



1.气门杆弯曲度的检修
将气门平放在平板上相距100mm的两个V形架上,用百分表测量气门杆身和工作面,如图7-4所示。将一个百分表的测量触头垂直抵压在气门杆的中部,然后转动气门杆一圈,百分表所指示的最大值与最小值之差的一半,即为气门杆的弯曲度,一般规定气门杆身的弯曲度不能大于0.03mm;否则应进行校正或更换。其弯曲度的计算公式如下
气门杆的弯曲度=(百分表指示最大值-指示最小值)/2
将另一个百分表的测量触头垂直抵压在气门的工作锥面上,然后转动气门杆一圈,百分表所指示的最大值与最小值之差,即为气门工作锥面的径向圆跳动。一般规定气门工作锥面的径向圆跳动不能大于0.05mm,否则应对气门工作锥面进行修磨或更换。其径向圆跳动的计算公式如下
气门工作锥面的径向圆跳动=百分表所指示最大值-指示最小值
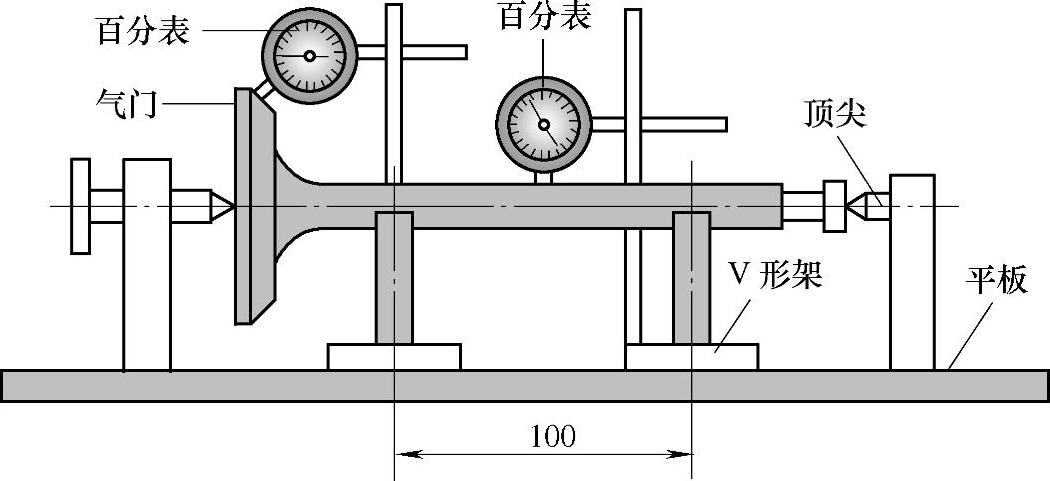
图7-4 气门杆弯曲及气门锥面的检测
2.气门杆身磨损的检修
用外径千分尺测量气门杆身磨损部位尺寸,与杆尾端部尚未磨损部位的尺寸进行对比,得出磨损量和圆柱度误差,如图7-5所示。若杆身磨损量大于0.04mm、圆柱度误差大于0.02mm,应更换新气门。BJ492Q发动机气门的头部直径:进气门(44.00±0.10)mm;排气门(36.00±0.10)mm。杆身直径:进气门9.00mm,公差-0.050~-0.075;排气门9.00mm,公差-0.075~-0.095;气门总长度为(117.00±0.20)mm。(https://www.xing528.com)
气门杆尾端面磨损不平后,可用砂轮修复,但磨削总量应不大于0.50mm。
3.气门工作面的检修
用游标卡尺测量气门顶部边缘厚度尺寸应不小于1mm,如图7-6所示。工作面有磨损起槽、有明显的点蚀、变宽、烧蚀出现斑点时,应光磨或更换新气门。
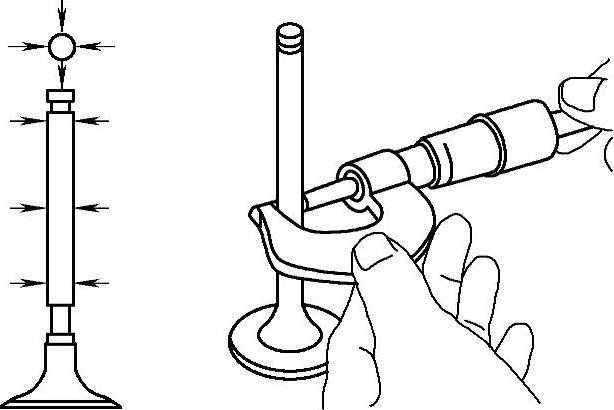
图7-5 气门杆身磨损的检测
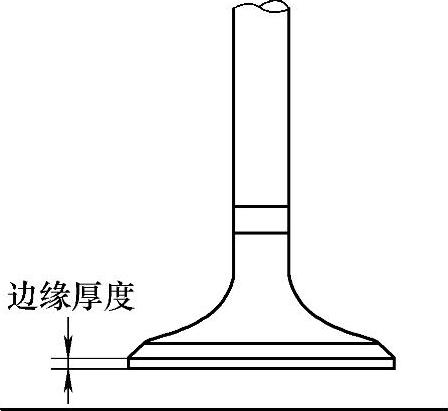
图7-6 气门顶部边缘厚度的检测
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。