



下面以CA1091汽车为例介绍前轴的检测方法。前轴的结构如图7-88所示,其主要检测项目如下。
1.前轴裂纹的检测
前轴的裂纹多发生在钢板弹簧座内侧250mm处断面突缘两侧和主销孔至钢板弹簧座之间。外观检查时,将前轴清洗干净后,放入装有柴油或煤油的大容器内0.3~0.5h后洗擦净,在前轴的表面涂上石墨粉,用木锤轻敲前轴,看有无油迹出现,若有则说明此处发生了裂纹。
前轴经检验不得有任何性质的裂纹,当前轴检验发现裂纹不大而且深度不大于断面的1/4时,可采用手工电弧焊修复。焊修时,应正确选择焊接规范,采用直流反板法(工件接负极)焊接,焊缝突出基体高度不超过1~2mm,当前轴经检验发现裂纹较大且深度大于断面的1/4或发生横向裂纹时,前轴应予报废。
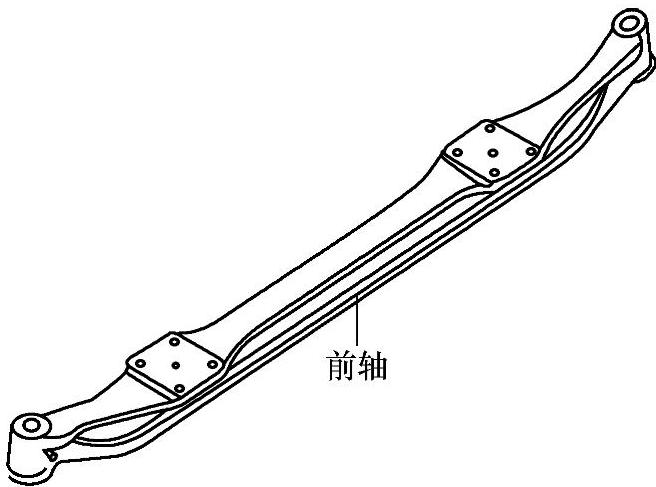
图7-88 前轴的结构
2.钢板弹簧座平面的平面度误差检测
如图7-89所示,用塞尺和钢直尺配合检测各钢板弹簧座的平面度误差应不大于0.4mm;如图7-90所示,用塞尺和钢直尺配合检测两钢板弹簧座应在同一水平面内,其水平高度差应不大于0.80mm。

图7-89 钢板弹簧座的平面度误差的检测

图7-90 两钢板弹簧座的水平高度差的检测
3.前轴弯、扭变形的检测(https://www.xing528.com)
检验前首先检查作为定位基准的两个主销孔和钢板弹簧座平面,是否有失圆或平面不平,应先修好再作定位基准。前轴弯扭变形主要通过下列两种方法检测。
(1)采用拉线法检测 如图7-91所示,在主销孔上平面中心拉一细线,用钢直尺测量两钢板座与拉线之间的距离,若不相等,说明前轴上下弯曲变形。为确定方向可用新前轴测量比较,哪端的高度与新前轴的高度不一致,说明哪一端发生了弯曲。再观察拉线是否通过两钢板座中心来判断前轴两端有无在水平面上发生扭曲,拉线通过中心端无扭曲,没通过中心线的发生扭曲。
用拉线法检验前轴时,拉线到两钢板弹簧座的距离应符合原厂要求,拉线偏离钢板弹簧座中心的误差应不大于4mm。
(2)采用试棒和角尺配合检测 如图7-92所示,首先将试棒插入主销孔,然后在两钢板弹簧座上各放一标准垫块。在垫块上放一检验角尺,检验时使角尺边缘尽量贴靠试棒,从角尺与试棒的贴靠情况可判断出前轴的变形情况。若上端有间隙,说明前轴向下弯曲,反之为前轴向上弯曲。此项检验,两端分别进行。
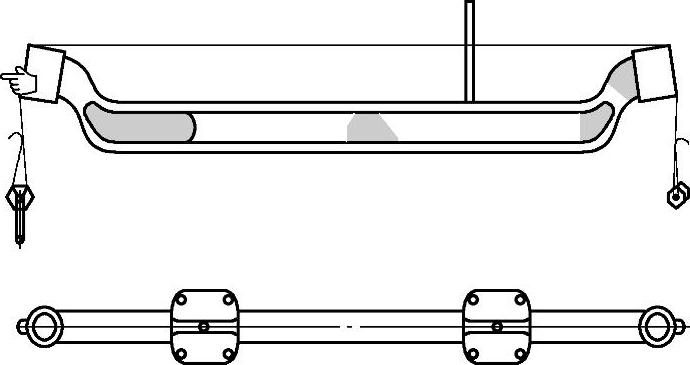
图7-91 用拉线法检测
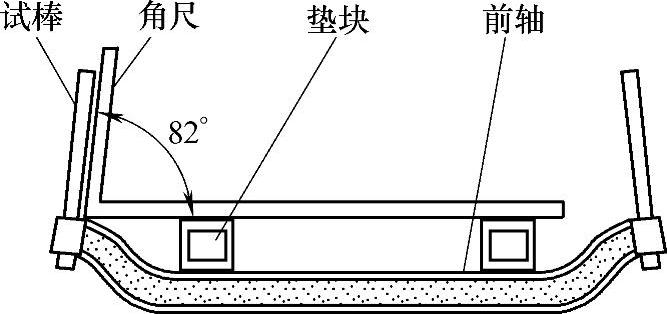
图7-92 用试棒和角尺检测前轴
4.前轴其他部位损伤的检测
(1)检测前轴主销孔的磨损情况 前轴主销孔内侧经常受到主销挤压,产生喇叭口或椭圆状(即上下口最大,中部小),前轴主销孔与主销的配合间隙大于原厂规定时,需对其进行修理。当前轴主销孔磨损与主销配合间隙超过规定值(0.03~0.05mm),但孔径磨损尚未达到最后一级修理尺寸时,可采用修理尺寸法将孔扩大后换用加大尺寸的主销。
(2)前轴拳形部位上、下端面磨损的检测 当前轴主销承孔处上、下平面磨损不大时,应锉平后在装配时加装调整垫片,以保证转向节与前轴主销孔上端面的间隙符合要求。CA1091型货车在此处的间隙应不大于0.25mm。当前轴主销承孔上、下平面处磨损较大时,可在钻床上用带导向尾的锪钻将上端面修平,为保证修理质量,在镗削修理主销孔时,在一次装卡中同时修整主销承孔下端面,主销端面磨损修理后,要求其厚度减小量不超过2mm,必要时,端面应用电弧堆焊后再加工至标准尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。