



1.活塞的检修
在正常使用过程中,活塞的主要损伤形式是活塞环槽、活塞销座孔及活塞裙部的磨损,其中以活塞环槽的磨损最为严重,活塞裙部由于承压面积较大,润滑条件较好,且具有良好的弹性,所以其磨损较轻。除此之外,发动机长期超负荷工作、燃烧不正常、活塞本身存在制造缺陷、活塞环“三隙”过小或润滑不良等特殊情况下,活塞还会出现烧顶、脱顶、环岸断裂及裙部刮伤等损伤。
直观检视法检查,活塞出现烧顶、脱顶、环岸断裂、明显刮伤、活塞环槽磨损成梯形,可用游标卡尺(或内、外径千分尺)测量活塞销与销座孔的配合间隙,过大时,一般应更换新活塞。如果只是活塞销座孔磨损严重,在技术要求允许的条件下,也可用可调铰刀对销座孔进行铰削修复,并更换相应修理尺寸的活塞销与之配合,活塞销座孔的铰削方法如下:
(1)选择铰刀 根据活塞销座孔的尺寸选择合适尺寸的长刃铰刀。
(2)调整铰刀 将铰刀垂直夹持到台虎钳上,转动铰刀调整螺母,将铰刀调至刀片刚刚露出销座孔。
(3)铰削销座孔 如图2-61所示,用两手握住活塞,轻轻下压并推动活塞顺时针转动进行铰削。铰至刀片下端接近活塞下方销座孔的边缘时停止铰削,下压活塞使之从铰刀下方脱出,并松开台虎钳取出铰刀。然后重新将铰刀夹于台虎钳上,将活塞翻转180°(活塞销座孔上、下方向调换)重新铰削一次。
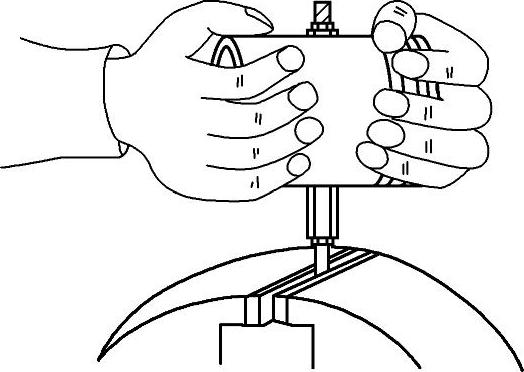
图2-61 活塞销座孔的铰削
(4)试配 手掌的力量能够将活塞销推入一侧销座孔的1/3时,表明铰削符合要求(图2-62),否则应调整铰刀进行进一步铰削。铰削过程中,两手握持要平稳,用力要均匀,而且每调整一次铰刀,要从销座孔两个方向各铰一次。(https://www.xing528.com)
(5)刮削 符合要求后,用木锤或铜锤将活塞销轻轻敲入销座孔中,再用冲头将活塞销从反方向冲出,然后根据销座孔表面的接触痕迹用三角刮刀进行刮削修正。刮削应按照“从里向外、刮大留小、刮重留轻”的原则进行,而且在刮削过程中应边刮边试,以防将销座孔刮得过大。刮削至能够用手掌的力量将活塞销推入1/2~2/3,接触面积达75%以上均匀分布时停止刮削。

图2-62 活塞销与销座孔的试配
2.活塞的选配
发动机镗缸及重新镶套后,或者活塞产生严重损伤时,均应更换活塞。选配新活塞时应遵循以下原则:
1)活塞与气缸应为同一级修理尺寸。
2)同一台发动机上应尽量选用同一厂牌的同一组活塞。
3)不能整组选用时,应保证各缸活塞的材料、质量、尺寸一致,同一组活塞直径差不得大于0.02mm,质量差不大于8g。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。