



(一)气缸的修理
1.气缸磨损的测量
气缸磨损的测量,请参照第7章的相关内容。
2.气缸修理尺寸的确定
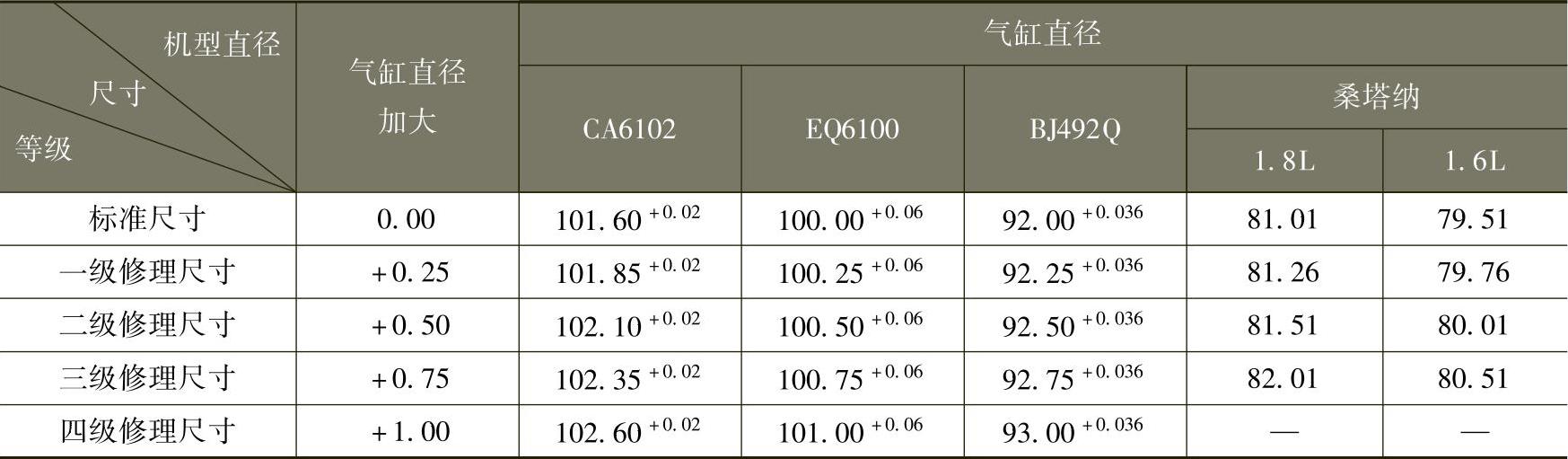
确定气缸的修理尺寸,主要是为镗磨缸、选配活塞、活塞环提供依据。几种常见车型发动机气缸的修理尺寸如表5-1所示。
发动机大修时一般常用+0.50mm,+1.00mm。
3.气缸镗削量的确定
1)气缸镗削量的计算在修理尺寸确定后,选择同一级修理尺寸的活塞,镗缸时必须按活塞的实际尺寸进行,可通过下式计算气缸的镗削量X。
X=Dmax-Dmin+∆-C
式中 X——气缸的镗削量(mm);
Dmax——活塞最大直径(mm);
Dmin——气缸最小直径(mm);
∆——气缸与活塞的配合间隙(mm);
C——气缸磨削余量。
表5-1 发动机气缸修理尺寸(单位:mm)
气缸与活塞的配合间隙∆,不同车型要求不一样,一般在0.02~0.06mm之间。气缸磨削余量跟设备的精度和操作人员的技术水平有关,常选取0.03~0.05mm。
2)气缸镗削次数确定。气缸镗削量确定之后,根据镗缸机允许的吃刀量和工艺过程的要求,确定镗削次数和每次镗削的吃刀量。铸铁气缸由于气缸表面的硬化层和磨损不均匀,造成镗刀负荷不均匀,吃刀量过大易产生振动,影响镗削质量,因此,第一刀吃刀量一般为0.03~0.05mm;中间的几刀可大一些,但一般不要超过镗缸机所允许的最大吃刀量;为了提高加工精度和减小表面的粗糙度值,最后一刀吃刀量也选0.03~0.05mm。
4.气缸的镗削
气缸镗削的目的是为了恢复气缸原有的技术要求,包括气缸的圆度、圆柱度、粗糙度、垂直度等。现在厂方常用的镗缸设备基本有两种:固定式镗缸机和移动式镗缸机。小型企业多采用移动式镗缸机,现以T8014型移动式镗缸机为例介绍镗缸工艺。
T8014型镗缸机如图5-7所示。它是以气缸体上平面为镗缸定位基准,镗孔直径范围为65~140mm;最大镗孔深度为370mm;主轴转速为250r/min和380r/min;主轴进给量每转为0.11mm;最大切削深度为0.5mm。
对气缸镗削之前,必须完成对气缸体的焊补、镶套、镶气门导管和镶气门座圈等修理工作,以免镗磨缸后气缸体变形。
气缸的镗削工艺如下:
1)检修气缸体的上平面。如有不平或杂质,要用油石或细锉刀修平并擦洗干净;以免影响镗缸机的定位,使镗杆倾斜,镗出的气缸轴线与曲轴轴线不垂直,影响修理质量。
2)安装镗缸机。将镗缸机底座擦拭干净,放置在气缸体上平面上,使镗缸机镗杆对正需进行镗削的气缸孔,初步固定镗缸机。
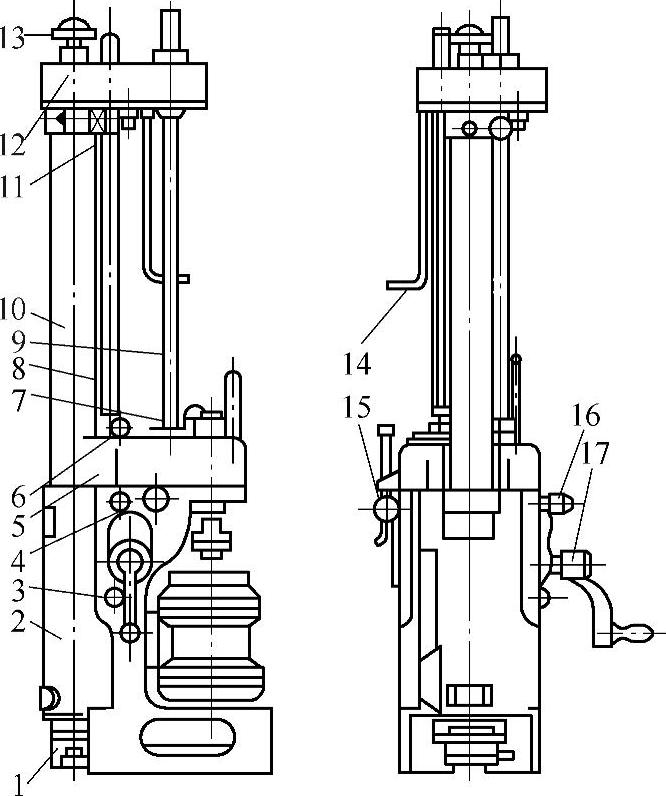
图5-7 T8014型镗缸机
1—镗头 2—机体 3—放油孔 4—油杯 5—变速器 6—注油孔 7—磨刀轮 8—升降丝杆 9—光杆 10—镗杆 11—张紧轮装置 12—带轮箱 13—定中心控制旋钮 14—自动停刀装置 15—开关 16—进给量变换杆 17—升降把手
3)安装定心指。根据气缸直径选择一套长度相适应的定心指。清洁定心指并插入镗杆定心指孔内,用弹簧箍紧,然后转动定心指旋钮,使定心指收缩。
4)选择镗削中心。按镗削的气缸中心线与气缸原中心线是否重合,镗削中心可用同心法和偏心法进行选择。
同心法一般是以“缸肩”定中心,如“缸肩”动过,则改用气缸底部定中心,使镗缸机主轴中心线与原设计气缸中心线相重合,这样可以恢复原设计要求。
偏心法是以气缸最大磨损部位定中心。由于气缸磨损不均匀,定中心时,使镗缸机主轴向磨损较大方向偏移,因此称其为偏心法。
同心法镗缸保证了原设计配合精度,但金属镗削量较大,气缸镗削次数少。偏心法镗缸金属损失量小,可进行多次镗削,但精度降低,偏到一定程度时,将影响发动机的使用寿命,因此,建议尽可能采用同心法镗缸。
5)调整镗刀。根据气缸直径选择刀架和镗刀,将镗刀装入刀架,再将刀架装入镗杆头上的刀架孔内,然后用专用的测微器调整镗刀,直到调整完毕,如图5-8所示。
6)镗削参数的选择。镗削参数的选择通常是指镗头转速、进给量和吃刀量的选择。根据气缸材料的硬度、气缸直径、刀具性能、镗削工序等要求合理选择。气缸材料硬度高、缸径大时,应采用低转速,进给量和吃刀量也不应太大。一般情况下,镗削第一刀和最后一刀吃刀量为0.025~0.05mm,其余各刀为0.07~0.08mm。吃刀量过大时,刀杆将产生振动,影响表面加工精度和粗糙度。
7)镗削。将镗刀降至缸口,用手转动镗头,检验吃刀量的多少,镗刀在气缸圆周的各个方向吃刀量是否均匀。可以进行试镗,镗至气缸口下10mm处,用量缸表测出镗削实际尺寸,并与镗缸机的测微器进行比较,确定其误差,便于再次调整时予以修正。
8)校正自动停刀装置。根据所镗气缸的深度,校正自动停刀控制杆的位置,然后进行镗削。
9)缸口倒角。每镗好一缸,应随时用刀刃的角度在气缸上口镗出倒角,以便于活塞与活塞环装入气缸,同时也保证了生产安全。
10)质量检查。气缸镗削后的质量要求是:同一发动机各缸应镗成同一级修理尺寸;气缸壁表面粗糙度值不超过Ra1.6μm;预留有一定的磨削量(一般为0.03~0.04mm);气缸上口倒角符合要求;气缸轴线对曲轴主轴承孔轴线垂直度误差不大于0.05mm;圆柱度误差不大于0.01mm。
5.气缸的磨削
气缸经镗削加工后,表面存有螺旋形的加工刀痕。为了减小气缸壁的表面粗糙度,达到气缸加工的最终要求,延长气缸和活塞的使用寿命,必须对气缸壁表面进行最后一次精加工。磨缸的主要加工工具是带有砂条的珩磨头,如图5-9所示。
珩磨头依靠气缸孔内圆定位,与磨缸机主轴挠性连接,因此可以消除主轴与气缸中心线的偏差。珩磨头由磨缸机主轴带动旋转,并做上下往复运动。气缸壁经过珩磨,条形油石从气缸壁表面磨去薄薄的一层金属,留下相互交叉的细微网纹,如图5-10所示。

图5-8 镗刀的调整
1—镗刀 2—固定螺钉 3—刀架 4—调整螺钉 5—测微器

图5-9 珩磨头
1—接头座 2、4—箍簧 3—磨条导片 5—连接杆 6—磨条 7—调整盘
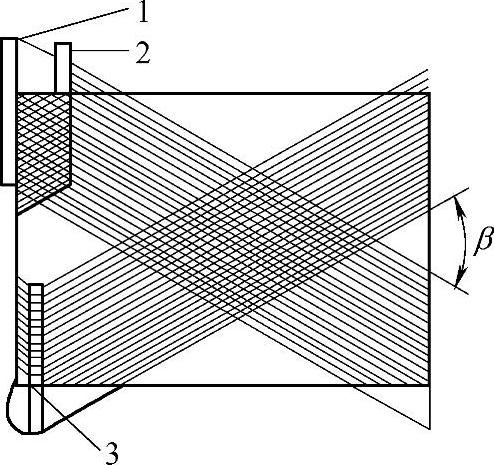
图5-10 珩磨网状轨迹
1—前进行程开始时的磨条位置 2—返回行程终了时的磨条位置 3—前进终了时的磨条位置 β—在磨痕螺旋线相交的角度
磨削时的圆周速度与往复运动速度在磨削中形成的交角,是影响磨缸质量和粗糙度的主要因素。磨缸的程序和注意事项如下:
1)安装气缸体。清洁、检查气缸表面,选择好珩磨头、条形油石,做好磨缸前准备工作。
2)安装磨缸头。把条形油石装在磨缸头上,把磨缸头放在气缸中,安装在磨缸机主轴上,调整磨条对缸壁的压力。压力大、效率高,但粗糙度大;压力小,气缸易磨成“锥形”。
3)选好磨缸参数。磨头的圆周速度一般取60~70r/min;往复运动速度:粗磨时取15~20m/min,精磨时取20~25m/min。
4)珩磨气缸。先粗磨、后精磨,磨缸顺序为“隔缸镗磨”。珩磨时要使磨缸主轴、磨缸头和气缸在一直线上;要加切削液(柴油或煤油中加15%~20%机油)用来冷却缸体和清洗磨屑。
5)质量检查。珩磨后的气缸表面粗糙度不得超过Ra0.41μm;气缸的圆度误差不大于0.0075mm,圆柱度误差不大于0.01mm。湿式缸套的圆柱度误差不大于0.0125mm。气缸若有微量锥形应上小下大。活塞与气缸的配合间隙应符合规定,配合间隙应在室温下进行。用活塞试配时,先将活塞和气缸擦拭干净,把不带活塞环的活塞倒置在气缸内,在活塞裙部无膨胀槽一侧,夹入规定厚度的塞尺,一手握住活塞,一手用弹簧秤拉出塞尺,如图5-11所示。其拉力应符合表5-2的规定,各缸之间的拉力差不得超过9.8N。
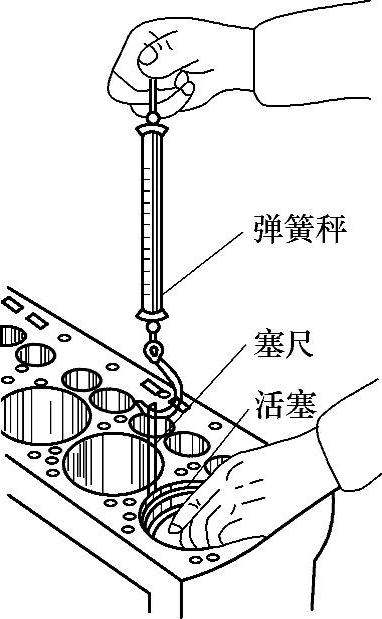
图5-11 检查活塞与气缸的配合间隙
表5-2 用塞尺检查配缸间隙时的拉力
 (https://www.xing528.com)
(https://www.xing528.com)
6.镶气缸套
气缸镗削超过最后一级修理尺寸,或气缸壁上有特殊损伤,可镶套(干式)或换套(湿式),以延长气缸体的使用寿命。
干式气缸套的镶配应注意如下问题:
1)根据气缸套的外形尺寸,将气缸镗到所需尺寸,保证气缸与缸套的良好结合。气缸体第一次镶套时,应选用外径尺寸最小的缸套,以便提高发动机的修理次数。如非第一次镶套,可用专用工具将旧缸套拉出,如图5-12a所示,或用镗缸机镗削掉。
2)镶配缸套的技术要求。镶配表面粗糙度Ra1.6μm;圆柱度误差不小于0.01mm;留有适当的压入过盈量:带有凸缘的0.05~0.07mm,毛凸缘的为0.07~0.10mm。选用有凸缘的气缸时,应在气缸体上端镗出凸缘槽,凸缘槽口每边有不小于0.05mm的间隙。
3)镶配缸套时,应在气缸套的外壁涂以机油,放正气缸套,垫上平整垫木,用压床徐徐压入,或用手操纵专用压具(图5-12b)压入新缸套。压力应逐渐增加,不能过大或过小。为了防止气缸体变形,应采用隔缸压入。
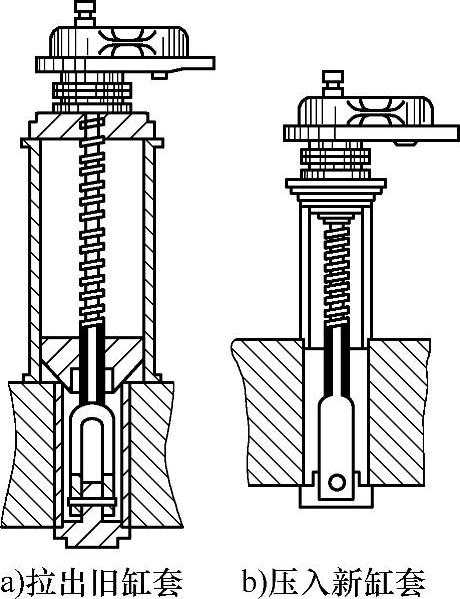
图5-12 干式气缸套的更换
4)检查。气缸套压入后,应与气缸体上平面平齐,不得低于气缸体上平面;若有高出,不得高出0.10mm,高出部分可用锉削磨削修平。
5)镗磨。气缸套镶配完毕后,进行水压试验,不漏水后,按气缸需要的修理尺寸,进行镗削和光磨。
湿式气缸套换配时应注意以下问题:
1)拆卸旧缸套,可轻轻敲击缸套底部取出,清理气缸体内污垢,气缸体与气缸套的结合处保持洁净,气缸体上下承孔的圆度和圆柱度误差应不大于0.015mm。
2)压入气缸套,压入前应装入新的涂以白漆的防漏水橡胶密封圈。气缸套与座孔的配合应符合机型的规定。
3)检查。装入气缸套后,按不同机型要求,检查气缸套端面高出气缸体顶面的距离。距离过大或过小,可用调换气缸套的垫片进行调整。
4)进行水压试验,主要是检查护水圈的密封性,看其是否漏水。湿式缸套因压入时用力不大,缸内径未受影响,因而可以不再进行光磨加工。
(二)曲轴的修理
1.曲轴的检验
曲轴的检验方法请参见第7章。
2.曲轴轴颈的修磨
当轴颈的圆度和圆柱度未超过规定限度,轴颈表面仅有擦伤、起槽、疤痕和烧蚀,以及轻微的磨损,可用砂布、磨石、锉刀等手工修复。当轴颈磨损量较大,其圆度和圆柱度超过规定限度时,可按修理尺寸进行光磨,曲轴磨床通常用MQ8260型和MQ8230型磨床,如图5-13所示。
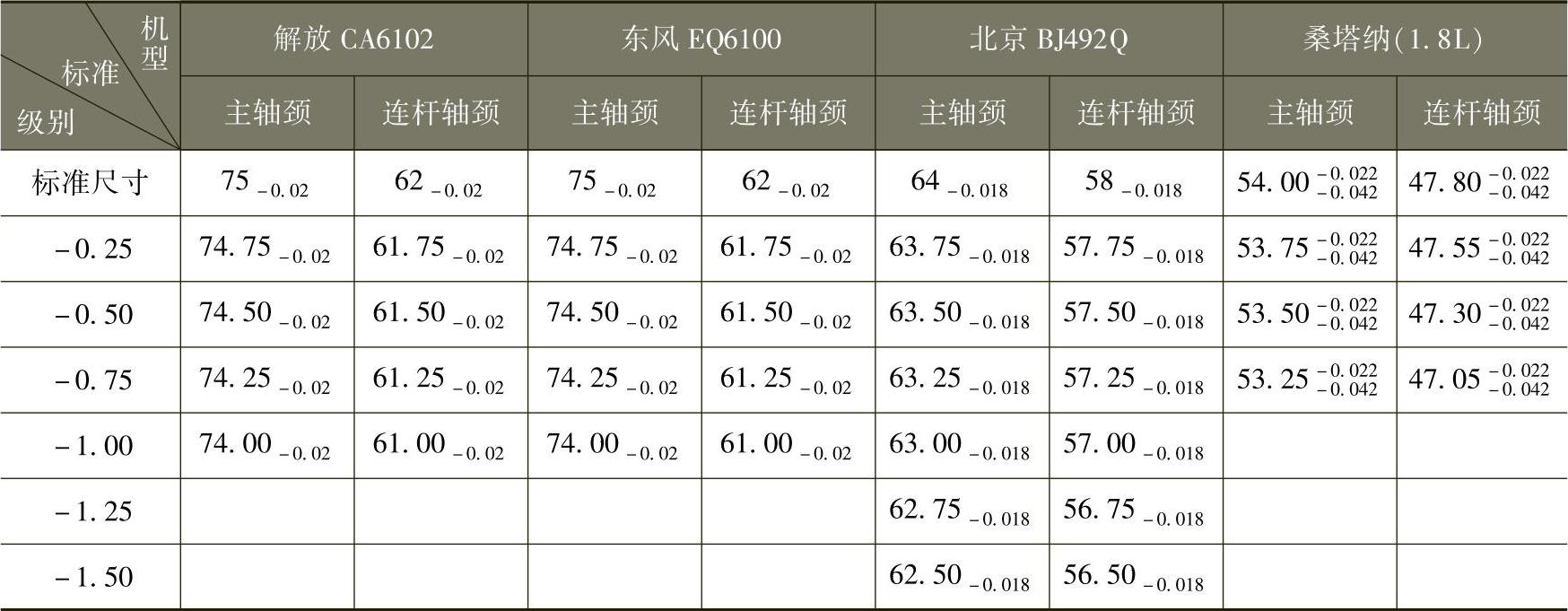
(1)曲轴修理尺寸的确定 曲轴轴颈修理尺寸的确定,是根据各轴颈中磨损量最大的轴颈来确定的。曲轴主轴颈和连杆轴颈应分别磨削成同一级修理尺寸,以便各自选配同一尺寸的轴承。曲轴主轴颈和连杆轴颈的修理尺寸级差为0.25mm,汽油机一般分6级~8级,柴油机一般分10级~12级。几种常见车型发动机的曲轴轴颈的修理尺寸如表5-3所列。
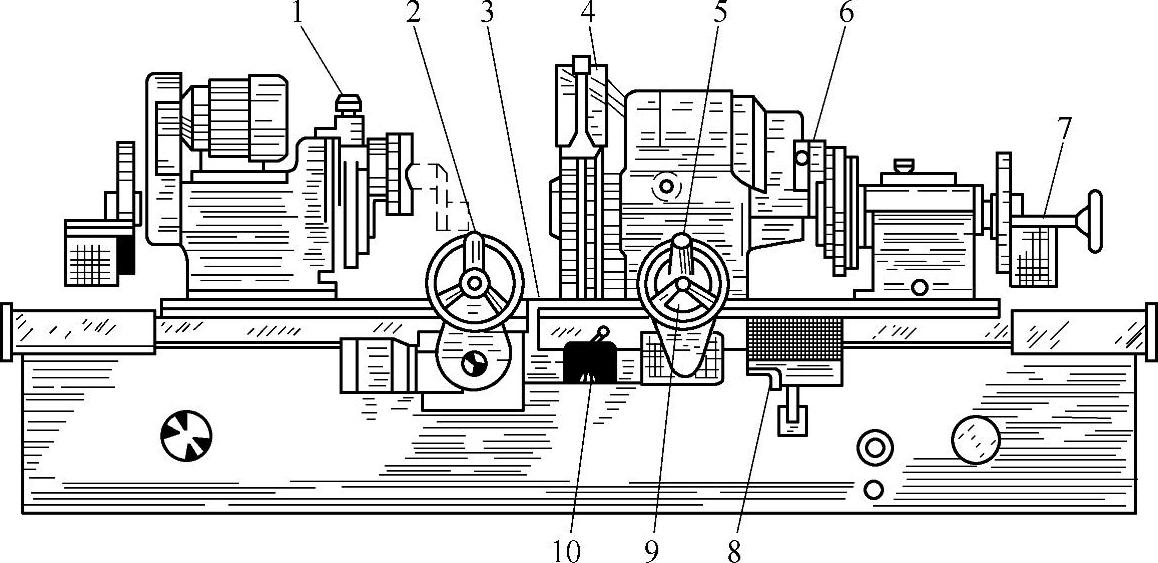
图5-13 MQ8260型曲轴磨床
1—左卡盘定位手柄 2—工作台纵向移动手轮 3—工作台机动手动选择手柄 4—磨削液开关 5—横进给手轮 6—右卡盘定位手柄 7—配重块 8—按钮台 9—横进给刻度盘调整手轮 10—砂轮架快速进退手柄
表5-3 常见车型曲轴轴颈修理尺寸 (单位:mm)
(2)曲轴主轴颈的磨削
1)定位基准的选择。曲轴磨削时,定位基准选择是否恰当,对曲轴磨削质量影响较大。曲轴磨修的基准尽可能与制造时的加工定位基准一致,如制造基准被破坏,应加以修复或选择磨损小处为基准,这样才能使磨修后的曲轴轴线与制造时的轴线保持一致,提高加工精度。曲轴飞轮凸缘外圆表面、后端滚动轴承座孔、曲轴正时齿轮轴颈、起动爪螺孔等加工精度都比较高,与曲轴轴颈的摆差也较小,可以作为主轴颈磨削的定位基准。
2)砂轮的选择。曲轴轴颈磨削时,一般选用普通氧化铝,粒度为0.4~0.29mm(46—60号),硬度为IR1和IR2的中软砂轮。
3)磨削规范。磨削规范的选择,要保证轴颈表面淬火层不退火,轴颈表面不产生裂纹,其规范见表5-4。
表5-4 曲轴轴颈磨削规范

4)切削液。磨削时必须供给足够的切削液,切削液可采用2%~3%的碳酸氢钠溶液(质量分数),其中含有少量的肥皂水和防锈液。
5)磨削。磨削量较大时,可分为粗磨和精磨。粗磨时采用“切入法”磨削,进给量较大,可以缩短磨损时间;精磨时采用“纵向进给法”磨削,可以磨去轴颈表面刀痕,如图5-14所示。在结束精磨时,应停止砂轮的横向进给,砂轮沿整个轴颈长度空走一两次,以减小表面粗糙度。
(3)连杆轴颈的磨削
1)选择磨削方法。磨削方法有同心法和偏心法两种,如图5-15所示。

图5-14 磨削进给法
同心法是磨修后与制造时的轴颈轴线保持同心,位置不变,可保持原来的压缩比不变,增大磨削尺寸的间隔,但磨削量大,曲轴的使用寿命较短。
偏心法也称不同心法,磨削时按磨损后的轴颈表面定位,这时连杆轴颈的中心线位置和曲柄半径均发生了变化,磨削后曲柄半径大于原曲柄半径,使活塞上移,压缩比增大,且各缸变化不均匀。偏心法磨削可以减少轴颈的磨削量,增加曲轴的修理次数;但各缸变化不一样,压缩比不同,引起曲轴的不平衡。
由上述分析可见,偏心法磨削后,曲轴臂半径增大a/2(图5-15),压缩比也相应地增大了,这样不但会引起发动机爆燃,还会引起活塞撞击缸盖。柴油机对压缩比变化比较敏感,一般不用偏心法磨削曲轴;偏心法多用于汽油机曲轴连杆轴颈的磨削,采用时尽量减少轴颈轴线的偏移量,力求各轴颈的偏磨量一样。
2)装卡定位。一般以定时齿轮直径和飞轮凸缘外圆表面为定位基准面。当曲轴经过初步调整位于水平位置后,用K形规检查两个连杆轴颈的高度,偏差值不得超过0.15mm,如图5-16所示。当一个连杆轴颈调整到与磨床主轴中心线重合后,再用K形规移至另一连杆轴颈上,轴颈应与K形规的两个平面靠合。若轴颈与K形规一面靠合,另一面有间隙G,则表示曲轴有扭转。当Ω值未超过曲臂夹角允许的偏差值时,为了尽可能选用前面的修理尺寸,可微量转动曲轴,使轴颈在K形规两侧的间隙相等,即每边间隙为a/2。这样调整后,该轴颈磨削量减小,而另一面轴颈磨削量增加,两轴颈磨削量趋于相等,延长了曲轴的使用寿命。

图5-15 同心法与偏心法磨削比较
1—曲轴臂 2—连杆 3—曲轴主轴颈
R1—不同心法磨削后曲轴臂半径
R2—同心法磨削后曲轴臂半径
a—连杆轴颈靠近主轴颈侧多磨削的偏移量
d—不同心法磨削后连杆轴颈直径
(4)轴颈的技术要求 轴颈磨削后,用抛光工具在抛光夹上涂以抛光膏,夹在轴颈上以40~60r/min的速度进行抛光,或用抛光机进行抛光,目的是减小轴颈表面粗糙度,表面粗糙度要求小于Ra0.21μm。

图5-16 连杆轴颈磨削时的调整
其他技术要求:轴颈的圆度和圆柱度误差不超过0.015mm;直径偏差为-0.020~+0.015mm;轴颈长度不应超过标准长度0.3mm;圆角R1~3mm;轴颈上的油孔应有1×45°的倒角,并去掉毛刺。
3.曲轴其他部位的修理
(1)起动爪螺纹孔修理 曲轴起动爪螺纹孔的螺纹损伤超过2牙,磨损松旷,可用加大螺纹孔的方法修复。但应注意不能损伤螺纹孔倒角。
(2)曲轴后端轴承孔修理 曲轴后端变速器第一轴轴承孔与轴承配合过盈为0.021~0.028mm;若磨损松旷,或与曲轴轴线不重合,其径向圆跳动公差超过0.06mm时(在轴承孔座内测量),应对轴承座孔镶套修复。保证变速器第一轴与曲轴中心线重合,避免变速器齿轮产生噪声,加速磨损,甚至造成变速器跳档。
(3)曲轴后端凸缘修理 曲轴后端安装飞轮的凸缘端面应与曲轴轴线垂直,在端面边缘测量时,轴向圆跳动公差应不大于0.06mm。若超过此标准,应予修复或加垫片调整,以防止飞轮工作时偏摆。飞轮螺栓孔磨损变形应予修复,螺栓与孔的配合间隙为0~0.07mm,最大不得超过0.10mm。
(4)定位基准的修复 曲轴轴颈磨削的定位基准一般采用正时齿轮轴颈和曲轴后端凸缘外表面。为保证其同心度,要求正时齿轮轴径向圆跳动公差不大于0.03mm;后端凸缘外表面径向圆跳动公差不大于0.04mm,否则应进行修整校正。
(5)正时齿轮的检修 正时齿轮不得有裂纹和击伤,与轴颈的配合应符合规定。定时齿轮上的键槽宽度若有磨损、缺损应予修复,修复加工后的键槽应符合原尺寸规定。
(6)曲轴带轮的修理 曲轴带轮不得有破裂或轮槽宽度不均的现象,带轮轮毂孔与其轴颈的配合要符合规定。曲轴带轮油封的磨损超过0.20mm时,应予以修复。修复后油封应与曲轴中心线同轴,其径向圆跳动公差不应大于0.05mm。安装带轮的轴颈对曲轴中心线的径向圆跳动公差不得大于0.05mm。带轮槽对曲轴中心线的径向圆跳动公差不应超过1mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。