与圆形定位盘内的轴承孔配合非常精密,因此安装时需要非常小心,否则容易卡在轴承孔内。
2)将工具包中的导引销穿过定位套,插入待修复的孔内,如图8-13所示。
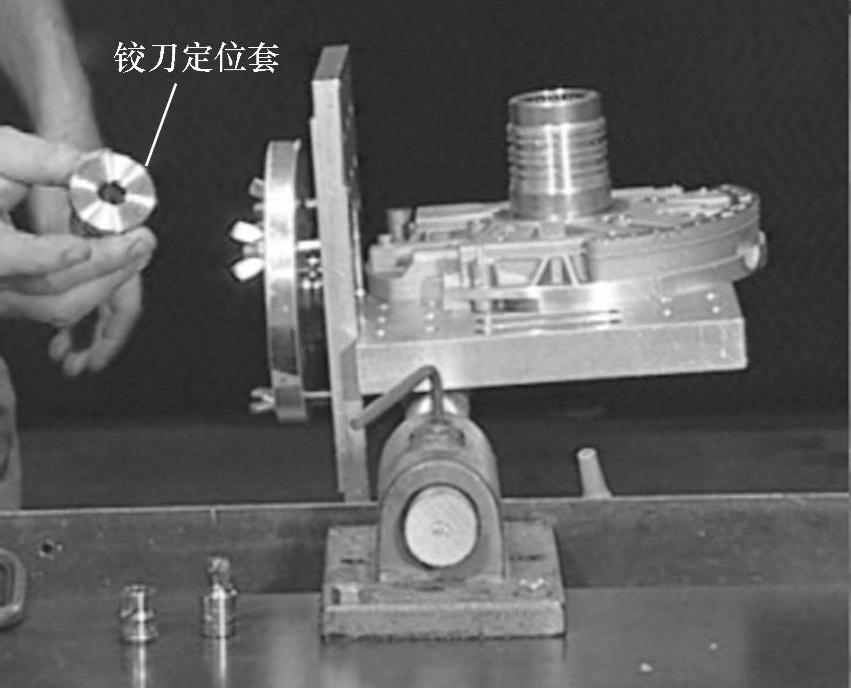
图8-12 放置油泵和铰刀定位套
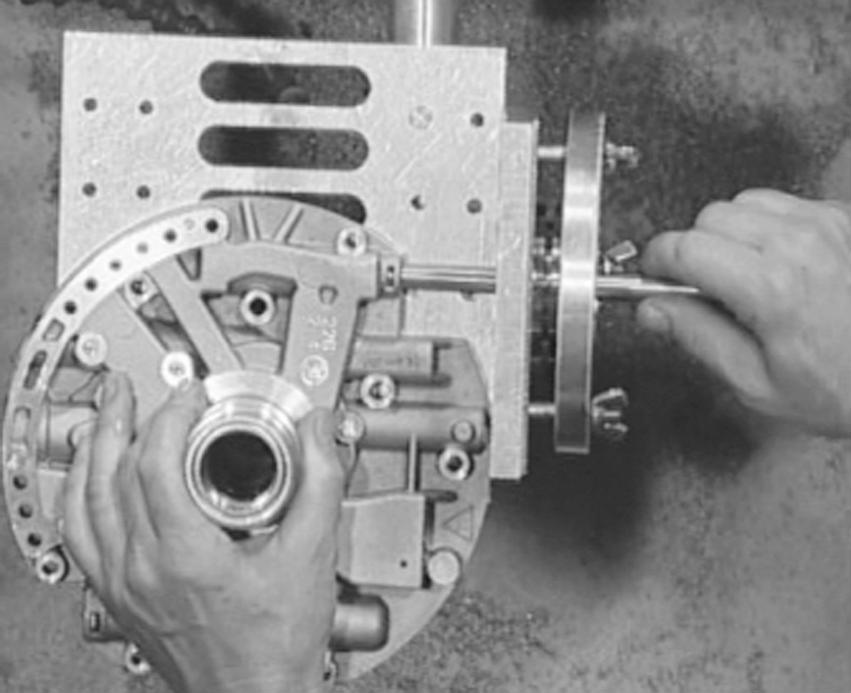
图8-13 插入导引销
3)如图8-14所示,当油泵和导引销都坐平稳后,就将油泵固定在底盘上。可以使用一个C形钳,也可以使用高压钳。夹紧力不能太大,否则会使油泵变形,但夹紧力要足以固定住油泵。油泵上被夹住的位置必须是油泵表面一个平整的机加工平面上。
4)此时导引销应该可以自由移动,然后逐个旋紧夹具上的蝶形螺母,使导引销始终保持可以自由移动的状态(见图8-15)。这是一个比较关键的步骤,需要反复练习。如果在旋紧蝶形螺母后,发现导引销的移动变紧了,就需要松开螺母,重新再来,直到导引销能很轻松地移动为止。这里的一个小窍门是旋紧螺栓时要3个螺栓均匀进行,不要把一个螺栓固定后再去旋紧另外一个。这一步不能心急,否则会使铰刀偏离轴线。
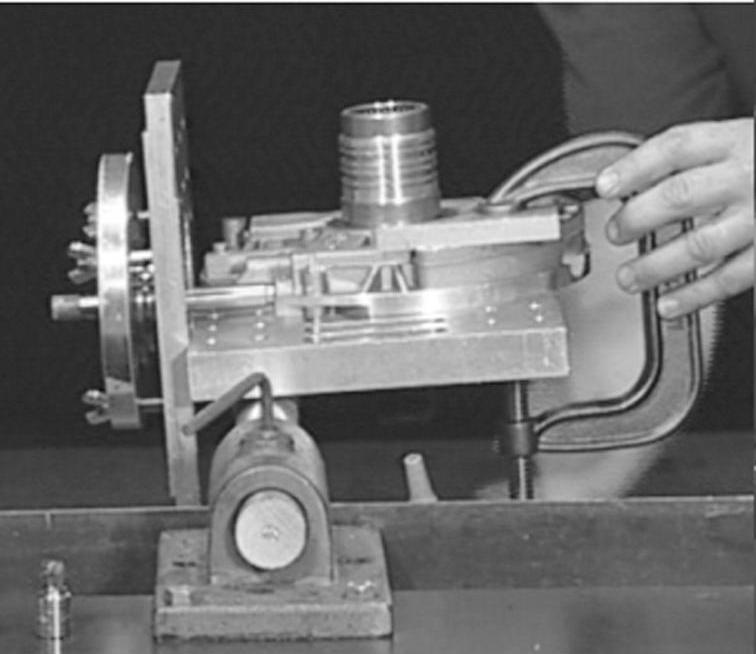
图8-14 固定油泵
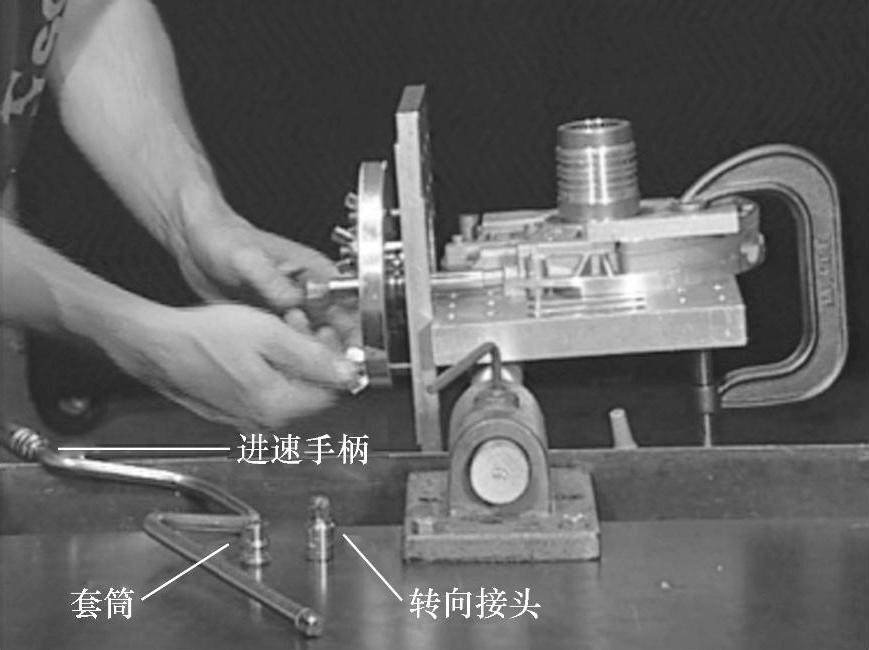
图8-15 固定定位套的位置
5)旋紧螺栓后,如果导引销还能运动自如,就可抽出导引销,插入修复这个孔的铰刀(见图8-16)。这时切记一旦阀体和蝶形螺栓都已固定就不能再松开重来了,第二次铰刀的定位是不可能和第一次完全重合的。只要不松开阀体和蝶形螺栓,铰刀可以多次取出,查看铰孔进度或者冲洗切屑,然后再继续铰孔而不影响铰孔质量。
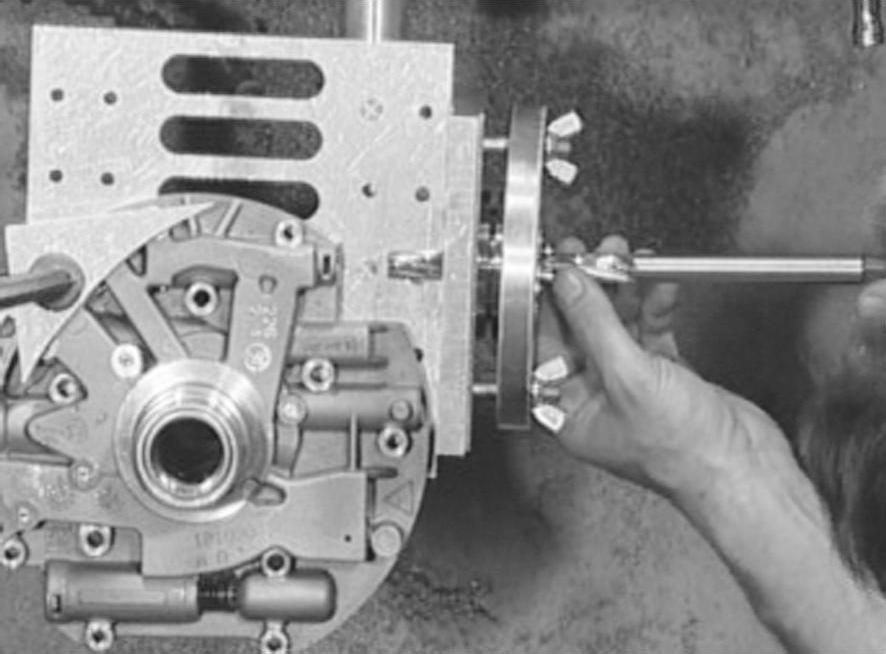
图8-16 插入铰刀(https://www.xing528.com)

图8-17 在进速手柄上套上转向接头
6)现在就可以铰孔了。手工铰孔一般有2种方式:用图8-17和图8-18中的进速手柄,或者用低转速高转矩的气钻。铰刀的转速不能超过200r/min,否则会损坏铰刀。进速手柄是完全手工的方式,成本最低,只要操作得当,铰孔质量完全可以合格。尤其要注意的是在手柄和铰刀之间需要安装2个东西,一个是套筒,用来驱动铰刀柄,另一个是转向接头。它的头比较特殊,不是平直的,而是带有弧线,这样在装上套筒后,套筒可以在接头上有一定量的自由晃动余量,这样在铰孔时即便进速手柄有摇晃或者并没严格对准中心线,都不会影响铰刀的转动和定位。一般的接头都和图8 19中进速手柄的头一样是直线的,套筒插入后就被固定了,手上的任何晃动都可能会影响到铰刀的受力而影响铰孔的表面粗糙度。不论你用手柄还是用气钻,都需要用到套筒和转向接头。
7)打开切削液,并将它直接对准要铰孔的部位,然后进行铰孔。在铰孔时,切削液应该连续不断的冲洗铰孔部位,这样能及时冲走切屑,保护刀头,并且得到最好的表面粗糙度。
铰孔注意事项
1)铰刀应该按顺时针方向平滑连续地转动,转速在60~200r/min。铰刀应该自行往前行进,不需要或者只需用很小的力来推动铰刀。铰刀运行到终点就不再往前走了。

图8-18 进速手柄
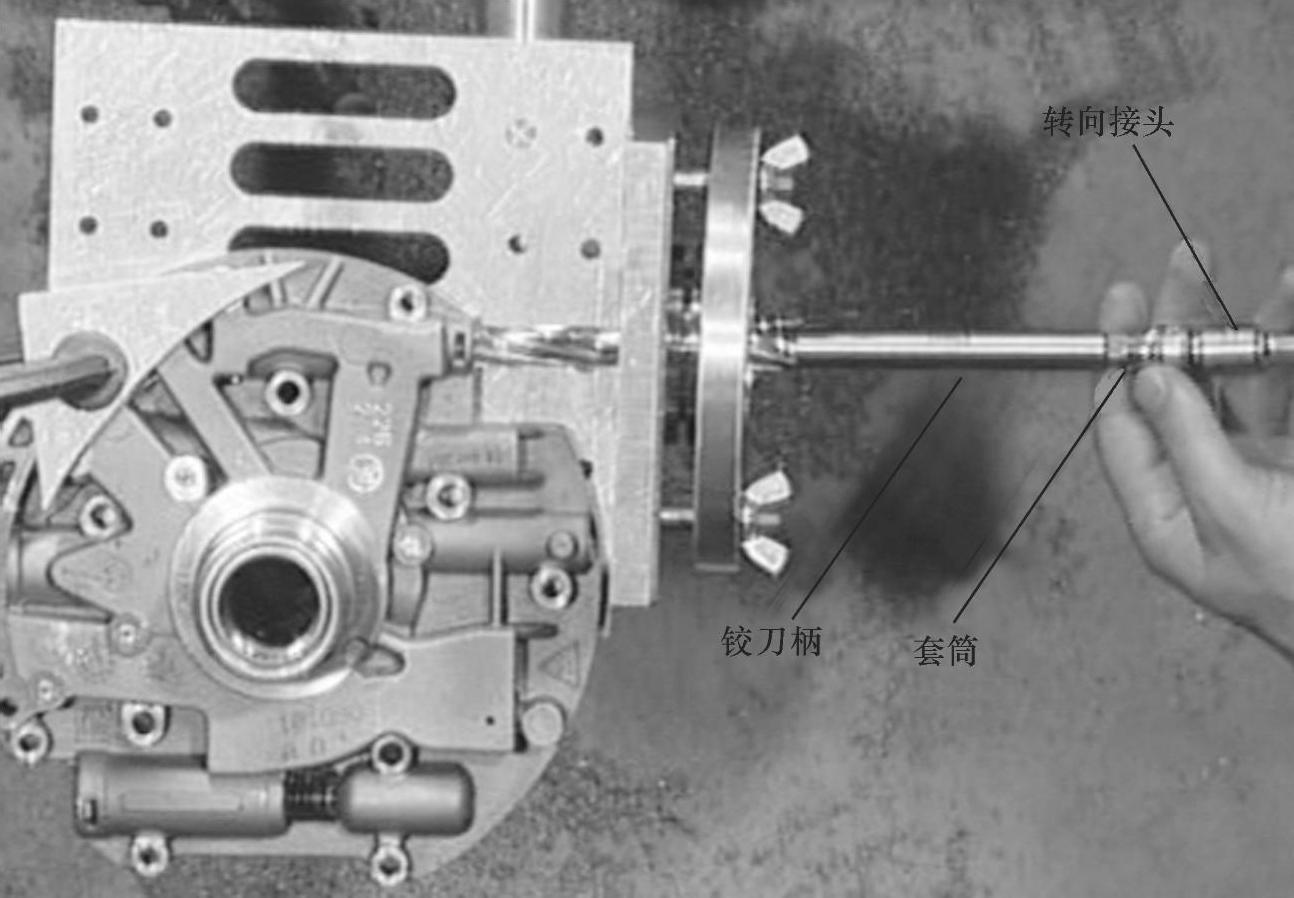
图8-19 在转向接头上套上套筒
2)在抽出铰刀前,用低压力的压缩空气将切屑吹去。
3)抽出铰刀时仍然需要顺时针转动铰刀,并同时慢慢往外抽出铰刀。
4)抽出铰刀后,用低气压的压缩空气吹净阀孔内的残余切屑,再放入清洗槽内清洗。
5)清洗后检查孔的表面粗糙度、残余切屑以及毛刺。在铰刀通过的阀孔背侧,阀孔边缘有时会有毛刺,这可以用小毛刷或者将3M公司的百洁布ScotchBrite绕在铁丝的头部来进行清除。
6)在每次使用完铰刀后需要清洗铰刀,并装入它原来的保护套内保存。
7)反向转动铰刀会使铰刀提前变钝。
8)铰孔时用力推铰刀会导致孔壁的表面粗糙度变差,切割不完全和不连续。
9)铰刀变钝时切割出的孔径会变小。铰刀可以再次磨快,但是只能由专业人员来进行。一把铰刀的实际使用寿命至少可以进行50-70次的铰孔操作,有的甚至可超过100次。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。