



轻量化连接技术的最高要求是,单元的重量附加消耗降到最低。因此在轻量化连接中,焊接与粘接的方法比铆接和螺栓连接的方法用得更多。但是,除了这些标准方法之外,还有很多特殊的方法。根据具体的情况和载荷情形,这些方法也有一些独特的优点。下面简单介绍一些这样的特殊方法。
图22-20给出了用于板材轻量化加工的最重要的特殊方法。这些方法,没有用于连接的附加单元,或者附加单元占重量比例很少,即连接尽可能采用箝位或者成形的方法。
图中列出的方法的要点如下:
●折边(图22-20a)是一种非常简单的方法,无需昂贵的模具就可以加工出来,主要用于薄的、软的以及半硬的钢板或者有色金属板的连接。从原理上讲,也可以用于不同材料板材的连接。连接在可控情况下承受载荷,随着折边缝的缓慢张开而失效。
●锁连接(图22-20b)要求弹性设计的连接位置,因此这里优先采用弹簧钢或者塑料的对偶配合。这种方法也可以采用不同的材料进行连接,而且连接是可分拆的。通过适当的设计,锁连接也可以传递力,不过要将脱扣机构设置在档位上。
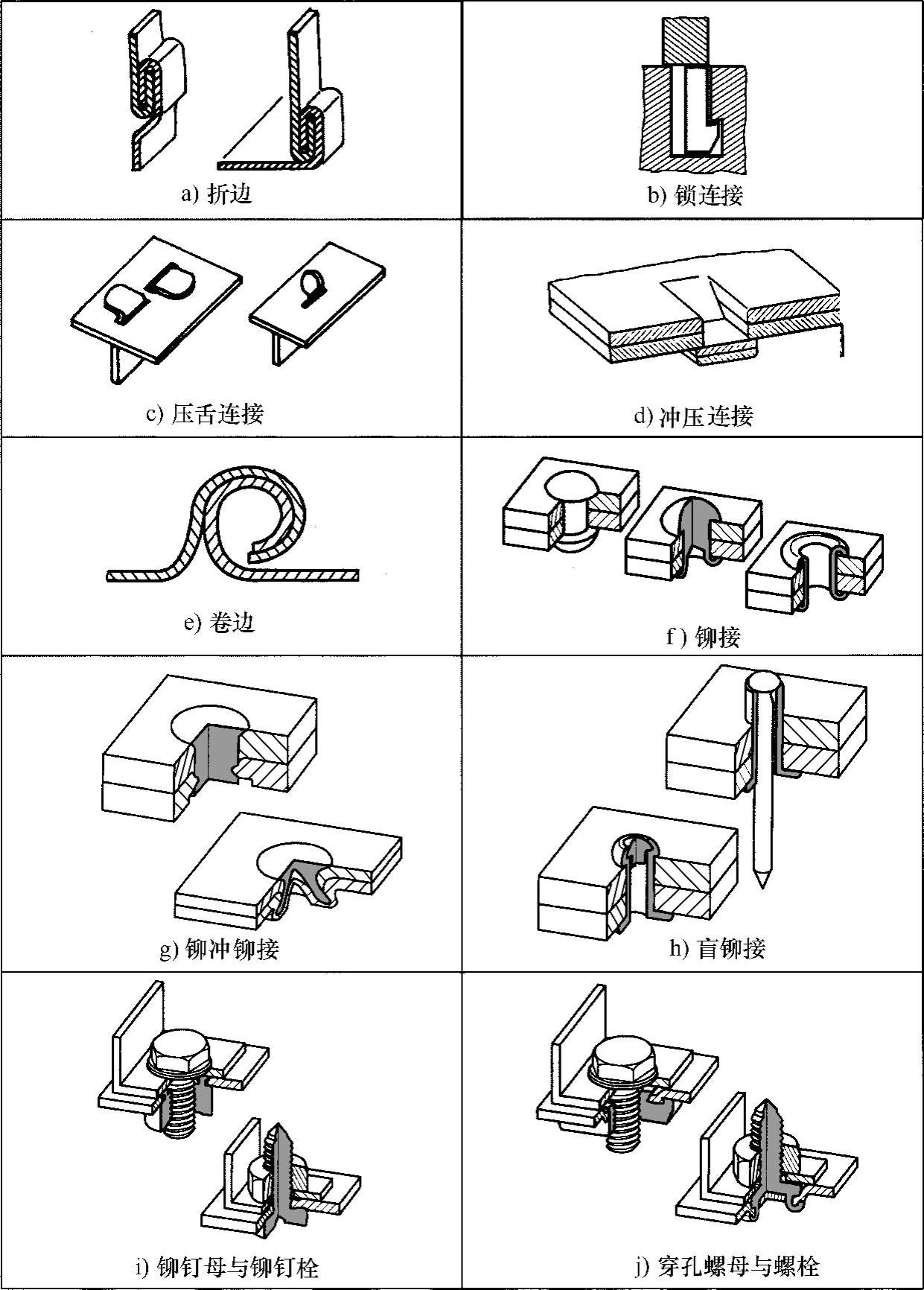
图22-20 板材连接技术
●压舌连接(图22-20c)在简单应用情形下可实现薄板的角连接。不过,这种方式可传递的力很小。
●冲压连接或者压力连接(图22-20d)可标识为局部的分离和成形。这种方法只限于在同类的板材上使用,其传递力最后导回到咬合连接处。与点焊连接相比,该连接方法只可承受40%~50%的力。
●卷边(图22-20e)意味着板材的滚压,通过大面积部分连接并且形成了型材横截面。(https://www.xing528.com)
●铆接(图22-20f)是机械制造中传统的连接技术。所有三种不同的铆接方法,实心铆接、半空心铆接与空心铆接,都是在有预通孔的两面进行加工的。铆接方法不会改变材料的金相组织。
●铆冲铆接(图22-20g)可将不同材料、厚度不同的两个板材连接在一起。该方法采用没有预通孔的两面加工过程。
●盲铆接(图22-20h)由一个装有永久销钉的轴套组成。这种铆接方式可以是盲连接方式,即从一面安装。
●铆钉母与铆钉栓(图22-20i)是螺纹支承体,同时满足盲铆钉和螺母、螺栓的功能。
●穿孔螺母与螺栓(图22-20j)作为自穿孔的功能件,不需要在连接位置有预通孔,由此可以节省出一道加工工序。
上面列出的方法只是很多已知方法中的一部分,要了解更多的这方面的知识可以去查询连接技术方面的专业文献资料和标准。
[1]采用点焊粘接连接方法,经过测量得到的承载分量比采用点焊方法高出12%~23%,也就是说,点焊承受大约83%的力,粘接承受17%的力。
[2]钢的疲劳强度可假设为:NA≈2.1×106LW时,σA≈(0.45-0.5)·RM。铝合金材料的疲劳强度为NA≈108LW时,σA≈(0.35-0.55)·RM;从NA=5×107LW起则只能观察到很小的疲劳强度下降。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。