



高层钢结构构件与节点大量采用了焊接连接,而且具有匹配母材质量等级高、母材厚度大、熔透部位多、焊接接头承载性能要求高等特点,焊接材料必须按与母材性能相匹配来选用。当采用手工焊、埋弧自动焊或CO2气体保护焊时,焊条、焊丝、焊剂等材料的匹配选用及相应的材料标准,分别见表3-23~表3-25。
表3-22 焊缝的设计用强度值 (单位:N/mm2)
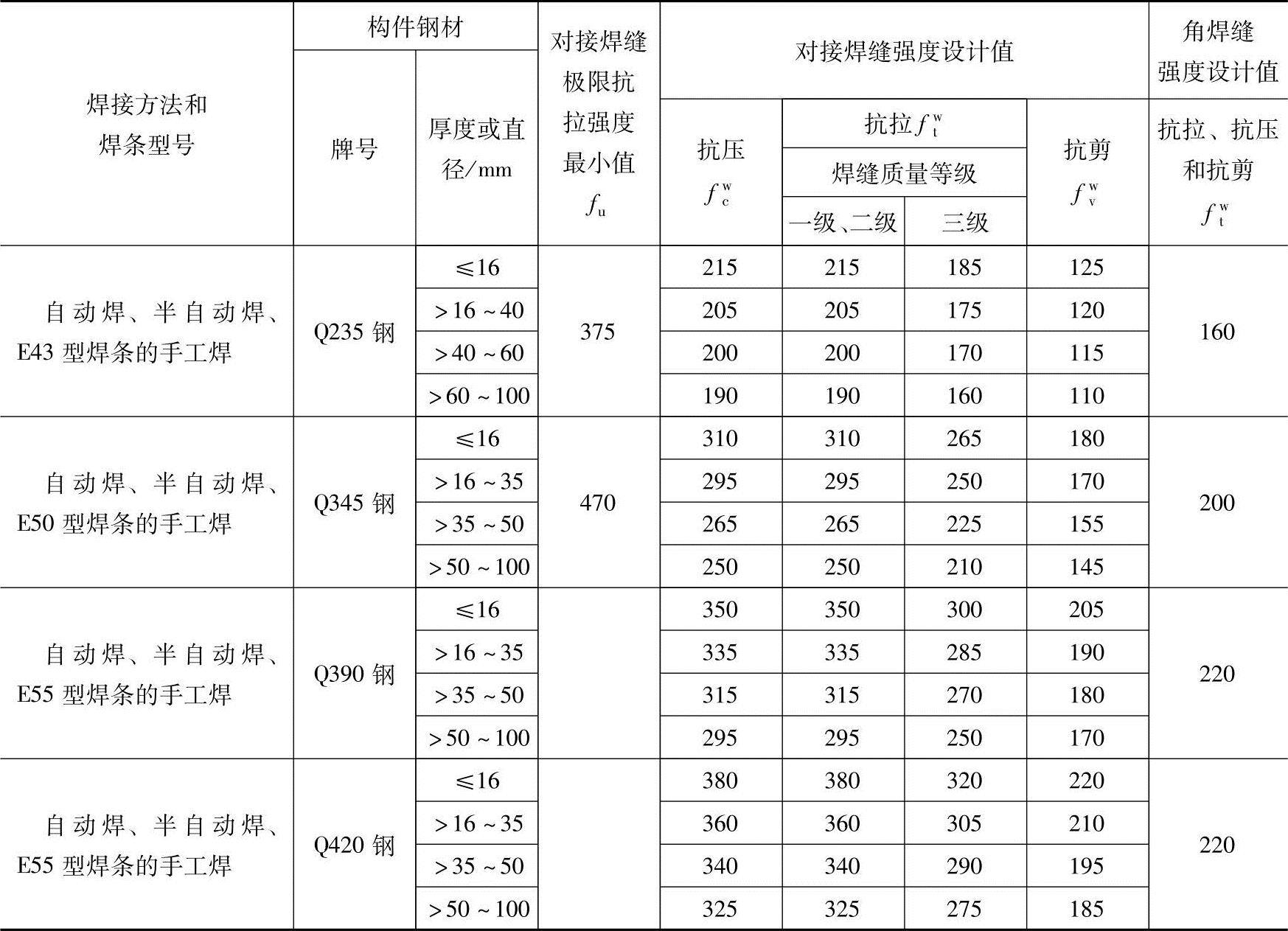
注:1.自动焊和半自动焊所采用的焊丝和焊剂,应保证其熔敷金属的力学性能不低于国家标准GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》和GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》中相关的规定。
2.焊缝质量等级,应符合现行国家标准GB 50205—2001《钢结构工程施工质量验收规范》的规定。
3.对接焊缝抗弯受压区强度设计值取fwc,抗弯受拉区强度设计值取fwt。
4.无垫板(衬板)的单面施焊对接焊缝,其强度设计值取表中数值乘以折减系数0.85。
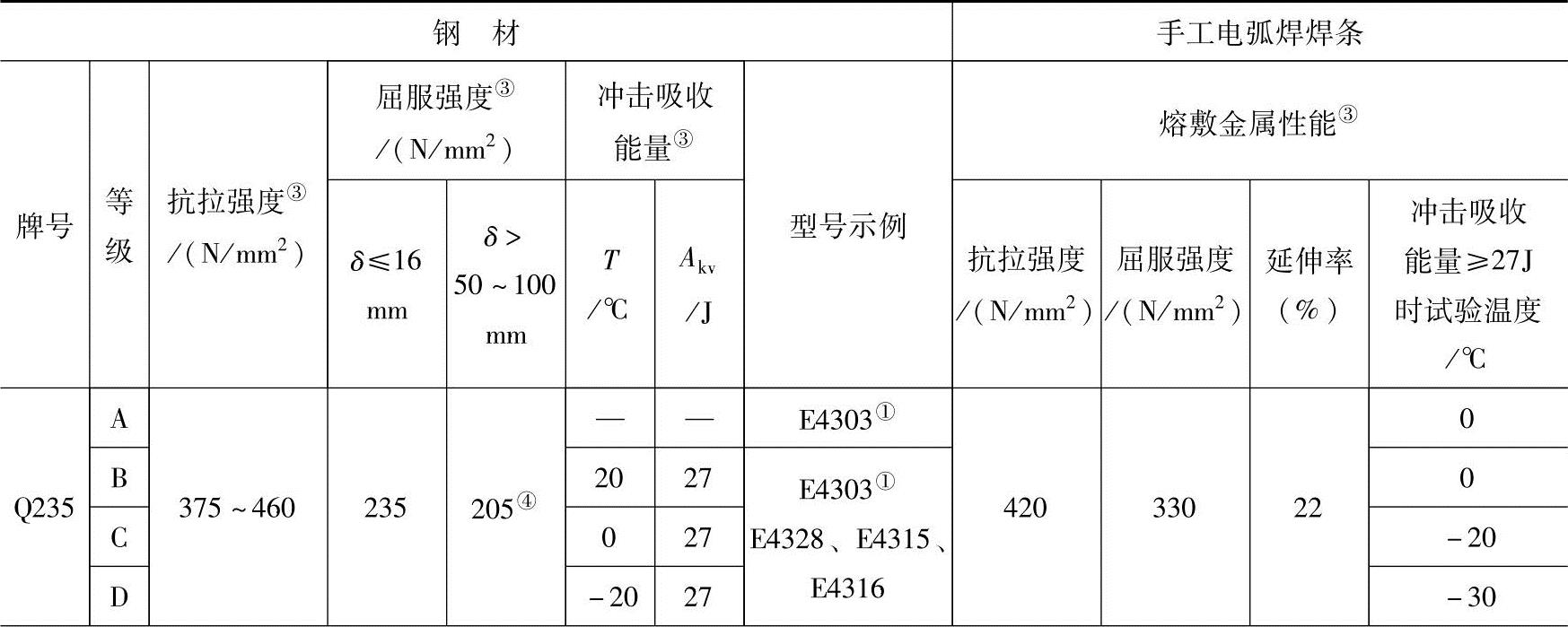
表3-23 常用结构钢材与手工电弧焊接材料的选配
(续)
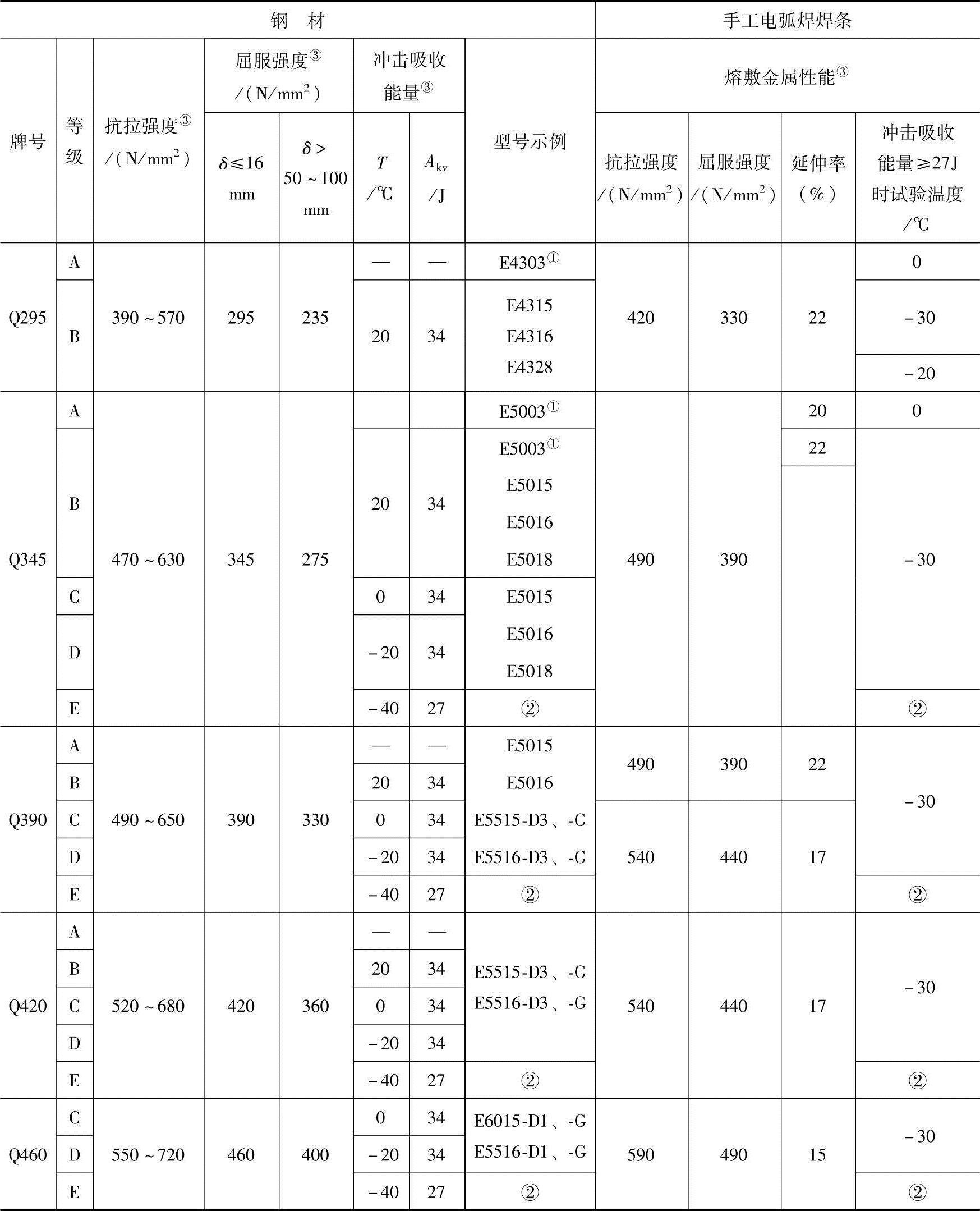
注:手工焊焊条应符合GB/T 5117—2012《非合金钢及细晶粒钢焊条》及GB/T 5118—2012《热强钢焊条》的规定。
①用于一般结构。
②由供需双方协议。
③表中钢材及焊条熔敷金属力学性能的单值均为最小值。
④为板厚δ>50~100mm时的σs值。
表3-24 常用结构钢材与埋弧焊焊接材料的选配(https://www.xing528.com)
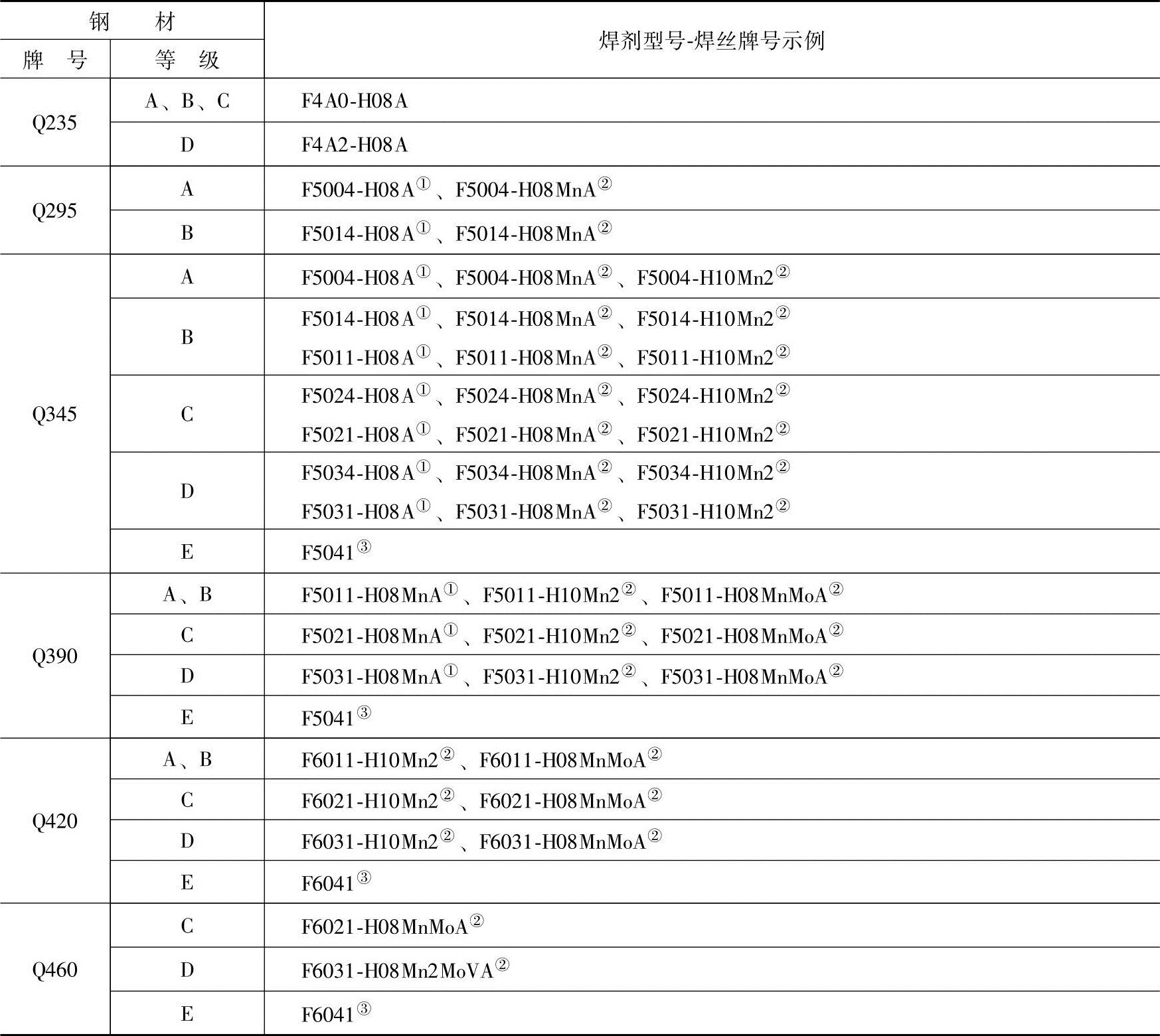
注:埋弧焊的焊丝、焊剂应如表所列配套选用,并符合GB/T 5293—1999《埋弧焊用碳钢焊丝和焊剂》、GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》的规定;焊丝应符合(GB/T 14957—1994)《熔化焊用钢丝》规定。
①薄板I形坡口对接。
②中、厚板坡口对接。
③供需双方协议。
表3-25 常用结构钢材与CO2①气体保护焊实芯焊丝的选配
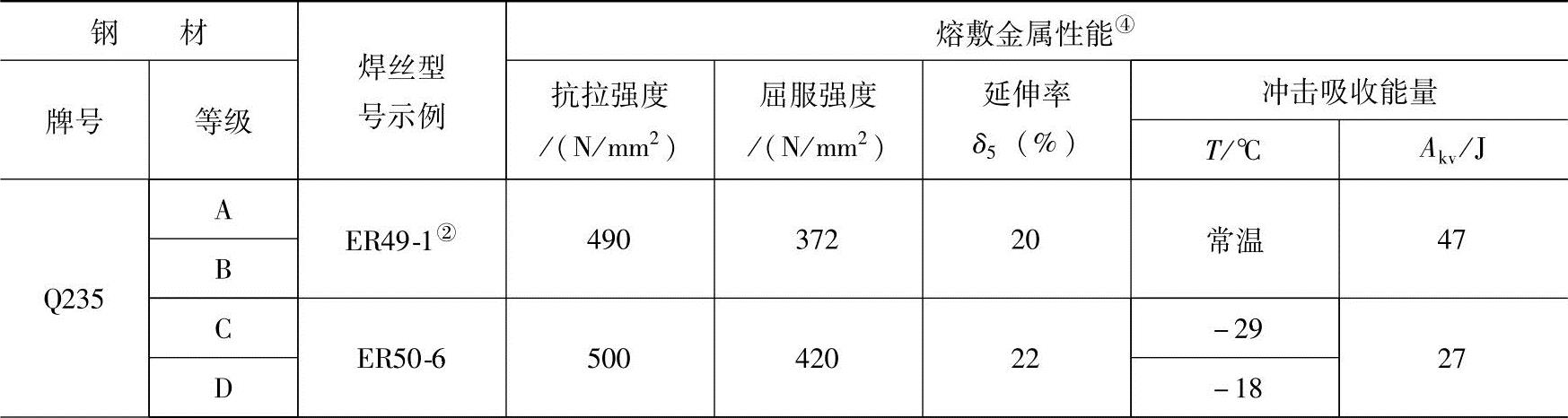
(续)
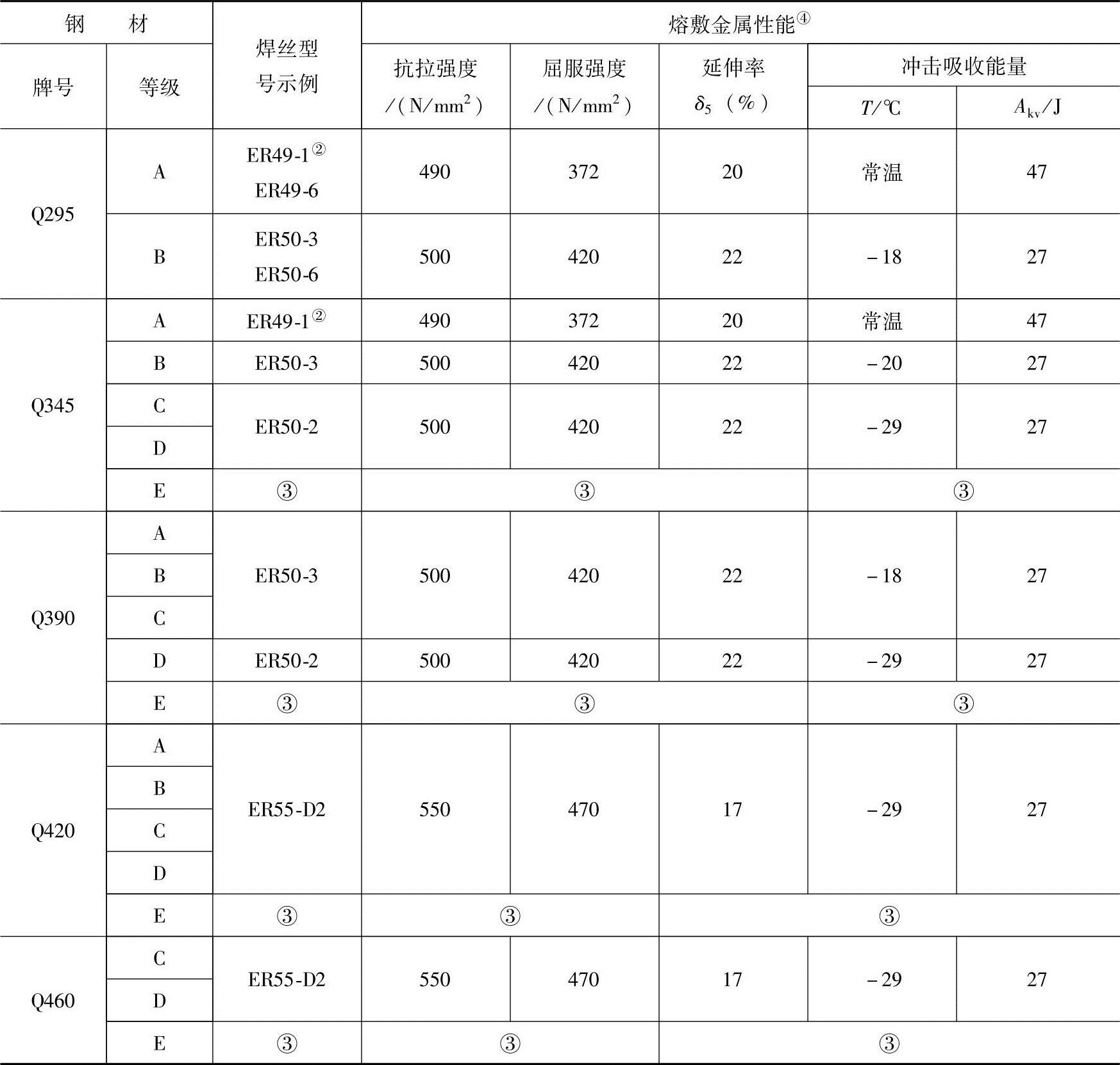
注:1.焊丝应符合GB/T 14957—1994《熔化焊用钢丝》、GB/T 8110—2008《气体保护电弧焊用碳钢、低合金钢焊丝》的规定。
2.所用CO2应符合HG/T 2537—1993《焊接用二氧化碳》的规定。
①含Ar-CO2混合气体保护焊。
②用于一般结构,其他用于重大结构。
③按供需协议。
④表中焊材熔敷金属力学性能的单值均为最小值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。